压铸机床的模具清洁组件的制作方法
1.本实用新型涉及压铸铝件制造领域,具体涉及一种压铸机床的模具清洁组件。
背景技术:
2.压铸机床是在压力作用下把熔融金属液如铝液压射到模具中冷却成型,开模后即可得到固体铸件的铸造机械设备,该设备在下料后需要对模具内腔进行清洁,去除内腔中残留的金属渣并对在模具内涂覆脱模剂。现有技术多采用气枪清洁的方式去除模具内残留的金属渣,在去除完成后,再使用瓶装脱模剂喷涂在模具内,采用这种方式至少存在以下缺陷:
3.1.气枪使用完成后需要换手,影响生产效率;
4.2.由于模具开模后残留的温度较高,手持瓶装脱模剂喷涂时安全隐患大,且喷涂距离难以控制,操作不便;
5.3.瓶装脱模剂的出口压力会随使用时间逐步减小,脱模剂雾化效果不稳定,喷涂效果差。
技术实现要素:
6.本实用新型的目的是为了克服现有技术的缺点,提供一种生产效率高、安全性好、操作方便且喷涂效果好的压铸机床的模具清洁组件。
7.为达到上述目的,本实用新型采用的技术方案是,压铸机床的模具清洁组件,包括:
8.清洁枪,所述清洁枪为手持式清洁枪,所述清洁枪包括枪杆、枪头和枪柄,所述枪头连接在所述枪杆的上端部,所述枪头的延伸方向与所述枪杆的延伸方向相垂直,所述枪柄设置在所述枪杆的下端部,所述清洁枪内具有流体通道,所述流体通道包括流体进口和流体出口,所述流体进口开设在所述枪柄的下端面上,所述流体出口开设在所述枪头的端面上;
9.盛放箱,所述盛放箱用于盛放脱模剂;
10.泵,所述泵有两个,分别为第一泵和第二泵;
11.连接管,所述连接管有两个,分别为第一连接管和第二连接管;
12.所述流体通道有两个,分别为空气通道和脱模剂通道,这两个流体通道互相独立的设置;
13.所述第一泵通过所述第一连接管与所述空气通道的流体进口相连通,所述第一泵用于将环境中的空气压缩后泵入所述空气通道;所述第二泵连接所述盛放箱并通过所述第二连接管连接所述脱模剂通道的流体进口,所述第二泵用于将所述盛放箱内的脱模剂泵入所述脱模剂通道;
14.所述枪柄上设置有用于控制所述空气通道和所述脱模剂通道通断的开关。
15.优选地,所述开关为平推式开关,所述开关具有三个挡位,在所述开关处于第一挡
位时,所述空气通道接通,所述脱模剂通道断开;在所述开关处于第二挡位时,所述空气通道和所述脱模剂通道均断开;在所述开关处于第三挡位时,所述空气通道断开,所述脱模剂通道接通。
16.进一步优选地,在所述开关处于第一挡位时,所述第一泵的控制电路接通,所述第二泵的控制电路断开;在所述开关处于第二挡位时,所述第一泵和所述第二泵的控制电路均断开;在所述开关处于第三挡位时,所述第一泵的控制电路断开,所述第二泵的控制电路接通。
17.进一步优选地,所述第一泵和所述第二泵的控制电路上均串联有时间继电器。
18.进一步优选地,所述时间继电器为气囊式时间继电器。
19.优选地,所述第一连接管和所述第二连接管均为弹簧软管。
20.优选地,所述枪头至少有两个,这两个枪头沿所述枪杆的中心线对称分布。
21.优选地,所述枪柄上套设有胶套,所述开关从所述胶套上的开口中露出。
22.优选地,所述枪头为伸缩式枪头。
23.进一步优选地,所述流体出口处设置有喷嘴,所述喷嘴与所述枪头螺纹连接。
24.由于上述技术方案运用,本实用新型与现有技术相比具有下列优点:
25.本实用新型提供的压铸机床的模具清洁组件,包括:清洁枪、盛放箱、泵和连接管,通过在清洁枪内设置互相独立的空气通道和脱模剂通道,使第一泵通过第一连接管与空气通道的流体进口相连通,能够将环境中的空气压缩后泵入空气通道后喷出;再使第二泵通过第二连接管将盛放箱内的脱模剂泵入脱模剂通道后喷出,在去除模具内的金属渣后,无需换手,直接使用清洁枪即可喷涂脱模剂,生产效率高,安全性好,操作方便且不易出错;使用盛放箱和第二泵的组合,脱模剂的喷涂压力稳定,雾化效果均匀,喷涂效果好;相对于罐装脱模剂,成本低;通过在清洁枪的枪柄上设置开关,能够在喷压缩空气和喷脱模剂之间灵活切换,使用方便。
附图说明
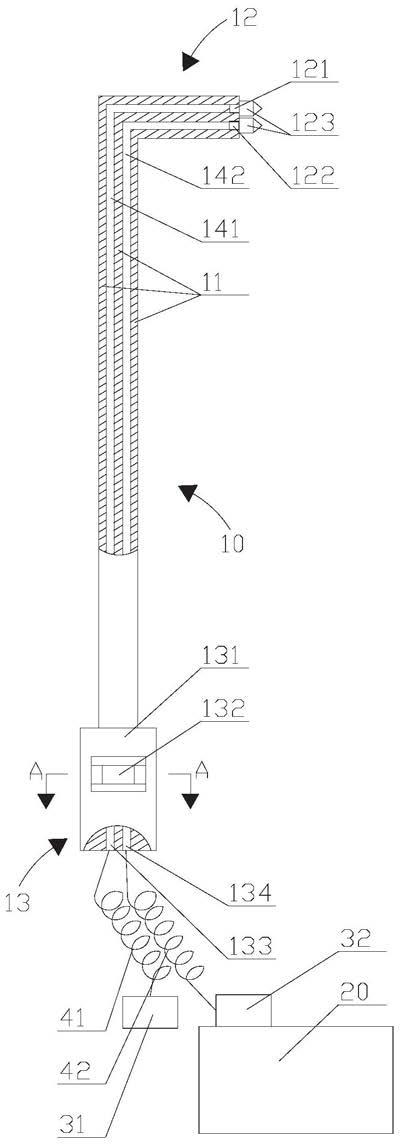
26.图1是本实用新型优选实施例的主视示意图,局部进行了剖视。
27.图2a是图1中a
‑
a方向的剖视放大示意图,此时,开关处于第一挡位。
28.图2b是图1中a
‑
a方向的剖视放大示意图,此时,开关处于第二挡位。
29.图2c是图1中a
‑
a方向的剖视放大示意图,此时,开关处于第三挡位。
30.图3是图1中泵控制电路的示意图。
31.图4是本实用新型另一实施例的主视示意图。
32.其中:
33.10.清洁枪;11.枪杆;12.枪头;121.空气出口;122.脱模剂出口;123.喷嘴;13.枪柄;131.胶套;132.开关;133.空气进口;134.脱模剂进口;141.空气通道;142.脱模剂通道;20.盛放箱;31.第一泵;32.第二泵;33.时间继电器;34.电源;41.第一连接管;42.第二连接管。
具体实施方式
34.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点
和特征更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
35.实施例一
36.如图1
‑
3所示,本实用新型提供的压铸机床的模具清洁组件,包括:清洁枪10、盛放箱20、泵和连接管,其中,清洁枪10为手持式清洁枪,清洁枪10包括枪杆11、枪头12和枪柄13,枪头12连接在枪杆11的上端部,枪头12的延伸方向与枪杆11的延伸方向相垂直,枪柄13设置在枪杆11的下端部,清洁枪11内具有流体通道,流体通道有两个,分别为空气通道141和脱模剂通道142,这两个流体通道互相独立的设置,空气通道141的空气进口133开设在枪柄13的下端面上,空气通道41的空气出口121开设在枪头12的端面上,脱模剂通道142的脱模剂进口134开设在枪柄13的下端面上,脱模剂通道142的脱模剂出口122开设在枪头12的端面上;盛放箱20用于盛放脱模剂;泵有两个,分别为第一泵31和第二泵32,连接管也有两个,分别为第一连接管41和第二连接管42,具体地,第一泵31通过第一连接管41与空气通道141的流体进口133相连通,第一泵31用于将环境中的空气压缩后泵入空气通道141;第二泵32连接盛放箱20并通过第二连接管42连接脱模剂通道142的流体进口122,第二泵32用于将盛放箱20内的脱模剂泵入脱模剂通道142;枪柄13上设置有用于控制空气通道141和脱模剂通道142通断的开关132。
37.在本实施例中,开关132为平推式开关,开关132具有三个挡位,分别为第一挡位、第二挡位和第三挡位,如图2a、2b、2c所示,在开关132处于第一挡位时,空气通道141内的阀芯在弹簧作用下弹起,使空气通道141接通,同时,滑块迫使脱模剂通道142内的阀芯向下移动,使弹簧蓄能,使脱模剂通道142断开;在开关132处于第二挡位时,滑块迫使空气通道141内的阀芯向下移动,使弹簧蓄能,使空气通道141断开,同时,滑块迫使脱模剂通道142内的阀芯向下移动,使弹簧蓄能,使脱模剂通道142断开;在开关132处于第三挡位时,滑块迫使空气通道141内的阀芯向下移动,使弹簧蓄能,使空气通道141断开,同时,脱模剂通道142内的阀芯在弹簧作用下弹起,使脱模剂通道142接通。实现开关132对空气通道141和脱模剂通道142通断的控制。
38.为延长清洁枪10各密封件的使用寿命,在流体通道不使用时,其内部需要处于一个压力较低的状态,因此,开关132最好能够和泵进行联动,即通过开关132的挡位控制第一泵31和第二泵32的启停,如图3所示,开关132还串联在第一泵31和第二泵32的控制电路中,具体地,在开关132处于第一挡位时,第一泵31的控制电路接通,且第二泵32的控制电路断开,即,第一泵31启动而第二泵32停止;在开关132处于第二挡位时,第一泵31和第二泵32的控制电路均断开,即,第一泵31和第二泵32均停止;在开关132处于第三挡位时,第一泵31的控制电路断开,且第二泵32的控制电路接通,即,第一泵31停止而第二泵32启动;由此实现开关132对第一泵31和第二泵32的控制,并与空气通道141和脱模剂通道142的通断相匹配。
39.为防止因员工疏忽,导致开关132长期处于第一挡位或第三挡位造成的浪费,第一泵31和第二泵32的控制电路上均串联有时间继电器33,当时间继电器33的计时结束时,其所在的泵的控制电路自动断开,避免浪费现象,为便于设置及降低成本,上述时间继电器33采用气囊式时间继电器。
40.为便于握持,枪柄13上套设有胶套131,开关132从胶套131上的开口中露出。
41.在使用时,由于清洁枪10需要移动着使用,第一连接管41和第二连接管42均采用
弹簧软管。
42.为使得压缩空气和脱模剂喷出时指向性更强,空气出口121和脱模剂出口122处均设置有喷嘴123,喷嘴123与枪头12螺纹连接。
43.实施例二
44.如图4所示,实施例二与实施例一基本相同,不同之处在于,实施例二中的枪头12有两个,这两个枪头12沿枪杆11的中心线对称分布,并且,实施例二中的枪头12为伸缩式枪头,通过伸缩管和螺丝的配合实现伸缩功能,枪头12中各伸缩部件之间的密封可采用现有技术实现,在此不再赘述。
45.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1