功能化非球形粉末原料及其制备方法与流程
功能化非球形粉末原料及其制备方法
优先权数据
1.本国际专利申请要求于2019年11月18日提交的美国临时专利申请号62/936,713和2020年9月19日提交的美国专利申请号17/026,218的优先权,这些专利中的每一个特此通过引用并入本文。
发明领域
2.本发明总体上涉及基于粉末的增材制造工艺和其他基于粉末的冶金工艺,以及可以在这些工艺中使用的含金属的功能化材料。发明背景
3.基于金属的增材制造或三维(3d)打印在许多工业(包括航空航天工业和汽车工业)中具有应用。逐层构建金属部件增加了设计自由度和制造灵活性,从而实现了复杂的几何形状,同时消除了传统的规模经济约束。在基于金属的增材制造中,施加直接能量源(如激光或电子束)以熔化合金粉末局部导致了在0.01m/s与5m/s之间的凝固速率,这相比于常规铸造工艺增加了一个数量级。
4.增材制造允许一步法制造任意设计的复杂零件。增材制造消除了组装多个部件的需要,同时最大限度地减少了制造时间以及通常与传统制造(例如机加工或锻造)相关的材料和能源的浪费。虽然增材制造正在迅速增长以生产金属、聚合物和陶瓷部件,但金属零件的生产是其增长最快的领域。
5.商业粉末冶金工艺典型地采用气体雾化或水雾化熔融粉末,其中在雾化过程期间控制颗粒形态以呈现球形或接近球形的几何形状。例如,在粉末床金属增材制造工艺中,使用球形、雾化的、单分散的粉末原料以控制粉末的流动。将多个薄粉末层铺展在表面上,熔融并凝固。
6.气体雾化或水雾化金属合金原料粉末的使用是众所周知的。参见liu等人,“preparation of superfine-grained high entropy alloy by spark plasma sintering gas atomized powder[通过放电等离子烧结气体雾化粉末制备超细晶高熵合金]”,intermetallics[金属间化合物]68(2016)16-22;和murr等人,“characterization of titanium aluminide alloy components fabricated by additive manufacturing using electron beam melting[通过使用电子束熔化增材制造而制造的钛铝合金部件的表征]”,acta materialia[材料学报]58(2010)1887-1894,将这些通过引用特此并入。这些原料是通过从熔体开始并通过专门设计的喷嘴将液化材料喷射到受控流体流中形成的。当暴露于第二流体时,液化金属经历相变并凝固,收集在腔室底部或二级安全壳中。然后,将以这种方式形成的粉末筛分,以去除任何尺寸过大或尺寸过小的材料,导致基于输入材料约25%-35%的低产率。
[0007]
尽管增材制造或其他粉末冶金工艺具有独特的热化学加工条件,但原料粉末通常选自传统的铸造或锻造合金。气体雾化历来是以粉末形式获得这些合金原料的唯一方式。
[0008]
然而,众所周知,与传统的减材制造工艺相比,从本体锭中熔融雾化精细(小于65
微米)和单分散(15-60微米)的球形粉末非常昂贵。作为实例,铝合金的成本典型地为2-5美元/kg,这取决于组成,而雾化铝粉只能在工业上以45-300美元/kg的高成本获得。迄今为止,原材料与雾化粉末之间的显著价格差异限制了金属增材制造的实用性和实施,并将其归入其中制造成本不是重要设计驱动因素的原型或高利润部件(例如卫星或航天器结构)。
[0009]
然而,在许多商业应用中,性能和成本被认为是等效或接近等效的设计驱动因素。为了打破目前在基于粉末的增材制造和其他粉末冶金工艺中涉及材料成本与部件性能的折衷,确实需要进行范式转移。发明概述
[0010]
本发明解决本领域中的上述需求,如现在将进行概述的以及然后在下文中详细地进一步描述的。
[0011]
一些变型提供了一种含金属的功能化材料,其包含:(a)多个包含金属或金属合金的非球形颗粒;以及(b)在非球形颗粒的表面上物理和/或化学组装的多个微粒(即,功能化微粒),其中微粒选自由金属、金属合金、金属碳化物、金属氮化物、金属硼化物、金属氢化物、金属氧化物、金属硫化物、陶瓷及其组合组成的组,其中微粒在组成上不同于非球形颗粒,并且其中微粒具有不同于非球形颗粒的平均非球形颗粒尺寸的平均微粒尺寸。
[0012]
在一些实施例中,非球形颗粒选自晶须、针状体、棒、纤维、碎屑、变形带、扁球体、长球体、平行六面体、菱形体、矩形棱柱、薄片、多面体颗粒、随机形状的颗粒和/或其组合。
[0013]
在含金属的功能化材料的一些实施例中,非球形颗粒的特征在于堆积效率为从40%至65%,如40%-49%、49%-55%、55%-60%或60%-65%。在某些实施例中,堆积效率小于64%。在某些随机形状的情况下,堆积效率小于40%。在某些实施例中,形状和尺寸的组合导致堆积效率》65%。
[0014]
非球形颗粒的特征可以在于中值颗粒尺寸(d50)为从5微米(μm)至10毫米(mm),如对于最大的颗粒轴。例如,中值颗粒尺寸例如可以在15-45μm、40-70μm、70-125μm、125-300μm、300-600μm或600-10000μm的范围内。
[0015]
平均功能化微粒尺寸可以是例如从5纳米(nm)至100μm。典型地,平均微粒尺寸小于平均非球形颗粒尺寸。在一些实施例中,平均微粒尺寸至少比平均非球形颗粒尺寸小一个数量级。在其他实施例中,平均微粒尺寸等于或大于平均非球形颗粒尺寸。
[0016]
在一些实施例中,微粒在非球形颗粒上形成连续涂层。在其他实施例中,微粒在非球形颗粒上形成不连续的涂层。
[0017]
在一些实施例中,非球形颗粒含有选自由以下组成的组的金属:铝、钛、钴、铬、铁、铜、钨、镁、铌、镍、钽、硅、钒、金、银、铂、钯、铱、铼、锌、铈、钼、锆、铪、以及其合金或组合。还可以存在另外的合金化元素。
[0018]
在一些实施例中,微粒含有选自由以下组成的组的金属:铝、钛、钴、锌、锡、铬、铋、钕、镝、铒、钐、镨、钆、镱、镧、硼、锂、钙、锶、钪、钇、锰、铼、铱、铅、碳、铟、镓、铁、铜、钨、镁、铌、镍、钽、硅、钒、金、银、钯、铂、铈、锆、铪;其碳化物、氮化物、硼化物、氢化物、金属间化合物、氧化物、或硫化物;及前述物质的组合。
[0019]
在一些实施例中,含金属的功能化材料进一步包含球形金属或金属合金粉末。
[0020]
含金属的功能化材料不一定只含有非球形颗粒和微粒。可以存在其他材料。在一些实施例中,非球形颗粒和微粒的组合浓度为含金属的功能化材料的从50vol%至100vol%。非球形颗粒和微粒的组合浓度可以在各种范围内,如50-60vol%、60-74vol%、75-85vol%、85-95vol%、大于95vol%、大于99vol%、小于50vol%、或小于100vol%。在某些实施例中,非球形颗粒和微粒的组合浓度为100vol%,即,含金属的功能化材料由非球形颗粒和功能化微粒组成。
[0021]
本发明的一些变型提供了一种制造含金属的功能化材料的方法,该方法包括:(a)提供含有金属或金属合金的本体原料;(b)机械碾磨和/或化学碾磨本体原料以产生多个包含金属或金属合金的非球形颗粒,其中非球形颗粒小于本体原料的长度尺度;(c)提供选自由金属、金属合金、金属碳化物、金属氮化物、金属硼化物、金属氢化物、金属氧化物、金属硫化物、陶瓷及其组合组成的组的微粒,其中微粒在组成上不同于非球形颗粒;以及(d)将微粒物理和/或化学组装到非球形颗粒的表面上,其中微粒具有不同于非球形颗粒的平均非球形颗粒尺寸的平均微粒尺寸。
[0022]
在一些方法实施例中,机械碾磨和/或化学碾磨基本上不引起金属或金属合金的固液相变。机械研磨和/或化学研磨可以利用选自由以下组成的组的机械碾磨:球磨、破碎、研磨、粉碎、磨碎、高剪切混合、振动混合、声学混合及其组合。可替代地或另外地,机械碾磨和/或化学碾磨可以利用选自由以下组成的组的化学碾磨:蚀刻、去合金化、酸处理、碱处理及其组合。
[0023]
在一些实施例中,本体原料呈板、片、锭、挤出物或其组合的形式。在一些实施例中,本体原料包含锻件、铸件、半成品零件、机加工车间原型、劣质零件、不合格零件、损坏零件、金属废料、机加工屑、再循环部件或其组合。
[0024]
在一些实施例中,非球形颗粒包括晶须、针状体、棒、纤维、扁球体、长球体、平行六面体、菱形体、矩形棱柱、薄片、多面体颗粒、随机形状的颗粒或其组合。非球形颗粒的特征可以在于例如中值颗粒尺寸(d50)为从10微米至1毫米。平均微粒尺寸可以是例如从5纳米至100微米。典型地,平均微粒尺寸小于平均非球形颗粒尺寸,尽管情况不一定如此。
[0025]
在一些实施例中,非球形颗粒含有选自由以下组成的组的金属:铝、钛、钴、铬、铁、铜、钨、镁、铌、镍、钽、硅、钒、金、银、铈、钼、锆、铪及其组合。
[0026]
在一些实施例中,微粒含有选自由以下组成的组的金属:铝、钛、钴、锌、锡、铬、铁、铜、钨、镁、铌、镍、钽、硅、钒、金、银、钯、铂、铈、锆、铪;其碳化物、氮化物、硼化物、氢化物、氧化物、或硫化物;及前述物质的组合。
附图说明
[0027]
图1描绘了示例性实施例中具有薄片几何形状的非球形金属或金属合金颗粒。
[0028]
图2描绘了示例性实施例中的表面功能化微粒在非球形颗粒上的组装。
[0029]
图3是示出在实例1中由机械碾磨挤出棒本体起始材料产生的单个al-7075颗粒的sem图像(比例尺=1mm)。
[0030]
图4示出实例1中的机械碾磨的al-7075颗粒在不同碾磨强度下的颗粒尺寸分布。
[0031]
图5是示出实例2中与由在环境温度下机械碾磨本体起始材料产生的单个al-7075颗粒相比,由低温碾磨本体起始材料产生的单个al-7075颗粒的照片。
[0032]
图6a是示出实例3中由机械碾磨本体起始材料、随后暴露于合成气体以形成脆化材料而产生的单个al-7075非球形颗粒的sem图像(比例尺=200微米)。
[0033]
图6b是示出实例3中由进一步机械搅拌图6a中所示的脆化材料产生的单个al-7075非球形颗粒的sem图像(比例尺=50微米)。
[0034]
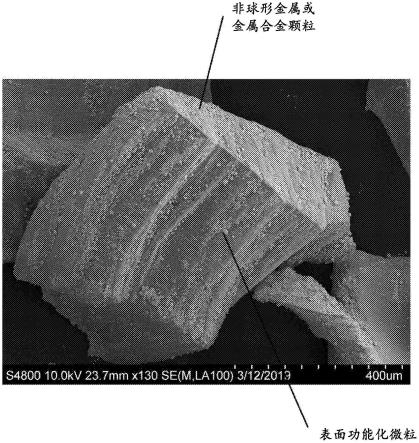
图7a是实例4中用组装在所有al-7075非球形颗粒的表面上的氢化锆(zrh2)微粒功能化的铝合金微粒的sem图像(比例尺=400微米)。
[0035]
图7b是实例4中用组装在所有al-7075非球形颗粒的表面上的氢化锆(zrh2)微粒功能化的铝合金微粒的sem图像(比例尺=300微米)。
[0036]
图8是实例4中由zrh2功能化al-7075非球形粉末的激光熔化和凝固形成的凝固金属合金零件的照片(比例尺=3mm)。本发明实施方式
[0037]
本发明的组合物、结构、方法和系统将通过参考不同非限制性的实施例进行详细描述。
[0038]
本说明将使本领域技术人员能够制造并使用本发明,并且描述了本发明的若干实施例、修改、变体、替代方案以及用途。当结合附图参考本发明的以下详细说明时,本发明的这些和其他实施例、特征以及优点对于本领域技术人员来说将变得更清楚。
[0039]
如本说明书和所附权利要求书中所使用的,除非上下文另有明确指示,否则单数形式“一个/一种(a/an)”和“所述(the)”包括复数的指示物。除非另外定义,否则在本文中使用的所有技术和科学术语具有本发明所属领域的普通技术人员通常所理解的相同的含义。
[0040]
除非另外指示,否则说明书和权利要求中使用的表示条件、浓度、尺寸等的所有数值应当被理解为在所有情况下由术语“约”来修饰。因此,除非有相反指示,否则在以下说明书和所附权利要求书中阐明的数值参数是近似值,这些近似值至少可以根据具体的分析技术而变化。
[0041]
与“包括(including)”、“含有(containing)”、或“特征在于”同义的术语“包含(comprising)”是包容性的或开放式的并且不排除另外的、未列举的要素或方法步骤。“包含”是权利要求语言中使用的专门术语,其意指所指定的权利要求要素是必要的,但是可以添加其他权利要求要素并且仍然构成在权利要求书的范围内的概念。
[0042]
如在本文中使用的,短语“由
……
组成”不包括未在权利要求书中指定的任何要素、步骤或成分。当短语“由
……
组成”(或其变体)出现在权利要求主体的条款中,而不是紧跟在前言之后时,该短语仅限制该条款中阐明的要素;整体而言其他要素未被排除在权利要求之外。如在本文中使用的,短语“基本上由
……
组成”将权利要求的范围限制于指定的要素或方法步骤,加上不实质地影响所要求保护的主题的基础和一个或多个新颖特征的那些。
[0043]
关于术语“包含”、“由
……
组成”以及“基本上由
……
组成”,在本文中使用这三个术语中的一种的情况下,目前披露的且要求保护的主题可以包括使用其他两个术语中的任何一个,除了用于马库什组时。因此,在一些未另外明确列举的实施例中,“包含”的任何实
例可以被“由
……
组成”或可替代地“基本上由
……
组成”代替。
[0044]
本发明的一些变型提供了对目前在基于粉末的金属增材制造和其他粉末冶金工艺中材料成本与部件性能的折衷的替代方案。本文披露的方法不是将粉末的气体或水雾化作为粉末生产的唯一手段,而是采用机械搅拌或化学碾磨,从与典型的金属增材制造工艺不相容的锻造的、不可焊接的原料生产非球形金属或金属合金粉末。然后在非球形粉末的表面上覆盖多个其他较小的颗粒,以控制非球形粉末在经历相变时的凝固条件。
[0045]
这一发现使能够使用超低成本(《$45/kg)的原料材料,因为锻造的、不可焊接的材料(例如,2000或7000系列铝合金)很容易以本体形式或作为来自其他工业工艺(例如,再循环、机加工废料、报废部件等)的废物获得。通过结合表面组装微粒以使金属或金属合金功能化并使它们与金属增材制造和其他粉末冶金工艺相容,可以使用迄今为止不可利用的新型原料。
[0046]
本发明的一些变型提供了一种通过避开常规的气体或水雾化工艺来形成高性能、低成本粉末的手段。在一些实施例中,应用受控气氛热处理以改变原料的形态,然后进行机械搅拌或化学碾磨步骤以从原料产生颗粒(粉末),而不经历使颗粒在气流或水流中熔化和重新凝固的相变。然后将多个功能性的、较小的颗粒可扩展地组装在非雾化粉末颗粒表面上,以使粉末与粉末冶金或金属增材制造工艺相容。通过将形成粉末的低成本方法与使金属合金与金属增材制造工艺相容的方法相结合,本发明的变型解决了当前金属增材制造和粉末冶金中的工艺成本和原料可用性问题。
[0047]
与用于雾化的输入锭材料相比,用于形成球形、单分散的粉末原料的常规雾化工艺显著增加了成本(通常》20x)。常规雾化的问题包括:(a)熔化和喷雾雾化大量粉末(数千公斤)需要大量时间和能量;(b)在小于100微米的粉末中形成可燃粉尘云的安全问题;(c)在所希望的尺寸范围(15-60微米)内产率低(25%-35%);(d)无法重新熔化和重复利用废料或不合格的粉末;以及(e)用于形成粉末原料的具有昂贵合金化元素(例如,ag、sc或ti)的锭材料缺乏二级市场。相比之下,本发明不需要昂贵的雾化并且不需要含有昂贵合金化元素的锭材料。此外,与常规雾化工艺相比,重复利用和回收利用是本发明的一些变型中的重要特征。
[0048]
用于再循环粉末原料的方法是已知的。参见asgari等,“on microstructure and mechanical properties of additively manufactured alsi10mg_200c using recycled powder[使用再循环粉末增材制造的alsi10mg_200c的微观结构和力学特性]”,materials science&engineering a[材料科学与工程a]707(2017)148-158;和strondl等,“characterization and control of powder properties for additive manufacturing[用于增材制造的粉末特性的表征和控制]”,jom[金属杂志],第67卷第3期,(2015)549-554,通过引用将这些文献特此并入。在这些现有技术方法中,加工粉末原料或由粉末原料生产的部件以获得与金属增材制造相容的颗粒尺寸分布。然而,重要的是要注意这些材料中没有增加另外的加工或材料。在后处理之前,这些材料已经可焊接或与金属增材制造工艺相容。相比之下,在本发明中,起始原料(在表面功能化之前)不需要是可焊接的或与金属增材制造相容的。
[0049]
作为一个实例,根据本文所述的原理,高性能锻造金属合金(例如,2000和7000系列铝合金)可以用于各种制造工艺(例如,金属增材制造),而不会招致由气体或水雾化工艺
产生的典型的成本损失(与原材料价格相比,》20x)。因此,在商业产品线中包含相当大部分(如15vol%或更多)的金属合金组分具有特别的优势。这些应用的良好实例包括但不限于商用航空和高性能汽车平台,对于这些平台,金属增材制造成本迄今为止无法与减材机加工工艺竞争。
[0050]
对于用于金属增材制造或其他粉末冶金工艺的粉末原料,含金属的功能化材料具有独特的、可观察到的物理结构。与增材制造工艺中使用的典型气体雾化粉末原料相比,含金属的功能化材料含有非球形颗粒,这些非球形颗粒可以由不可焊接的锻造金属合金原料形成。非球形颗粒是通过机械搅拌或化学碾磨产生的,其中不发生相变,即在粉末原料的形成过程中没有熔化和重新凝固。例如,使用成像分析可以在最终材料中检测到金属或金属合金没有发生固液相变。
[0051]
一些变型提供了一种含金属的功能化材料,其包含:(a)多个包含金属或金属合金的非球形颗粒;以及(b)在非球形颗粒的表面上物理和/或化学组装的多个微粒,其中微粒选自由金属、金属合金、金属碳化物、金属氮化物、金属硼化物、金属氢化物、金属氧化物、金属硫化物、陶瓷及其组合组成的组,其中微粒在组成上不同于非球形颗粒,并且其中微粒具有不同于非球形颗粒的平均非球形颗粒尺寸的平均微粒尺寸。
[0052]
在本披露中,“非球形”颗粒意指颗粒具有小于1.0的球形度。球形度是具有与给定颗粒相同体积的球体的表面积与颗粒的表面积的比率。在一些实施例中,非球形颗粒具有约或小于约0.99、0.98、0.97、0.96、0.95、0.94、0.93、0.92、0.91或0.90的球形度。完美球体的球形度正好为1,这是球形度的最大值。作为其他实例,立方体的球形度为0.81,而四面体(三角锥)的球形度为0.67。高纵横比形状(例如棒)的球形度远小于1。
[0053]
在一些实施例中,非球形颗粒选自晶须、针状体、棒、纤维、扁球体、长球体、平行六面体、菱形体、矩形棱柱、薄片、多面体颗粒、随机形状的颗粒和/或其组合。在典型的实施例中,存在多种形状的非球形颗粒,这可以导致更好的堆积效率。
[0054]
非球形颗粒的特征可以在于颗粒尺寸,其也称为非球形颗粒的特征尺寸。在一些实施例中,特征尺寸是有效直径,即从与所分析的颗粒体积相同体积的假想球体计算的颗粒直径。在一些实施例中,特征尺寸是颗粒长度,例如,其可用于晶须、针状体、棒和纤维。在一些实施例中,特征尺寸是薄片最大宽度(在横向于厚度的尺寸上),如图1所示。
[0055]
可以通过多种技术来测量颗粒尺寸,这些技术例如包括动态光散射、激光衍射、图像分析、或筛分离。动态光散射是用于典型地在亚微米区域内(并且最新技术乃至1纳米)测量颗粒的尺寸和尺寸分布的非侵入性既定技术。激光衍射是广泛使用的用于尺寸范围为从数百纳米至几毫米的材料的颗粒测量技术。用于测量颗粒尺寸的示例性动态光散射仪器和激光衍射仪器可从英国乌斯特郡(worcestershire,uk)马尔文仪器公司(malvern instruments ltd.)获得。可以直接在显微照片、扫描电子显微照片或其他图像上进行图像分析以估计颗粒尺寸和分布。最后,筛分是按尺寸分离颗粒的常规技术。
[0056]
在利用激光衍射的某些实施例中,颗粒尺寸通过测量当颗粒穿过激光束时被其散射的光的角度来计算。激光衍射通过测量激光束穿过分散的微粒样品时散射光强度的角度变化来测量颗粒尺寸分布。颗粒尺寸以体积当量球直径报告。本文披露的d10、d50和d90值
和范围是质量值(而不是数量或体积值)。
[0057]
非球形颗粒的特征可以在于中值颗粒尺寸(d50)为从5微米至10毫米。d50表示对应于50%(按质量计)累积筛下物颗粒尺寸分布的颗粒尺寸。例如,对于25微米的d50值,50%的非球形颗粒小于25微米。在各种实施例中,中值颗粒尺寸例如在15-45μm、40-70μm、45-70μm、70-125μm、125-300μm、300-600μm或600-10000μm的范围内。在一些实施例中,d50颗粒尺寸小于1000μm(1毫米)。
[0058]
非球形颗粒的特征可以在于d10颗粒尺寸为从0.1微米至1毫米。d10表示对应于10%(按质量计)累积筛下物颗粒尺寸分布的颗粒尺寸。例如,对于5微米的d10值,10%的非球形颗粒小于5微米。在一些实施例中,d10颗粒尺寸小于0.1微米。
[0059]
非球形颗粒的特征可以在于d90颗粒尺寸为从20微米至100毫米。d90表示对应于90%(按质量计)累积筛下物颗粒尺寸分布的颗粒尺寸。例如,对于50微米的d90值,90%的非球形颗粒小于50微米。在一些实施例中,d90颗粒尺寸小于20微米。
[0060]
非球形颗粒的颗粒尺寸分布可以是单分散的或多分散的。此外,非球形颗粒的颗粒尺寸分布可以是单峰的或多峰的,如双峰的。在一些实施例中,颗粒尺寸分布是双峰的,这导致颗粒的具有良好堆积效率。
[0061]
颗粒的“堆积效率”是颗粒实际堆积时的密度除以颗粒材料本身的密度。因此,单一无孔材料厚片的堆积效率为100%。完美球体的堆积效率约为74%。在含金属的功能化材料的一些实施例中,非球形颗粒的特征在于堆积效率为从40%至65%,如40%-49%、49%-55%、55%-60%或60%-65%。在本发明的某些实施例中,堆积效率小于64%。在某些随机形状的情况下,堆积效率小于40%。在某些实施例中,形状和尺寸的组合导致堆积效率大于65%。
[0062]
应注意的是,含金属的功能化材料可以进一步包含含有金属或金属合金的球形颗粒。球形或接近球形的颗粒可以作为杂质存在,或者作为任意接近球形的随机形状的颗粒存在。
[0063]
在某些实施例中,可以有意地将一定量的包含金属或金属合金的球形或接近球形的颗粒(例如,购买的球形颗粒)添加到含金属的功能化材料中,或者可以将含金属的功能化材料添加到球形颗粒中。在含有贱金属或金属合金(即上述元素(a),不包括微粒)的颗粒中,优选小于10%,并更优选小于5%,小于2%、小于1%、小于0.5%、小于0.2%、小于0.1%、小于0.05%、小于0.02%或小于0.01%为球形(这些百分比基于含有贱金属或金属合金的颗粒数量)。在一些实施例中,在贱金属或金属合金中基本上没有可检测的球形颗粒。
[0064]
在一些实施例中,非球形颗粒含有选自由以下组成的组的金属:铝、钛、钴、铬、铁、铜、钨、镁、铌、镍、钽、硅、钒、金、银、铂、钯、铱、铼、锌、铈、钼、锆、铪、以及其合金或组合。非球形颗粒可以含有至少50vol%、至少60vol%、至少70vol%、至少80vol%、至少90vol%、至少95vol%、至少99vol%或100体积的这些金属中一种或多种。例如,当非球形颗粒含有金属合金时,金属合金可以含有金属间相、陶瓷相或包括一种或多种p-区元素(例如,c、n、o等)的相。
[0065]
出于本披露的目的,如硅的类金属被认为是金属。
[0066]
在本披露中,“微粒”可以是纳米颗粒、微米颗粒、附聚物、夹杂物或反应产物。颗粒
可以是任何形状,包括球形或非球形。在一些实施方案中,微粒选自球体、晶须、针状体、棒、纤维、扁球体、长球体、平行六面体、菱形体、矩形棱柱、薄片、多面体颗粒、随机形状的颗粒和/或其组合。作为一个实例,图1描绘了具有薄片几何形状的非球形金属或金属合金颗粒。微粒也可称为“功能化微粒(functionalizing particulates,functionalization particulates)”、“表面功能化微粒”等。
[0067]
平均微粒尺寸可以是例如从5纳米至100微米。典型地,平均微粒尺寸小于平均非球形颗粒尺寸。在一些实施例中,平均微粒尺寸至少比平均非球形颗粒尺寸小一个数量级。在其他实施例中,平均微粒尺寸等于或大于平均非球形颗粒尺寸。
[0068]
在各种实施例中,平均(d50)微粒尺寸为约、至少约或至多约5纳米、10纳米、20纳米、30纳米、40纳米、50纳米、60纳米、70纳米、80纳米、90纳米、0.1微米、0.2微米、0.3微米、0.4微米、0.5微米、1微米、2微米、3微米、4微米、5微米、6微米、7微米、8微米、9微米、10微米、20微米、30微米、40微米、50微米、60微米、70微米、80微米、90微米、或100微米。
[0069]
每个颗粒的微粒数量可能广泛地变化。布置在一个颗粒上的单个微粒的平均数量(相当于,微粒与颗粒的平均数量比)可以是例如约10、约102、约103、约104、约105、或约106。颗粒表面上的微粒分布可以变化。在一些实施例中,某些表面区域含有相对较高浓度的微粒,这些微粒可能在那些区域的表面团聚。
[0070]
在各种实施例中,微粒表面覆盖率也可以从约1%至100%广泛地变化。微粒表面覆盖率是颗粒被组装的微粒覆盖的平均面积分数。例如,微粒表面覆盖率可以是约、或至少约1%、5%、10%、20%、30%、40%、50%、60%、70%、80%、90%、或100%。由于微粒的尺寸通常是小的,表面积覆盖率小于1%可能是有利的。
[0071]
在一些实施例中,微粒在非球形颗粒上形成连续涂层。在其他实施例中,微粒在非球形颗粒上形成不连续的涂层。当微粒形成不连续的涂层时,表面覆盖率可能广泛地变化。通常,微粒可以以平均约0.1%至约100%的表面覆盖率存在于非球形颗粒上。一些非球形颗粒可以具有100%的表面覆盖率,在这些颗粒上形成连续涂层,而其他非球形颗粒可以具有小于100%的表面覆盖率,通常形成不连续的涂层。(表面覆盖率低于100%的连续涂层是可能的,例如在表面上相互连接的细长岛状物。)尽管不是所希望的,但可能存在一些在涂层上根本没有微粒的非球形颗粒,而其他非球形颗粒涂覆有微粒。最后,一些或所有的非球形颗粒可以以连续或不连续的方式涂覆有多层微粒。
[0072]
在一些实施例中,微粒含有选自由以下组成的组的金属:铝、钛、钴、锌、锡、铬、铋、钕、镝、铒、钐、镨、钆、镱、镧、硼、锂、钙、锶、钪、钇、锰、铼、铱、铅、碳、铟、镓、铁、铜、钨、镁、铌、镍、钽、硅、钒、金、银、钯、铂、铈、锆、铪;其碳化物、氮化物、硼化物、氢化物、金属间化合物、氧化物、或硫化物;以及前述物质的组合。
[0073]
在一些实施例中,微粒含有选自由sic、hfc、tac、zrc、nbc、wc、tic、tic
0.7n0.3
、vc、b4c、tib2、hfb2、tab2、zrb2、wb2、nbb2、tan、hfn、bn、zrn、tin、nbn、vn、si3n4、al2o3、mgal2o3、hfo2、zro2、ta2o5、tio2、sio2,稀土元素y、la、ce、pr、nd、sm、eu、gd、tb、dy、ho、er、tm、yb和/或lu的氧化物,以及前述物质的组合组成的组的陶瓷材料。
[0074]
在其他实施例中,微粒包含含碳材料,如石墨、石墨烯、炭黑、碳纤维、碳聚合物复合材料、活性炭、碳纳米结构(例如碳纳米管)、金刚石(例如纳米金刚石)及其组合。
[0075]
一般而言,颗粒和/或微粒可以含有一种或多种选自由al、si、fe、cu、ni、mn、mg、
cr、zn、v、ti、bi、ga、pb、zr、h、li、be、b、c、n、o、f、na、p、s、cl、k、ca、sc、co、zn、ga、ge、as、se、br、rb、sr、y、nb、mo、tc、ru、rh、pd、ag、cd、in、sn、te、i、cs、ba、hf、ta、w、re、os、ir、pt、au、hg、tl、ce、nd及其组合组成的组的元素。除了颗粒和微粒之外,另外的元素也可以存在于整个组合物中。例如,可以将p-区元素和/或f-区元素掺入颗粒、微粒、颗粒和微粒两者中,或者既不在颗粒也不在微粒中,而是作为含金属的功能化材料中的独特添加剂。
[0076]
作为涉及锆的一个具体实例,含锆微粒可以作为zrh
x
(x=0至4)(即当x》0时以氢化物形式)存在。示例性锆氢化物是二氢化锆,zrh2。作为涉及锆的另一个具体实例,含锆微粒可以作为铝化锆al3zr存在。
[0077]
在一些实施例中,微粒包括选自由al3zr、al3ta、al3nb、al3ti、tib、tib2、wc、alb及其组合组成的组的金属间化合物。
[0078]
非球形颗粒上的微粒体积负载可以广泛地变化,基于非球形颗粒加上物理和/或化学组装在非球形颗粒表面上的微粒的总体积,如约0.01vol%至约20vol%。在一些优选实施例中,微粒在非球形颗粒上的体积负载为约0.5vol%至约3vol%。在各种实施例中,微粒在非球形颗粒上的体积负载为约、或至少约、或至多约0.01、0.05、0.1、0.2、0.5、1、1.5、2、2.5、3、4、5、6、7、8、9、10、15、或20vol%。
[0079]
在一些实施例中,非球形颗粒和微粒的组合浓度为含金属的功能化材料的从50vol%至100vol%。非球形颗粒和微粒的组合浓度可以在各种范围内,如50-60vol%、60-74vol%、75-85vol%、85-95vol%、大于95vol%、大于99vol%、小于50vol%、或小于100vol%。在某些实施例中,非球形颗粒和微粒的组合浓度为100vol%。
[0080]
在一些实施例中,含金属的功能化材料进一步包含球形金属或金属合金粉末。球形金属或金属合金粉末可以源自气体或水雾化。球形粉末中的金属或金属合金可以与非球形颗粒中的金属或金属合金相同或不同。此外,球形粉末中的金属或金属合金可以或可以不被物理和/或化学组装在球形颗粒的表面上的多个微粒表面功能化。当球形颗粒(如果存在)具有物理和/或化学组装在表面上的微粒时,这些微粒可以(与非球形颗粒上的微粒)独立地选自由金属、金属合金、金属碳化物、金属氮化物、金属硼化物、金属氢化物、金属氧化物、金属硫化物、陶瓷及其组合组成的组。当含金属的功能化材料含有球形金属或金属合金粉末时,其浓度(在总含金属的功能化材料中)可以小于20wt%、小于10wt%、小于5wt%、小于2wt%、小于1wt%、小于0.5wt%、小于0.2wt%、或小于0.1wt%。
[0081]
现在将描述制造和使用含金属的功能化材料的方法。在各种实施例中,方法目的可以包括从较大本体固体形成粉末;多个微粒在颗粒表面组装,形成功能化粉末;和/或功能化粉末响应能量源(例如,激光束或电子束)的施加而熔化和凝固。
[0082]
如上所述,包含金属或金属合金的非球形颗粒粉末从本体起始材料生产。本体起始材料的特征尺寸大于粉末的特征尺寸。例如,本体起始材料的特征尺寸可以是1毫米、1厘米、10厘米或1米的数量级。粉末的特征尺寸小于本体起始材料的特征尺寸。例如,粉末的特征尺寸可以是1毫米、100微米、10微米或1微米的数量级。
[0083]
在本发明中,本体起始材料的许多来源是可以的。示例性来源包括但不限于原始的、未加工的金属形式,如挤出物、锭、板、片等;半成品金属形式,如锻件、铸件或机加工零件;成品或半成品部件,如零件或原型;再循环或再生材料,如机加工废料、使用过的部件、劣质零件、损坏零件、报废部件、金属废料、机加工屑、再循环部件或再循环金属;或其组合。
在某些实施例中,本体起始材料是来自气体雾化工艺的筛分粉末,该工艺用形成本体起始材料的过大的颗粒产生小颗粒。
[0084]
重要的是,本体起始材料不需要是与增材制造或其他粉末冶金工艺相容的材料,即使最终需要在增材制造或其他粉末冶金工艺中使用含金属的功能化材料。原因是表面组装的微粒被用来控制由本体起始材料形成的粉末的加工和性能。在优选的实施例中,含金属的功能化材料适用于增材制造和/或其他粉末冶金工艺。
[0085]
将本体起始材料的尺寸减小为非球形金属或金属合金颗粒的方法可以包括机械搅拌、化学碾磨、或机械搅拌和化学碾磨两者。
[0086]
当采用机械搅拌时,示例性方法包括(但不限于)碾磨、球磨、破碎、研磨、粉碎、磨碎、机加工、喷射碾磨、高剪切混合、振动混合或声学混合。在一些实施例中,应变能也被施加到本体起始材料,如通过剪切力。用于机械搅拌的示例性设备是行星式球磨机。
[0087]
例如,机械碾磨可以在或接近环境温度(例如,约25℃)或在高温下进行,如约0℃、25℃、50℃、100℃、150℃、200℃、250℃、300℃、350℃、400℃、450℃、500℃、550℃、或600℃。在一些实施例中,机械碾磨在低温下进行以促进延脆转变,如约-270℃至约0℃的温度,如约-250℃、-200℃、-150℃、-100℃、-75℃、-50℃或-25℃(例如,在低温碾磨中)。优选选择或调节(例如,通过冷却)机械碾磨温度,以使本体起始材料或非球形金属或金属合金颗粒基本上不发生固液相变。机械碾磨可以进行例如约、至少约、或最多约10分钟、30分钟、1小时、2小时、4小时、8小时、12小时、24小时或48小时的碾磨时间。
[0088]
当采用化学碾磨时,示例性方法包括(但不限于)蚀刻、酸处理、碱处理、去合金化或光化学碾磨。可以利用化学碾磨减小本体起始材料的尺寸,无需机械搅拌或与机械搅拌结合使用。
[0089]
例如,化学碾磨可以在或接近环境温度(例如,约25℃)或在高温下进行,如约0℃、25℃、50℃、100℃、150℃、200℃、250℃、300℃、350℃、400℃、450℃、500℃、550℃、或600℃。优选选择或调节(例如,通过冷却)化学碾磨温度,以使(本体起始材料或非球形金属或金属合金颗粒)基本上不发生固液相变。化学碾磨可以利用偏置电荷来促进受控碾磨。化学碾磨可以进行例如约、至少约、或最多约10分钟、30分钟、1小时、2小时、4小时、8小时、12小时、24小时或48小时的碾磨时间。
[0090]
在优选的方法实施例中,机械碾磨和/或化学碾磨基本上不引起金属或金属合金的固液相变。“基本上没有固液相变”意指碾磨程序不需要为了减小颗粒尺寸进行固液相变,并且碾磨程序的平均温度低于以浓度大于1wt%存在的所有金属的熔化温度,或者,在共晶金属合金的情况下,低于金属合金的共晶温度。
[0091]
在涉及金属合金的一些实施例中,机械碾磨在低于金属合金的液相线温度,并且优选在低于金属合金的固相线温度下进行。在涉及金属合金的一些实施例中,化学碾磨在低于金属合金的液相线温度,并且任选地在低于金属合金的固相线温度下进行。
[0092]
当使用高能机械搅拌进行碾磨时,可能会形成局部热点,如在金属原料与混合球之间的界面处。局部热点的温度可能超过原料中存在的一种或多种金属的熔化温度,在共晶金属合金的情况下,可能超过其共晶温度。在这种情况下,可能会产生少量的球形颗粒,如颗粒总质量的小于10wt%、小于5wt%、小于2wt%、小于1wt%、小于0.5wt%、小于0.2wt%、小于0.1wt%、小于0.05wt%、小于0.02wt%、或小于0.01wt%。因为由这些热点引
起的固液相变只是偶然的,因此这种熔化被认为在碾磨过程中基本上没有固液相变。
[0093]
相比之下,在用于金属粉末生产的气体雾化中,元素原料在空气或惰性气体包层下或在真空下熔化。用气体回填腔室以迫使熔融金属通过喷嘴,在喷嘴处,高速气体撞击流动的熔体并将其分解成由于表面张力最小化而呈球形的液滴。然后液滴重新凝固,形成球形颗粒。在这种形成颗粒的技术中,金属经历了固液相变。其他热组装成球形颗粒的技术包括水雾化、等离子体雾化、离心雾化、电极感应熔化气体雾化、等离子体旋转电极工艺和等离子体球化,与不需要固液相变的机械搅拌和/或化学碾磨相反,所有这些技术都需要固液相变。
[0094]
在一些实施例中,可以对本体起始材料进行预处理和/或同时处理(与碾磨一起)以降低其延展性。金属延展性是衡量金属在断裂前承受显著塑性变形的能力。当机械碾磨本体起始材料时,需要破碎。因此,延展性的降低有利于使本体起始材料更易于以较低能量需求生产所需尺寸范围的颗粒。当采用降低延展性的预处理或同时处理时,可以在气相和/或液相中进行。
[0095]
降低延展性的预处理或同时处理的实例可以包括但不限于,在真空中或在空气、惰性气体或合成气体(例如h2、co等)的存在下,将本体起始材料暴露于高温,以使金属或金属合金脆化。例如,脆化可以由晶间脆化、氢脆、脆性金属间相或微粒的形成、蚀刻、化学碾磨、晶间区域中的化学侵蚀、选择性去合金化或其组合引起。
[0096]
例如,降低延展性的预处理或同时处理可以在环境温度(例如,约25℃)或在高温下进行,如约50℃、100℃、150℃、200℃、250℃、300℃、350℃、400℃、450℃、500℃、550℃、或600℃。降低延展性的预处理或同时处理可以进行例如约、至少约、或最多约10分钟、30分钟、1小时、2小时、4小时、8小时、12小时、或24小时的处理时间。当需要时,高温可以减少使金属或金属合金原料脆化所需的时间。降低延展性的预处理或同时处理可以在氢或含氢气体(例如合成气)的存在下进行,以引起氢脆。
[0097]
在采用机械搅拌以及同时降低延展性的处理的一些实施例中,碾磨可以在低温下进行(低温碾磨)以减小颗粒的尺寸。在采用化学碾磨以及同时降低延展性的处理的一些实施例中,化学碾磨可以在低温下进行以减小颗粒的尺寸。
[0098]
任选地,可将钝化介质如碾磨介质或研磨介质引入机械搅拌工艺中以控制颗粒尺寸分布、提高产率并减少机械搅拌所需的时间。示例性介质包括但不限于钢(例如碳钢、铬钢或不锈钢)和陶瓷(例如玛瑙、氧化铝、氧化钇稳定的氧化锆、硅酸锆、氧化锆增韧的氧化铝或碳化钨)。任选地,还可以应用化学添加剂(例如,硬脂酸)以便润滑粉末颗粒的表面,防止颗粒团聚,或减少来自钝化介质的污染。
[0099]
在形成上述尺寸范围内的多个非球形颗粒后,在颗粒表面上组装多个组成和尺寸与非球形颗粒不同的微粒。图2描绘了表面功能化微粒在非球形颗粒上的组装。表面功能化微粒使非球形颗粒的表面功能化,证明了含金属的功能化材料。功能化可以调整或控制可以用于增材制造或其他粉末冶金工艺的含金属的功能化材料的组成、微观结构和/或加工性。
[0100]
例如,微粒可以允许在非球形颗粒的相变之后控制凝固。微粒可以允许控制凝固的含金属的功能化材料中的晶粒尺寸和/或晶粒品质。微粒可以允许强化金属合金。微粒可以允许形成金属基质复合材料。微粒可以允许非球形颗粒的微合金化或形成通过气体雾化
否则无法获得的组合物。例如,否则无法获得的组合物可以包括不溶性添加物;在熔体雾化过程中长时间保持在液相中会蒸发的组合物;或会形成或粗化脆性金属间相的组合物。
[0101]
各种类型的材料可以用于功能化微粒。实例包括纯金属、金属合金、金属碳化物、金属氧化物、金属氮化物、金属氢化物、金属硼化物及其组合。可替代地或另外地,可以使用氧化物或非氧化物陶瓷微粒。优选地,使用单一的功能化微粒的组合物,尽管可以使用多种不同的功能化微粒组合物。在一些实施例中,将功能化微粒添加至所有非球形颗粒。在其他实施例中,功能化微粒被组装到非球形颗粒的子集上。
[0102]
表面功能化微粒可以从任何来源获得,如商业制造商。在一些实施例中,表面功能化微粒可通过起始原料的机械碾磨、化学碾磨、气体雾化或液体雾化来生产。起始原料可以是购买的待碾磨的原料,呈粒料、锭、板、片等的形式。用于制造微粒的起始原料可以包括半成品金属形式,如锻件、铸件或机加工零件;成品或半成品部件,如零件或原型;再循环或再生材料,如机加工废料、使用过的部件、劣质零件、损坏零件、报废部件、金属废料、机加工屑、再循环部件或再循环金属;或其组合。
[0103]
本发明的一些变型提供了一种制造含金属的功能化材料的方法,该方法包括:(a)提供含有金属或金属合金的本体原料;(b)机械碾磨和/或化学碾磨本体原料以产生多个包含金属或金属合金的非球形颗粒,其中非球形颗粒小于本体原料的长度尺度;(c)提供选自由金属、金属合金、金属碳化物、金属氮化物、金属硼化物、金属氢化物、金属氧化物、金属硫化物、陶瓷及其组合组成的组的微粒,其中微粒在组成上不同于非球形颗粒;以及(d)将微粒物理和/或化学组装到非球形颗粒的表面上,其中微粒具有不同于非球形颗粒的平均非球形颗粒尺寸的平均微粒尺寸。
[0104]
在一些方法实施例中,非球形颗粒包括晶须、针状体、棒、纤维、扁球体、长球体、平行六面体、菱形体、矩形棱柱、薄片、多面体颗粒和随机形状的颗粒。非球形颗粒的特征可以在于例如中值颗粒尺寸(d50)为从10微米至1毫米。平均微粒尺寸可以是例如从5纳米至100微米。典型地,平均微粒尺寸小于平均非球形颗粒尺寸,尽管情况不一定如此。
[0105]
在一些实施例中,非球形颗粒含有选自由以下组成的组的金属:铝、钛、钴、铬、铁、铜、钨、镁、铌、镍、钽、硅、钒、金、银、铈、钼、锆、铪及其组合。
[0106]
在一些实施例中,微粒含有选自由以下组成的组的金属:铝、钛、钴、锌、锡、铬、铁、铜、钨、镁、铌、镍、钽、硅、钒、金、银、钯、铂、铈、锆、铪;其碳化物、氮化物、硼化物、氢化物、氧化物、或硫化物;以及前述物质的组合。
[0107]
微粒可以使用静电力、范德华力、化学键、物理结合、和/或任何其他力附接到非球形颗粒。化学键是将原子一起保持在分子或化合物中的力。静电力和范德华力是可以引起结合的物理力的实例。物理结合是当分子实体缠绕在空间中时产生的结合。典型地,化学键比物理结合更强。化学键可以包括离子键、共价键、或其组合。
[0108]
许多方法可以用于将微粒附接到非球形颗粒上。一些方法包括浸入沉积、无电沉积、气相涂覆、溶液/悬浮液涂覆具有或不具有有机配体的颗粒、以及通过混合利用静电力和/或范德华力附接颗粒。
[0109]
在一些变型中,采用溶剂方法,其中将溶剂(如水或四氢呋喃)和微粒添加到非球
形颗粒的粉末中,混合,并然后干燥。一种或多种溶剂的选择将取决于微粒和非球形颗粒的溶剂相容性。溶剂应溶解或悬浮至少一种组分(微粒或非球形颗粒)。在某些实施例中,将分散的微粒在溶剂中的浆料喷洒在粉末原料上,同时混合以便用微粒涂覆所有非球形颗粒。在除去溶剂之后,范德华力、化学键、物理吸附、或其他力可以致使微粒保留在非球形颗粒的表面上。
[0110]
微粒可以溶解在表面能低于微粒的溶剂中。在一些实施例中,当该溶剂从微粒和非球形颗粒的混合物中蒸发时,微粒被毛细力拉至非球形颗粒的表面。
[0111]
用于溶解或悬浮微粒和/或非球形颗粒的溶剂可以选自极性有机溶剂(例如丙酮)、非极性有机溶剂(例如正己烷)、极性无机溶剂(例如水)、非极性无机溶剂、离子液体、压缩和液化气体(例如液化二氧化碳)、超临界流体(例如超临界二氧化碳)、或其组合。
[0112]
在一些实施例中,溶剂包含由压缩和液化的气体和/或超临界流体或基本上由其组成。在某些实施例中,溶剂是液化或超临界co2。采用微粒和非球形颗粒的液化或超临界co2溶液允许在流化床中混合非球形颗粒,具有不需要易燃溶剂的益处(即,混合在不会点燃的气氛下进行)。在表面功能化之后,可以将co2迅速排出并且再利用,从而消除废物同时还干燥粉末。在除去液化或超临界co2之后,范德华力、化学键、物理吸附、或其他力可以致使微粒保留在非球形颗粒的表面上。
[0113]
在一些变型中,通过干式混合将微粒组装到非球形颗粒上,其中将微粒添加到干粉原料中并混合。干式混合可通过搅拌、轧制、振动、球磨、离心、流化床共混、超声处理或其他机械技术来完成。干式混合可以用含气体混合介质进行,如(但不限于)空气、氮气、二氧化碳、氩气、或其组合。在干式混合之后,范德华力、化学键、物理吸附、或其他力可以致使微粒保留在非球形颗粒的表面上。
[0114]
一些实施例采用超声处理。超声处理是应用声能(如以20khz或更高的频率)来搅动微粒和非球形颗粒,以促进混合和组装。
[0115]
当使用气相混合介质进行干式混合时,优选保持气氛以将混合介质、非球形颗粒和微粒保持在所需状态。此外,优选封闭环境以避免颗粒从系统中逸出。
[0116]
在一些变型中,微粒通过静电相互作用组装到非球形颗粒上。静电组装可以通过在表面功能化之前或期间将相反的电荷或至少极性引入微粒与粉末颗粒表面来进行。静电相互作用由于其通常是各向同性的并且相当强,因此可以是优选的。静电组装可以通过湿式混合(即存在溶剂)、干式混合或其顺序组合来完成。例如,粉末颗粒可以在与微粒混合的同时作为干燥材料被吹入,从而引起使微粒能够保留在粉末颗粒表面上的静电荷。在这些变型中,静电力导致微粒保留在粉末颗粒的表面上。带电微粒(作为干燥材料由吹气诱导)可以沉积到带相反电荷的非球形颗粒表面上,同时形成化学键。电荷还可以通过例如暴露于电场或电磁场、或通过化学反应来诱导。
[0117]
用于将微粒组装到非球形颗粒上的其他技术包括但不限于离心沉降、电磁沉降、电化学沉积和脉冲激光沉积。可以利用各种力场,如电场、磁场或物理力场。物理力可以包括例如高速冲击、粘性流动或大振幅振荡剪切。
[0118]
基于微粒的涂层可以或可以不呈明显的、可观察到的微粒的形式。也就是说,涂层可以来源于微粒,但不一定存在离散的微粒。
[0119]
组装助剂可以用于任何这些组装方法中。组装助剂增强微粒在粉末颗粒表面上的
保持。特别地,组装助剂可以例如增强微粒组装的化学动力学、微粒组装的热力学、或微粒组装的扩散或质量传输。组装助剂可以选自由以下组成的组:表面活性剂、盐、溶解的离子、带电分子、极性或非极性溶剂、分级尺寸的微粒、用于表面纹理的表面蚀刻剂、及其组合。例如,表面活性剂可以降低微粒与粉末表面之间的表面张力,从而导致更佳的润湿和组装。盐或离子可以改变微粒或粉末表面的表面电荷,从而导致增强组装的离子键。表面蚀刻剂可以物理地蚀刻粉末的表面以促进微粒的吸附。
[0120]
当希望非球形颗粒上的微粒具有高表面覆盖率时,可以利用滴铸、旋涂或喷涂、或朗缪尔-布洛杰特涂覆(langmuir-blodgett coating)。
[0121]
在滴铸中,将微粒分散体铺展在基材上并在受控条件下干燥,例如压力和温度。原则上,膜厚度取决于所用分散体的体积和微粒浓度,这两者都可以很容易地改变。还有其他影响膜结构的变量,如溶剂润湿基材的程度、蒸发速率、与干燥相关的毛细力等。通常,希望使用挥发性的、润湿基材的、并且不易受膜不稳定性(去湿)影响的溶剂。由于低蒸气压和大表面张力,水往往是用于滴铸的不良溶剂。有机溶剂(如己烷、甲苯、醇或卤化溶剂)通常是具有疏水封端配体的微粒的良好选择。
[0122]
与滴铸相比,旋涂通常在整个基材上提供更均匀的膜厚度,并且可以适应更大的基材。在该技术中,基材以高速旋转,并将一定体积的具有已知颗粒浓度的材料引入中心。离心力使分散体均匀铺展在整个基材上,然后蒸发溶剂以产生薄的颗粒膜。膜厚度取决于分散浓度、体积和旋转速度。与滴铸一样,水以外的溶剂是有利的。从微粒分散体中缓慢取出基材导致颗粒被吸入弯液面并随着薄液体层的干燥而沉积。
[0123]
喷涂利用施加到目标基材上的均匀雾化流。例如,注射泵可以用于向喷雾器供应恒定的液体流,在该喷雾器中该流与惰性气体混合。所得混合物形成雾化液滴(含有微粒),这些液滴以均匀的方式沉积在基材(非球形颗粒)上。喷雾器可以附接到覆盖大范围区域的可移动平台。优选挥发性溶剂以最大化液体蒸发并减少干燥过程中与毛细力相关的任何潜在纳米颗粒聚集。
[0124]
朗缪尔-布洛杰特槽(langmuir-blodgett trough)提供了对微粒沉积过程的高水平的控制,因为微粒膜的形成可以与将膜转移到基材(非球形颗粒)上分开进行。在使用这种技术时,使微粒分散体蒸发在朗缪尔-布洛杰特槽中的不混溶液体基材上。然后可以使用可移动的屏障来压缩微粒层,以在相对较大的区域上获得均匀的单层或亚单层膜。可以将基材浸入颗粒层中,或者可以取出预浸没的基材,并且微粒膜沉积在液固界面处。这种技术有利于在整个非球形颗粒上形成均匀的膜。
[0125]
在一些优选的实施例中,含金属的功能化材料用于基于粉末的金属增材制造工艺,该工艺包括施加激光或电子束能量源进行熔化和凝固。可替代地或另外地,含金属的功能化材料可以用于其他粉末冶金工艺,如但不限于烧结、场辅助烧结、粉末压实、压制、冲击固结或挤出。含金属的功能化材料可以单独使用,即占用于增材制造或粉末冶金工艺的粉末质量的100%。含金属的功能化材料可以与通过另一种方法(例如,气体雾化)形成的颗粒组合使用。
[0126]
在一些优选的实施例中,含金属的功能化材料是低成本、高强度金属合金增材制造粉末原料,其由本体锻造合金的再循环或再生形成。
[0127]
一些变型提供了一种用于增材制造功能化金属合金的方法,该方法包括:
(a)提供含金属的功能化材料;(b)将第一量的含金属的功能化材料暴露于能量源,以熔化第一量的含金属的功能化材料,从而产生第一熔体层;(c)凝固第一熔体层,从而产生第一固体层;(d)将步骤(b)和(c)重复多次以通过在增材制造构建方向上依次凝固多个熔体层来产生多个固体层,从而产生增材制造的功能化金属合金;以及(e)回收增材制造的功能化金属合金,其中增材制造的功能化金属合金优选地具有有着等轴晶的微观结构。
[0128]
步骤(b)中的能量源可以通过激光束、电子束、交流电、直流电、等离子体能量、来自施加的磁场的感应加热、超声能量、其他来源、或其组合提供。典型地,能量源是激光束或电子束。
[0129]
方法步骤(b)和(c)可以利用选自例如由以下组成的组的技术:选择性激光熔化、电子束熔化、激光工程化净成形、选择性激光烧结、直接金属激光烧结、与机加工集成的激光熔化、激光粉末注射、激光固结、直接金属沉积、金属丝定向能量沉积、基于等离子弧的制造、超声波固结、及其组合。
[0130]
在某些实施例中,增材制造方法选自由选择性激光熔化、能量束熔化、激光工程化净成形及其组合组成的组。
[0131]
选择性激光熔化利用激光器(例如,yb纤维激光器)来提供熔化能量。选择性激光熔化被设计以使用高功率密度激光将金属粉末熔化并且将其熔合在一起。该工艺能够将金属材料完全熔化成固体3d零件。可以采用直接驱动电动机和反射镜的组合,而不是固定的光学透镜。通常采用惰性气氛。可以在构建循环之间完全吹扫真空室,从而实现更低的氧气浓度和减少的气体泄漏。
[0132]
电子束熔化使用加热的金属粉末床,然后将其使用类似于电子显微镜的电子束能量源的电子束能量源在真空中逐层熔化和成形。将金属粉末在真空下逐层焊接在一起。
[0133]
激光工程化净成形是粉末注射技术,该技术通过将金属粉末注入到使用激光作为能量源的金属熔池中来操作。激光工程化净成形可用于通过使用注入到由聚焦的高功率激光束产生的熔池中的金属粉末,直接根据计算机辅助设计的固体模型制造金属零件。激光工程化净成形类似于选择性激光烧结,但是金属粉末仅施加于在那时正将材料添加到零件上的地方。需注意,“净成形”意指涵盖“近净”制造。
[0134]
直接金属激光烧结工艺通过逐层熔化粉末床中的金属细粉来工作。激光提供必要的能量,并且系统在典型地氮气或氩气的保护气氛中操作。
[0135]
另一种方法利用粉末注射来提供待沉积的材料。代替与能量束反应的粉末床,通过喷嘴注入粉末,然后将其熔化以沉积材料。粉末可以通过惰性载气或通过重力式供给注入。可以使用单独的保护气体来保护熔化金属池免受氧化。
[0136]
定向能量沉积利用聚焦能量(电子束或激光束)来在材料沉积时通过熔化来熔融材料。粉末或丝材原料可以用于该工艺。粉末供给系统(如激光金属沉积和激光工程化净成形)通过喷嘴吹入粉末,其中粉末被零件表面上的激光束熔化。基于激光的送丝系统(如激光金属沉积-丝)通过喷嘴送丝,其中丝在开放环境(激光周围的气体)或在密封气体壳体或
室中、在惰性气体保护下被激光熔化。
[0137]
一些实施例利用丝材原料和电子束热源在真空室内产生近净形零件。电子束枪经由丝材原料逐层沉积金属,直到零件达到所希望形状。然后,任选地对零件进行最终热处理和机加工。出于安全性和成本原因,可以相比于粉末优选丝材。在本发明中,线材原料可以由涂覆有微粒的非球形颗粒通过熔化和凝固来生产,例如,稍后用作增材制造原料。
[0138]
将herderick,“additive manufacturing of metals:a review[金属的增材制造:综述],”proceedings of materials science and technology 2011[2011年材料科学与技术会议录],additive manufacturing of metals[金属的增材制造],columbus,ohio[俄亥俄州哥伦布市],2011针对其对各种增材制造技术的传授内容特此通过援引并入本文。
[0139]
在这些增材制造技术中的任一种中,可以应用生产后工艺,如热处理、轻机加工、表面精加工、着色、冲压或其他精加工操作。另外,可以将若干个增材制造的零件以化学或物理方式接合在一起以产生最终物体。
[0140]
增材制造的功能化金属合金在步骤(e)中回收之后优选地具有基本上无裂纹的微观结构。在一些实施例中,增材制造的功能化金属合金具有基本上无多孔空隙缺陷的微观结构。
[0141]
在一些实施例中,增材制造的功能化金属合金的特征在于平均晶粒尺寸小于1毫米,如约或小于约500、400、300、200、150、100、75、50、40、30、20、15、10、5、4、3、2、1、0.5、0.4、0.3、0.2或0.1微米。
[0142]
在一些实施例中,增材制造的功能化金属合金具有这样的微观结构,该微观结构不仅仅在增材制造构建方向上取向的晶体织构。例如,固体层可以具有相对于彼此不同的初生生长方向角。
[0143]
增材制造工艺原理上不限于可以制造的固体层的数量。“多个固体层”意指在增材制造的功能化金属合金中的至少2个层,如至少10个单独的固体层。固体层的数量可以远大于10个,如约100、1000、10000或更多个。多个固体层的特征可以在于至少10微米,如约10、20、30、40、50、75、100、150或200微米的平均层厚度。
[0144]
在一些实施例中,铝以从约0.1wt%至约90wt%的浓度存在于增材制造的功能化金属合金中。在一些实施例中,铜以从约0.1wt%至约90wt%的浓度存在。在这些或其他实施例中,镁以从约0.1wt%至约90wt%的浓度存在。在这些或其他实施例中,锌或硅中的至少一者以从约0.1wt%至约90wt%的浓度存在。在一些实施例中,金属合金进一步包含铬。在一些实施例中,钪不存在于增材制造的功能化金属合金中。
[0145]
具有“等轴晶粒”的金属合金微观结构意指至少90vol%、优选至少95vol%、并且更优选至少99vol%的金属合金含有在长度、宽度和高度上大致相等的晶粒。在优选的实施例中,至少99vol%的金属合金含有特征在于以下的晶粒:在平均晶粒长度、平均晶粒宽度和平均晶粒高度中的每一者上存在小于25%、优选小于10%、并且更优选小于5%的标准偏差。在金属合金中,金属合金的晶体形成固体中的晶粒。每个晶粒是具有其自己取向的不同晶体。晶粒之间的区域称为晶界。在每个晶粒内,各个原子形成晶格。在本披露中,当存在由金属合金微观结构中含有的细化晶粒的微粒产生的许多成核位点时,产生等轴晶。
[0146]
在一些实施例中,微观结构的特征进一步在于分散的微观结构。分散的微观结构
通常由微观结构内的大量枝晶和晶界产生,其又由颗粒表面上的大量微粒产生。分散程度可以通过分散长度尺度来表征,该分散长度尺度被计算为微粒之间的平均间距和/或微粒之间的金属相中的平均长度标度。在一些实施例中,分散长度标度是从约1纳米至约100微米,如从约10纳米至约10微米,或约100纳米至约1微米。在各种实施例中,分散长度尺度为约、至少约、或至多约0.1、0.2、0.3、0.4、0.5、0.6、0.7、0.8、0.9、1、1.5、2、3、4、5、6、7、8、9、10、11、12、13、14、15、20、25、30、35、40、45、或50微米。
[0147]
增材制造的功能化金属合金可以包含内含物,这些内含物含有(i)至少一种来自非球形颗粒的金属和(ii)至少一种来自微粒的元素。内含物的实例是al3zr,其中铝原子源自非球形颗粒,并且锆原子源自含锆微粒(例如,zr或zrh2纳米颗粒)。在增材制造过程中,可能发生化学反应以形成al3zr内含物,这些内含物本身可以充当细化晶粒的孕育剂。
[0148]
在一些实施例中,与不含微粒的其他等效金属合金相比,微粒的晶格匹配在
±
5%以内。在某些实施例中,与不含微粒的其他等效金属合金相比,微粒的晶格匹配在
±
2%以内或
±
0.5%以内。
[0149]
在一些实施例中,与不含微粒的其他等效金属合金相比,微粒的原子密度匹配在
±
25%以内。在某些实施例中,与不含微粒的其他等效金属合金相比,微粒的原子密度匹配在
±
5%以内或
±
0.5%以内。
[0150]
优选地,增材制造的功能化金属合金的微观结构基本上无裂纹。“基本上无裂纹”的金属合金微观结构意指至少99.9vol%的金属合金不含有宽度大于0.1微米并且长度大于10微米的线性或弯曲裂纹。换句话讲,要被认为是裂纹,缺陷必需是宽度为至少0.1微米并且长度为至少10微米的空隙空间。无论宽度如何,长度小于10微米但大于1微米的空隙空间可以被视为多孔空隙(参见下文)。长度为至少10微米但宽度小于0.1微米的空隙空间是不被认为是缺陷的分子级间隙。
[0151]
典型地,裂纹含有开放空间,该开放空间可以是真空或可以含有气体,如空气、co2、n2和/或ar。裂纹也可以含有不同于金属合金的初生材料相的固体材料。布置在裂纹内的非希望的材料本身可以含有比本体材料更高的孔隙率,可以含有不同的固体结晶(或无定形)相,或者可以是例如在制造过程中由杂质产生的完全不同材料。
[0152]
可以在最终的增材制造的微观结构中形成三维构造。“三维构造”意指微粒不是随机地遍及增材制造的零件分布。相反,在微粒的三维构造中,在空间(三维)中微粒之间的间隔存在一些规律性。微粒之间的平均间距可以变化,如从约1微粒直径至约100微粒直径或更多,这取决于材料中的微粒浓度。
[0153]
在一些实施例中,增材制造的零件中微粒的三维构造与起始组合物中的微粒的分布相关。当控制熔化和凝固过程中的动力学使得保持微粒的完整性和分散性时,微粒的这种三维构造是可能的。
[0154]
在一些实施例中,微粒在一种或多种金属熔化之后并且然后在凝固过程中不熔化并且不相对于彼此从原始布置显著分散。在某些实施例中,微粒在一种或多种金属熔化之后和/或在凝固过程中熔化、软化(如变成玻璃)或形成液体-溶液溶液,但不相对于彼此从原始布置显著分散。当此种微粒在熔体凝固期间重新凝固(或经历相变)时,它们呈现其原始配置或其近似坐标。在一些实施例中,无论微粒是否熔化,微粒最终均处于三维构造中,其中微粒的位置不同于原始配置,但可以基于起始功能化原料相关并因此可预测。
[0155]
金属合金微观结构除了基本上无裂纹之外还可以基本上无多孔缺陷。“基本上无多孔缺陷”意指至少99vol%的金属合金不含有具有至少1微米的有效直径的多孔空隙。
[0156]
优选地,至少80vol%、更优选至少90vol%、甚至更优选至少95vol%、并且最优选至少99vol%的金属合金不含有具有至少1微米的有效直径的多孔空隙。有效直径小于1微米的多孔空隙典型地不被认为是缺陷,因为通常难以通过常规的非破坏性评估来检测。还优选地,至少90vol%、更优选至少95vol%、甚至更优选至少99vol%、并且最优选至少99.9vol%的金属合金不含有具有至少5微米的有效直径的较大多孔空隙。
[0157]
典型地,多孔空隙含有开放空间,该开放空间可以是真空的或可以含有气体,如空气、co2、n2和/或ar。在一些实施例中,可以减少或消除多孔空隙。例如,可以对增材制造的金属零件进行热等静压制以减少残余孔隙,任选地得到除了基本上无裂纹之外还基本上无多孔缺陷的最终增材制造的金属零件。
[0158]
在各种实施例中,最终的增材制造的制品可以具有从0%至约75%,如约5%、10%、20%、30%、40%、50%、60%、或70%的孔隙率。孔隙率可以源自颗粒(例如,中空形状)内的空间以及颗粒外和之间的空间两者。总孔隙率是这两者孔隙率来源。
[0159]
任选地,可以去除或减少孔隙率。例如,可以进行二次加热和/或加压(或其他机械力)处理以使增材制造的制品中存在的多孔空隙最小化。另外,可以通过物理地除去(例如,切除)多孔空隙已分离的区域从增材制造的制品中除去孔。
[0160]
除了去除空隙之外,还可以进行其他后加工。例如,锻造可以改良缺陷,并且如果希望可以引入另外的方向强度。预加工(例如,应变硬化)可以产生在需要最大强度的方向上取向的晶粒流。
[0161]
最终的增材制造的制品可以选自由结构、涂层、几何物体、坯料、锭、净形零件、近净形零件、焊接填料及其组合组成的组。本质上,增材制造零件的几何形状是不受限制的。
[0162]
如前所述,本发明不限于在增材制造中使用含金属的功能化材料。例如,含金属的功能化材料还可以用于一种或多种选自由注射模制、烧结、电容放电烧结、等静压的压制和放电等离子体烧结组成的组的技术。
[0163]
除了增材制造之外,可以使用的一些可能的粉末冶金加工技术包括例如热压、冷压、低压烧结、挤出、无压烧结、和金属注射成型。熔化可以包括感应熔化、电阻熔化、渣壳熔化、电弧熔化、激光熔化、电子束熔化、半固体熔化、或其他类型的熔化(包括常规和非常规熔体加工技术)。铸造可以包括例如离心铸造、浇注铸造、重力铸造、熔模铸造或压铸。烧结可以包括例如火花放电、电容放电、电阻、或炉烧结。混合可以包括例如对流、扩散、剪切混合、或超声混合。
[0164]
本披露的原理可以应用于形成各种功能性材料,这些功能性材料包含本文披露的含金属的功能化材料、由其组成或基本上由其组成。示例性的功能性材料包括但不限于铁磁材料、亚铁磁材料、顺磁材料、磁热材料、磁致伸缩材料、压电材料等。实例
[0165]
实例1:铝合金的机械碾磨。
[0166]
获得未改性的挤出al-7075铝合金棒作为本体起始材料。将al-7075棒在环境条件下使用实验室规模的行星式磨机进行机械碾磨。机械碾磨的温度保持低于al-7075的熔点(477℃)。
[0167]
第一个实验是用单一的碾磨/研磨步骤进行的。图3是示出由机械碾磨挤出棒本体起始材料产生的单个al-7075颗粒的sem图像(比例尺=1mm)。al-7075颗粒的特征尺寸小于600微米。经机械碾磨的颗粒是非球形的。
[0168]
进行第二个实验,其中碾磨强度通过调整行星式磨机的参数,包括磨齿的数量和间距、剪切速率、筛网尺寸和通过次数来改变。图4示出经机械碾磨的al-7075颗粒在三种不同的碾磨强度下的颗粒尺寸分布,按质量递增强度排列分别标记为1、2和3。图4揭示了可以通过碾磨工艺参数来控制形态和颗粒尺寸,以控制粒度分布(例如高斯或单峰与双峰)以及中值特征尺寸(d50)。特别地,对于碾磨强度1,观察到近似高斯分布。对于碾磨强度2,观察到双峰分布,主众数约为400微米,并且第二众数约为800微米。对于碾磨强度3,观察到双峰分布,主众数约为400微米,并且第二众数约为125微米。
[0169]
经实验确定实例1中粉末的堆积密度落在49%与56%之间。
[0170]
实例2:铝合金的低温机械碾磨。
[0171]
获得未改性的挤出al-7075铝合金棒作为本体起始材料。
[0172]
使用实验室规模的低温磨机(德国哈恩莱驰公司(retsch gmbh,haan,germany))通过低温碾磨(cryogenic milling,cryomilling)处理本体起始材料。低温碾磨的温度约为-195℃,远低于al-7075的熔点(477℃)。
[0173]
图5是示出与由在环境温度下机械碾磨挤出棒本体起始材料产生的单个al-7075颗粒(右手图像;参见实例1)相比,由低温碾磨挤出棒本体起始材料产生的单个al-7075颗粒(左手图像)的照片。经低温碾磨的颗粒是非球形的。与在环境温度下碾磨的颗粒相比,由于延展性降低,经低温碾磨的颗粒具有更小的特征尺寸。
[0174]
实例3:铝合金机械碾磨前的化学预处理。
[0175]
获得由挤出al-7075铝合金棒的碎体组成的本体起始材料。
[0176]
为了使金属脆化以降低延展性,使用480℃的高温炉将本体起始材料暴露于合成气体(ar/h2,体积比为96%/4%),以通过氢脆降低铝合金的延展性。该预处理温度低于al-7075铝合金的液相线温度(635℃)。
[0177]
在氢预处理之后,然后使用实验室规模的行星式磨机在环境温度下对本体材料进行机械碾磨。
[0178]
图6a是示出通过暴露于合成气体然后在环境温度下进行机械搅拌而产生的单个al-7075非球形颗粒的sem图像(比例尺=200微米)。图6b是示出具有脆化区域的单个al-7075非球形颗粒的sem图像(比例尺=50微米)。图6b是图6a的放大版。
[0179]
在存在合成气体的情况下进行热处理使非球形金属合金粉末脆化,从而使能够形成粗大的金属间相,该金属间相降低机械搅拌粉末所需的能量。从图6b的图像明显的是脆性金属间次生相的形成。
[0180]
实例4:非球形铝合金颗粒的表面功能化。
[0181]
根据实例1(图4中的碾磨强度1)生产颗粒尺寸分布集中在600-700微米内的铝合金非球形颗粒。
[0182]
然后,如图7a(比例尺=400微米)和图7b(比例尺=200微米)的sem图像所示,将铝合金微粒用约1vol%的组装在所有al-7075非球形颗粒的表面上的氢化锆(zrh2)微粒进行功能化。观察到多个zrh2微粒相对均匀地覆盖在al-7075薄片的表面上。zrh2微粒旨在作为
用于增材制造过程中形成等轴晶的孕育剂。
[0183]
然后使用renishaw 500m商业的基于粉末的激光金属增材制造系统(英国新米尔斯雷尼绍公司(renishaw plc,new mills,united kingdom))选择性地熔化和凝固所得功能化粉末。图8是由zrh2功能化al-7075非球形粉末的激光熔化和凝固形成的凝固金属合金零件的照片(比例尺=3mm)。由于功能化粉末在增材制造过程中熔化和重新凝固,初始颗粒的非球形性质不再存在。
[0184]
尽管孔隙率较小,但该结构没有凝固裂纹,这表明zrh2孕育剂的施加不完全或不足。也就是说,图8表明在该实例中利用了足够浓度和分布的zrh2孕育剂。
[0185]
在一些实施例中,本发明通过提供一种在不使用气体或水雾化(即,无相变)的情况下生产用于金属增材制造或其他粉末冶金工艺的粉末的手段改进了现有技术的局限性。在这些或其他实施例中,本发明通过提供一种将功能性微粒引入金属合金粉末的手段,以使以前不相容(例如,不可焊接)的合金现在可以在金属增材制造工艺中使用改进了现有技术的局限性。本披露决不限于重复利用迄今为止与增材制造相容的粉末或零件。相反,本文教导的原理使能够使用可大量且低成本地获得的锻造合金部件或废料。
[0186]
在此详细描述中,已经参考了多个实施例和附图,其中以说明的方式示出了本发明的具体示例性实施例。对这些实施例做了充分详细的说明以使本领域的技术人员能够实践本发明,且应当理解的是,本领域技术人员可以对所披露的各种实施例做出修改。
[0187]
当上述方法和步骤指示某些事件以某种顺序发生时,本领域普通技术人员将认识到可以修改某些步骤的顺序,并且此类修改是根据本发明的变体进行的。另外,某些步骤可以在可能的情况下按并行过程同时进行,也可以依次进行。
[0188]
本说明书通过引用并入了2018年1月25日申请的美国专利申请号15/880,474、2018年1月25日申请的美国专利申请号15/880,488和2018年1月25日申请的美国专利申请号15/880,466。
[0189]
本说明书中所引用的所有出版物、专利和专利申请的全部内容均通过引用结合在此,就如同每个出版物、专利或专利申请已经在此明确地且单独地提出。
[0190]
上述实施例、变体和附图应提供本发明的实用性和多功能性的指示。在不脱离本发明的精神和范围的情况下,也可以使用未提供在此阐述的所有特征和优点的其他实施例。此类修改和变体被视为落入由权利要求书限定的本发明范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1