具有优异的屈强比的高强度热轧钢板及其制造方法与流程
1.本公开内容涉及用作汽车碰撞部件和结构支撑物用材料的热轧钢板,并且更特别地,涉及具有优异的屈强比并且在不进行后续过程例如热处理和冷轧的情况下制造的省略后续过程型的高强度热轧钢板及其制造方法。
背景技术:
2.为了安全,用作汽车碰撞部件和结构支撑物用材料的钢材需要具有高强度。此外,对所述钢材不仅要求高抗拉强度,而且要求高屈服强度。已经进行了与为了获得钢材的高强度的析出硬化或相变硬化有关的各种研究。
3.作为用于获得热轧钢板的强度的方法,公开了以下列出的专利文献。
4.专利文献1公开了用于通过根据添加合金元素的析出硬化来获得强度的技术。在专利文献1中,进行了尝试以通过添加合金元素例如ti、nb、v和mo来获得高强度。然而,由于因这些合金元素是昂贵的而导致制造成本的增加,因此,就经济可行性而言,该方法是不利的。
5.专利文献2至4公开了用于通过使用铁素体和马氏体的双相组织或者铁素体、贝氏体和马氏体以及残余奥氏体的复合组织来获得强度和延性的技术。然而,铁素体或残余奥氏体尽管延性高,但是强度低,因此在充分地获得高强度方面存在技术困难。
6.(专利文献1)韩国专利特许公开第10-2005-0113247号(2005年12月01日)
7.(专利文献2)日本专利申请特许公开第2005-298967号(2005年10月27日)
8.(专利文献3)美国专利申请公开第2005-0155673号(2005年07月21日)
9.(专利文献4)欧洲专利申请公开第1396549号(2004年03月10日)
技术实现要素:
10.技术问题
11.提供了具有优异的屈强比并且在不进行后续过程的情况下制造的高强度热轧钢板及其制造方法。
12.技术方案
13.根据本公开内容的一个方面,具有优异的屈强比的高强度热轧钢板以重量百分比(重量%)计包含:0.12%或更多且少于0.3%的c、0.5%或更少的si(不包括0)、0.1%至2.5%的mn、0.0005%至0.005%的b、0.02%或更少的p、0.01%或更少的s、以及余量中的fe和不可避免的杂质,所述钢板具有包含至少95体积%的马氏体的显微组织,以及具有0.75或更大的屈强比(屈服强度/抗拉强度)。
14.此外,根据本公开内容的一个实施方案,高强度热轧钢板还可以包含选自0.5%或更少的cr和0.005%至0.2%的ti中的至少一者。
15.此外,根据本公开内容的一个实施方案,显微组织可以包含铁素体、贝氏体、残余奥氏体和碳化物中的至少一者,并且其总和可以为5体积%或更少。
16.此外,根据本公开内容的一个实施方案,抗拉强度可以为1,250mpa或更大。
17.此外,根据本公开内容的一个实施方案,屈服强度可以为1,000mpa或更大。
18.此外,根据本公开内容的一个实施方案,热轧钢板的厚度可以为1.5mm或更小。
19.根据本公开内容的另一个方面,用于制造具有优异的屈强比的高强度热轧钢板的方法包括:将板坯再加热,所述板坯以重量百分比(重量%)计包含:0.12%或更多且少于0.3%的c、0.5%或更少的si(不包括0)、0.1%至2.5%的mn、0.0005%至0.005%的b、0.02%或更少的p、0.01%或更少的s、以及余量中的fe和不可避免的杂质;对经再加热的板坯进行热连轧至1.5mm或更小的厚度;在终止热轧之后的5秒内开始冷却并且将热轧钢板以50℃/秒至1,000℃/秒的冷却速率冷却;以及对经冷却的热轧钢板进行卷取。
20.此外,根据本公开内容的一个实施方案,在冷却过程中,冷却终止温度可以为150℃至350℃。
21.此外,根据本公开内容的一个实施方案,板坯还可以包含选自0.5%或更少的cr和0.005%至0.2%的ti中的至少一者。
22.有益效果
23.根据本公开内容的实施方案,可以提供具有高强度和优异的屈强比的热轧钢板及其制造方法。
24.此外,提供了在不进行后续过程例如热处理和冷轧的情况下制造的省略后续过程型的具有高强度特性和优异的屈强比的热轧钢板及其制造方法。
具体实施方式
25.根据本公开内容的一个实施方案的具有优异的屈强比的高强度热轧钢板以重量百分比(重量%)计包含:0.12%或更多且少于0.3%的c、0.5%或更少的si(不包括0)、0.1%至2.5%的mn、0.0005%至0.005%的b、0.02%或更少的p、0.01%或更少的s、以及余量中的fe和不可避免的杂质,所述钢板具有包含至少95体积%的马氏体的显微组织,以及具有0.75或更大的屈强比(屈服强度/抗拉强度)。
26.发明实施方式
27.下文中,将参照附图详细地描述本公开内容的实施方案,提供以下实施方案以向本公开内容所属领域的普通技术人员充分地传达本公开内容的精神。本公开内容不限于本文示出的实施方案,而是可以以其他形式实施。在附图中,为了清楚地描述本公开内容,省略了与所述描述无关的部分,并且为了清楚起见,元件的尺寸可能被放大。
28.在整个说明书中,除非另有说明,否则术语“包含”元素不排除其他元素,而是还可以包含另外的元素。
29.本公开内容涉及具有优异的屈强比的高强度热轧钢板及其制造方法。下文中,将描述本公开内容的实施方案。然而,本发明可以以很多不同的形式实施并且不应被解释为限于本文阐述的实施方案。更确切地,提供这些实施方案使得本公开内容将是详尽且全面的,并且将向本领域技术人员充分地传达本发明的构思。
30.根据本公开内容的一个实施方案的具有优异的屈强比的高强度热轧钢板以重量百分比(重量%)计包含:0.12%或更多且少于0.3%的c、0.5%或更少的si(不包括0)、0.1%至2.5%的mn、0.0005%至0.005%的b、0.02%或更少的p、0.01%或更少的s、以及余
量中的fe和不可避免的杂质。
31.下文中,将描述对本公开内容的实施方案中的合金元素的含量的数值限制的原因。下文中,除非另有说明,否则单位为重量%。
32.c的含量为0.12%或更大且小于0.3%。
33.c为有效地有助于提高强度的元素,因此本公开内容的热轧钢板可以以一定水平或更高水平包含c以获得强度。此外,当c含量低于一定水平时,在热轧之后的冷却期间形成大量的低温组织,并因此可能无法获得本公开内容期望的显微组织。因此,将c含量的下限控制为0.12%。相反,当c含量过大时,强度可能提高,但是可焊接性可能劣化。因此,在本公开内容中将c含量控制为小于0.30%。因此,c含量可以为0.12%或更大且小于0.30%。
34.si的含量大于0且为0.5%或更小。
35.作为具有高与氧的亲合性的元素,si在以大量添加时由于表面氧化皮(scale)而可能导致表面品质的劣化,并且可能使可焊接性劣化。因此,在本公开内容中将si含量的上限控制为0.5%。然而,由于si不仅用作脱氧剂,而且还有助于增强钢的强度,因此在本公开内容中,si含量的下限可以不包括0%。
36.mn的含量为0.1%至2.5%。
37.mn为有效地有助于增强钢的强度和淬透性的元素。此外,mn与炼钢过程期间不可避免地引入的s结合从而形成mns,因此mn可以用作有效地防止由s引起的裂纹的元素。因此,将mn含量的下限控制为0.1%以获得这些效果。然而,过量的mn可能由于残余奥氏体而导致抗拉强度的降低,并且可能使可焊接性和经济可行性劣化,因此在本公开内容中将mn含量的上限控制为2.5%。因此,在本公开内容中可以将mn含量控制在0.1%至2.5%的范围内。
38.b的含量为0.0005%至0.005%。
39.作为有效地有助于增强钢的淬透性的元素的b即使通过添加少量也可以有效地抑制在热轧之后的冷却期间向低温组织例如铁素体和珠光体的转变。因此,在本公开内容中,将b含量的下限控制为0.0005%以获得这样的效果。相反,过量的b可能与fe反应,从而导致晶界的脆化。因此,将b含量的上限控制为0.005%。因此,在本公开内容中,b含量可以在0.0005%至0.005%的范围内。
40.p的含量为0.02%或更少。
41.p为在晶界中偏析从而导致钢的韧性劣化的主要元素。因此,期望将p含量控制得尽可能低。因此,理论上最优选的是将p含量控制为0%。然而,p为炼钢过程期间不可避免地引入到钢中的元素,并且为了将p含量控制为0%,可能导致过大的加工负荷。因此,考虑到这一点,在本公开内容中可以将p含量的上限控制为0.02%。
42.s的含量为0.01%或更少。
43.s为形成mns从而增加析出物的量并且导致钢的脆化的主要元素。因此,期望将s含量控制得尽可能低。因此,理论上最优选的是将s含量控制为0%。然而,s也为炼钢过程期间不可避免地引入到钢中的元素,并且为了将s含量控制为0%,可能导致过大的加工负荷。因此,考虑到这一点,在本公开内容可以将s含量的上限控制为0.01%。
44.此外,根据本公开内容的一个实施方案,高强度热轧钢板还可以包含0.5%或更少的cr和0.005%至0.2%的ti中的至少一者。
45.cr的含量为0.5%或更少。
46.作为有助于增强钢的淬透性的元素,cr还可以根据本公开内容来添加以获得这种效果。然而,就经济可行性而言,添加大量的为昂贵元素的cr是不期望的。当cr添加过量时,可焊接性可能劣化,因此可以将cr的上限控制为0.5%。
47.ti的含量为0.005%至0.2%。
48.通常,ti为已知与c和n结合以形成碳化物和氮化物的元素。在本公开内容中,必需将b添加至钢中以获得淬透性。然而,在其中钢中包含的n与b结合的情况下,不能获得添加b的效果。相反,在添加ti的情况下,n在与b结合之前与ti结合以形成氮化物,并因此可以增强添加b的效果。因此,为了获得这种效果,在本公开内容中可以以0.005%或更大的量添加ti。然而,过量的ti可能使制备板坯的步骤中的铸造性劣化,因此在本公开内容中可以将ti含量的上限控制为0.2%。因此,在本公开内容中可以将ti含量控制在0.005%至0.2%的范围内。
49.除了上述合金元素之外,钢板的剩余组分为fe和其他不可避免的杂质。除了上述元素之外,不排除添加任何其他元素。
50.本发明人对即使在省略后续过程时也能够获得高的强度和屈强比的条件进行了研究。在过去,认为应进行后续过程例如热处理和冷轧以获得高的强度和屈强比。然而,作为广泛研究的结果,发现高的强度和屈强比二者可以通过不仅控制钢的显微组织的类型,而且控制特定显微组织的分数来获得。
51.根据本公开内容的一个实施方案,高强度热轧钢板可以具有包含至少95体积%的马氏体的显微组织,并且可以包含铁素体、贝氏体、残余奥氏体和碳化物中的至少一者使得其总和为5体积%或更少。
52.高强度热轧钢板可以包含马氏体作为基体组织,并且基于热轧钢板的总体积,马氏体的分数可以为95体积%或更大。由于根据本公开内容,作为硬组织的马氏体以95%或更大的量包含在内,因此可以获得高强度和优异的屈强比二者。不排除增加除了马氏体之外的任何组织。然而,为了获得强度,铁素体、贝氏体、碳化物和残余奥氏体不是优选的,因此可以将其总分数限制为5体积%或更小,更优选地,可以将其总分数严格地限制为3体积%或更小。此外,热轧钢板还可以包含除了上述组织之外的渗碳体和析出物作为剩余组织。
53.根据本公开内容的一个实施方案,热轧钢板可以具有0.75或更大的屈强比(屈服强度/抗拉强度)、1,250mpa或更大的抗拉强度(tensile strength,ts)和1,000mpa或更大的屈服强度(yield strength,ys)。
54.此外,虽然根据本公开内容的热轧钢板的厚度没有特别限制,但是由于优异的强度和可加工性,可以通过减小厚度来获得最终产品的经济可行性和轻重量。因此,根据本公开内容的一个实施方案的热轧钢板的厚度可以为1.5mm或更小,并且更优选为1.4mm或更小。
55.然后,将描述根据本公开内容的一个实施方案的用于制造具有优异的屈强比的高强度热轧钢板的方法。
56.根据本公开内容的一个实施方案的用于制造具有优异的屈强比的高强度热轧钢板的方法包括:将板坯再加热,所述板坯以重量百分比(重量%)计包含:0.12%或更多且少
于0.3%的c、0.5%或更少的si(不包括0)、0.1%至2.5%的mn、0.0005%至0.005%的b、0.02%或更少的p、0.01%或更少的s、0.5%或更少的cr和0.005%至0.2%的ti中的至少一者;以及余量中的fe和不可避免的杂质;对经再加热的板坯进行热轧;在终止热轧之后的5秒内开始冷却并且将热轧钢板以50℃/秒至1,000℃/秒的冷却速率冷却;以及对经冷却的热轧钢板进行卷取。
57.将具有上述组成的板坯再加热并且进行热轧。可以将根据一般板坯制造过程制造的板坯在预定温度范围内再加热。为了充分的均质化处理,考虑到经济可行性和表面品质,可以将再加热温度的下限控制为1,050℃,以及可以将再加热温度的上限控制为1,350℃。
58.可以通过热连轧对经再加热的板坯进行精轧至1.5mm或更小的厚度。期望根据本公开内容制备薄热轧钢板,并因此进行其中连续地对前面的钢和后面的钢进行轧制而不分开的连轧。就获得热轧钢板的厚度而言,其中连续地进行轧制的热连轧是更优选的。精轧温度可以在800℃至950℃的范围内以控制轧制负荷并且减少表面氧化皮。
59.紧接着在热轧之后对热轧钢板进行淬火。在终止热连轧之后的5秒内,可以开始冷却。在本公开内容中,期望严格控制热轧钢板的显微组织,并因此可以在紧接着在终止热轧之后的5秒内开始冷却。当从终止热轧到开始冷却的时间超过5秒时,可能通过在大气中的空气冷却形成在本公开内容中不期望获得的铁素体、珠光体和贝氏体。从终止热轧到开始冷却的时间可以优选在3秒内。
60.可以以50℃/秒至1,000℃/秒的冷却速率进行将热轧钢板冷却至150℃至350℃的冷却终止温度。当冷却速率小于50℃/秒时,在冷却期间发生向铁素体、珠光体或贝氏体的转变,并因此不能获得本公开内容期望的显微组织。虽然获得本公开内容期望的显微组织的冷却速率的上限没有特别限制,但是考虑到设备限制和经济可行性,可以将冷却速率的上限控制为1,000℃/秒。此外,当冷却终止温度低于150℃时,不能获得足够的屈服强度,从而降低屈强比。当冷却终止温度超过350℃时,向铁素体、珠光体或贝氏体的转变是不可避免的,从而无法获得本公开内容期望的显微组织。
61.随后,可以对经冷却的热轧钢板进行卷取。
62.虽然不进行后续过程例如热处理和冷轧,但是根据上述制造方法制备的热轧钢板可以具有1,250mpa或更大的抗拉强度(ts)、1,000mpa或更大的屈服强度(ys),并且还可以具有0.75或更大的屈强比(屈服强度/抗拉强度)。因此,可以省略后续过程。
63.下文中,将参照以下实施例更详细地描述本公开内容。
64.实施例
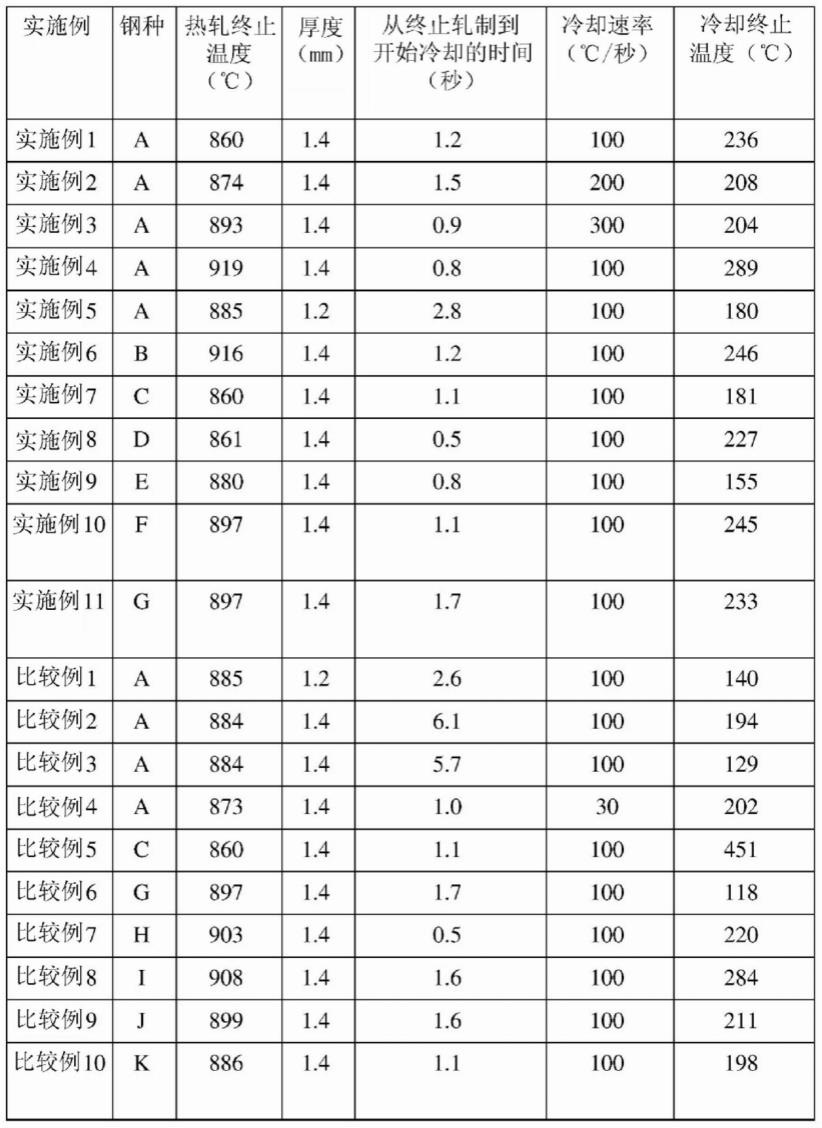
65.制备具有下表1中示出的合金元素的组成的板坯并且在下表2中示出的条件下获得热轧钢板样品。板坯中的每一者根据一般制造方法来制造并且通过在1,050℃至1,350℃的温度范围内进行再加热来均质化。使用热连轧作为热轧。
66.[表1]
[0067]
钢种csimnpsbcrtia0.2160.041.010.0070.0030.00200.020.0180b0.1350.061.220.0120.0030.00220.040.0200c0.1510.030.990.0160.0010.00210.050.0180d0.2440.071.060.0130.0020.00200.040.0190
e0.2210.032.010.0150.0010.00190.030.0200f0.2110.051.090.0070.0100.00210.050.1100g0.2180.040.960.0060.0090.00200.020.0200h0.0900.040.980.0070.0070.00180.020.0210i0.2210.071.010.0120.0010.00030.030.0200j0.1640.083.140.0110.0040.00190.040.0210k0.2140.061.120.0090.0060.01800.030.0010
[0068]
[表2]
[0069]
[0070]
测量在表2中示出的条件下制备的各样品的显微组织和机械特性并且示于下表3中。在使用光学显微镜和扫描电子显微镜获得显微组织的图像之后,通过图像分析来评估显微组织。在机械特性中,通过根据din标准在c方向上进行拉伸测试来评估抗拉强度。
[0071]
[表3]
[0072][0073]
在满足根据本公开内容的合金元素的组成和制造条件的实施例1至11的情况下,确定马氏体的分数不小于95体积%并且屈强比(屈服强度/抗拉强度)不小于0.75。此外,在实施例1至11中,确定满足1,250mpa或更大的抗拉强度和1,000mpa或更大的屈服强度。
[0074]
相比之下,在不满足根据本公开内容的合金元素的组成和制造条件中的一者或更
多者的比较例1至10的情况下,马氏体的分数小于95体积%或者屈强比(屈服强度/抗拉强度)小于0.75。
[0075]
具体地,在比较例1的情况下,冷却终止温度低于150℃,并因此可以确定屈强比低。
[0076]
在比较例2的情况下,从终止轧制到开始冷却的时间超过5秒,并因此可以确定未获得本公开内容期望的马氏体的分数,并且抗拉强度和屈服强度低。
[0077]
在比较例3的情况下,从终止轧制到开始冷却的时间超过5秒并且冷却终止温度低于150℃,并因此可以确定抗拉强度、屈服强度和屈强比中的全部都低。
[0078]
在比较例4中冷却速率低以及在比较例5中冷却终止温度高,并因此向马氏体的转变没有充分地进行,并且没有获得本公开内容期望的抗拉强度和屈服强度。
[0079]
在比较例6中冷却终止温度低,确定屈强比低。
[0080]
在比较例7中c含量低以及在比较例8中b含量低,并因此确定马氏体的分数小于50体积%并且抗拉强度和屈服强度低。
[0081]
在比较例9中mn含量高,并因此向马氏体的转变没有充分地进行。因此,形成残余奥氏体并且确定抗拉强度高但是屈强比低。
[0082]
虽然在比较例10中添加了ti,但是ti含量低,并因此向马氏体的转变没有充分地进行,并因此确定抗拉强度和屈强比低。
[0083]
虽然参照示例性实施方案具体地描述了本公开内容,但是本领域技术人员应理解,在不脱离本公开内容的精神和范围的情况下,可以进行形式和细节的各种变化。
[0084]
工业适用性
[0085]
由于即使在不进行后续过程例如热处理和冷轧时,根据本公开内容的热轧钢板也可以获得优异的屈强比和高强度,因此所述热轧钢板可以应用于汽车碰撞部件和结构支撑物用材料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1