一种Mg-Nd-Mn三元耐热镁合金及其制备方法
一种mg
‑
nd
‑
mn三元耐热镁合金及其制备方法
技术领域:
1.本发明属于有色金属材料及其加工领域,具体涉及一种mg
‑
nd
‑
mn三元耐热镁合金及其制备方法。
背景技术:
2.作为最轻的金属结构材料,镁及其合金是继钢铁、铝合金之后更具潜力的第三大金属结构材料,被誉为“21世纪的绿色工程金属”,在我国的关键装备和重大工程里得到了广泛应用。尤其是在交通运输和航空航天领域,镁及其合金的推广应用能显著减轻零部件重量提高燃料效率节约能源,从而缓解了我国日益严峻的环境和能源危机。
3.然而,镁合金强度偏低,特别是在高温下强度急剧下降,严重限制了其在高温领域的应用。现阶段的研究基本上都是从限制位错运动和强化晶界入手,通过适当的合金化引入热稳定性较高的第二相、降低合金元素在镁基体中的扩散速率或者改善晶界结构状态等手段达到提高镁合金高温性能的目的。但是,si、ca、ba、sr以及稀土元素(res)等多种元素的合=1化对应用最为广泛的mg
‑
al系合金的高温性能提升效果极为有限。
4.为了消除al元素的负面影响,mg
‑
re、mg
‑
sn以及mg
‑
sr
‑
mn等合金体系相继出现,其中mg
‑
re系合金的高温性能最为优异。众多稀土元素中,nd、y、gd具有更为显著的固溶和析出强化效果,并且析出相还具有较高的热稳定性,能够在高温下抑制位错和晶界的运动,从而大幅提高合金高温力学性能。可是,目前的商业耐热镁合金如we54,由于在高温下强度下降较快且成本较为高昂,很难在军事、航空航天以及交通运输等领域得到大规模应用。因此,开发出一种高强耐热且成本低廉的镁合金材料对镁合金的实际应用具有重要的意义。
技术实现要素:
5.本发明的目的是提供一种nd、mn复合强化的mg
‑
nd
‑
mn三元耐热镁合金及其制备方法。通过复合添加nd、mn等元素并结合低温挤压工艺获得了具有亚微米晶粒尺寸的变形镁合金。挤压过程中动态析出高密度的mg
12
nd纳米析出相,该相热稳定性较高,在高温下依然起到强化作用;并且大量溶质原子在晶界和位错附近偏聚,强烈地抑制了晶界和位错的运动,进一步提升合金高温力学性能。
6.本发明的目的可以通过以下技术方案来实现:
7.一种mg
‑
nd
‑
mn三元耐热镁合金,镁合金包含nd和mn元素,其中nd元素的含量为0.5~3.0wt%。
8.所述的mg
‑
nd
‑
mn三元耐热镁合金,镁合金中各组分的质量百分数含量为:nd 0.5~3.0wt%;mn 0~3.0wt%,其余为mg和不可避免的杂质,杂质含量≤0.04wt%。
9.所述的mg
‑
nd
‑
mn三元耐热镁合金,镁合金在室温下的屈服强度为380~400mpa,抗拉强度为410~430mpa,延伸率为2~10%。
10.所述的mg
‑
nd
‑
mn三元耐热镁合金,镁合金在250℃高温下的屈服强度为240~270mpa,抗拉强度为260~280mpa,延伸率为4~16%。
11.所述的mg
‑
nd
‑
mn三元耐热镁合金的制备方法,包括如下步骤:
12.步骤一,将工业纯镁锭、mg
‑
25%nd中间合金、mg
‑
10%mn中间合金在100~200℃下预热30~60min;
13.步骤二,将预热后的工业纯镁锭在保护气氛中熔化,温度为760℃
±
10℃;将预热后的mg
‑
25%nd中间合金、mg
‑
10%mn中间合金依次放入完全熔化的纯镁熔体中保温10~30min;待mg
‑
25%nd中间合金、mg
‑
10%mn中间合金完全熔化后,机械搅拌1~3min;随后将温度降至730
±
10℃通入氩气,以促进熔体均匀混合并达到熔体除气,在此温度下静置5~15min使熔体内夹杂上浮或沉降;最后将熔体降温至710℃
±
10℃后撇去浮渣,浇注得到镁合金铸锭;
14.步骤三,将所得到的镁合金铸锭进行固溶处理;
15.步骤四,将固溶处理后的镁合金铸锭进行低温挤压。
16.所述的mg
‑
nd
‑
mn三元耐热镁合金的制备方法,步骤二中,保护气氛为sf6和co2的混合气体,且sf6的体积百分数含量为0.5~0.7vt%。
17.所述的mg
‑
nd
‑
mn三元耐热镁合金的制备方法,步骤三中,固溶处理的温度为520~550℃,保温时间为10~30h,水淬。
18.所述的mg
‑
nd
‑
mn三元耐热镁合金的制备方法,步骤四中,低温挤压的挤压温度不高于300℃,挤压速率0.3~0.5mm/s,挤压比为20~30。
19.本发明的优点及有益效果为:
20.1.本发明向镁合金中添加了0.5~3.0wt%的nd元素和0~1.2wt%的mn元素,nd元素的添加不仅能细化基体,挤压过程中还能在晶粒内部和晶界上动态析出高熔点的mg
12
nd纳米析出相,显著提高合金高温力学性能;mn元素的添加不仅能与杂质中的fe或其他重金属元素形成化合物,作为熔渣被排出;在挤压过程中还能促进mg
12
nd相的动态析出,细化该相的尺寸。
21.2.本发明向镁合金中复合添加的nd元素和mn元素,会在晶界和位错线上偏聚,对位错和晶界产生溶质拖拽效应,有效阻碍位错和晶界运动,强化境界和相界面,从而提高合金高温力学性能。
22.3.本发明制备的高强耐热镁合金为三元体系,该合金是经过熔化、浇铸、固溶处理和低温挤压等一系列手段制备得到的,采用简单、易于工业化方法实现了高强度与耐热性能的统一,与现有耐热合金体系相比,该合金具有优异的性能的同时,合金主元少、合金成分更均匀且成本更低廉,具有很好的工业化应用价值。
附图说明:
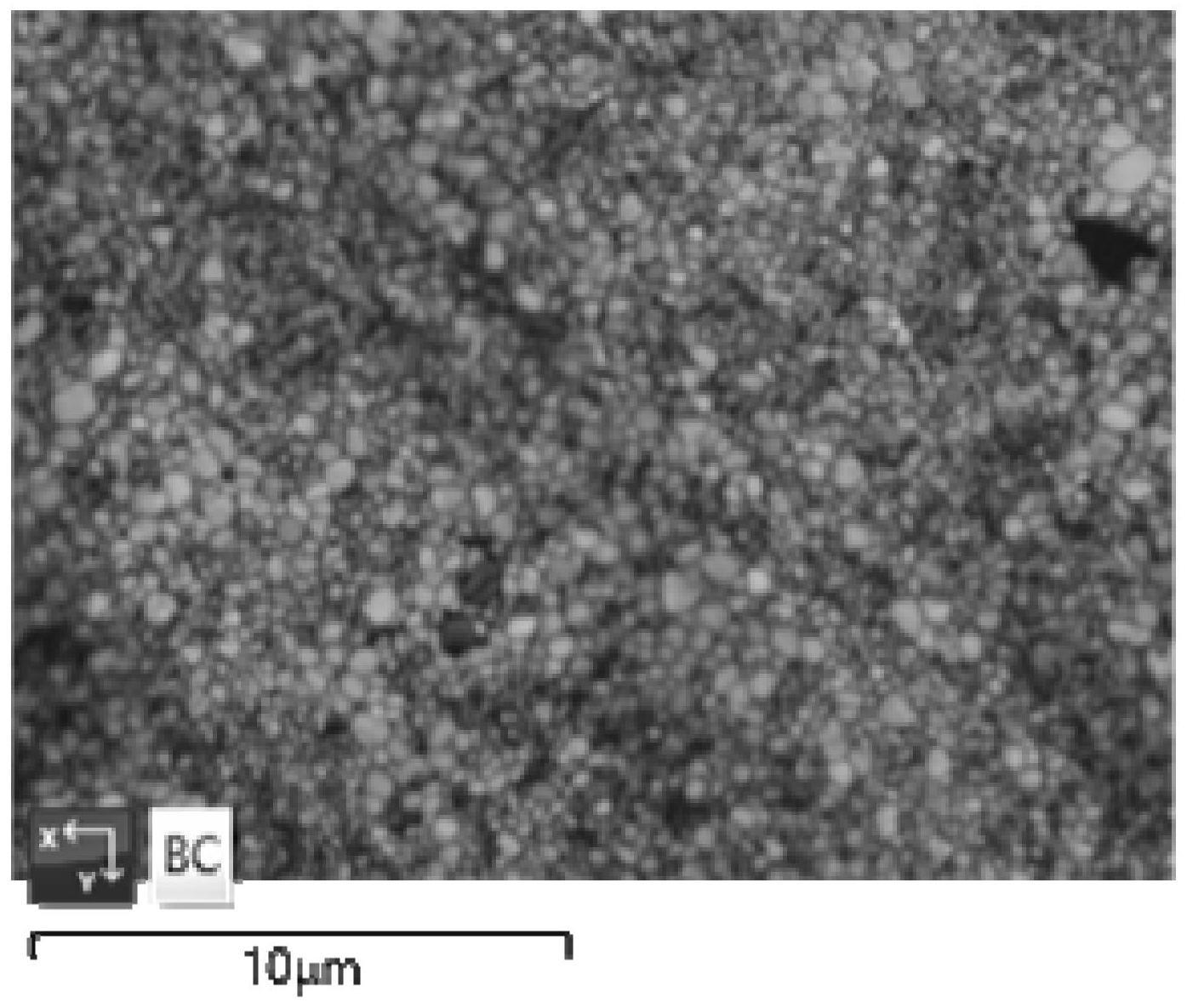
23.图1为本发明实施例1的挤压态mg
‑
1.0nd
‑
0.3mn合金的显微组织图。
24.图2
‑
图3为本发明实施例2的挤压态mg
‑
2.0nd
‑
0.5mn合金的显微组织图;其中,图2为环形明场扫描透射照片,图3为高角环形暗场扫描透射照片。
25.图4
‑
图5为本发明实施例3的挤压态mg
‑
3.0nd
‑
0.8mn合金的显微组织图;其中,图4为环形明场扫描透射照片,图5为透射电镜的能谱分析结果。
26.图6为本发明实施例4、实施例5和实施例6的挤压态合金的显微组织对比图;其中,(a)为实施例4的挤压态mg
‑
3.0nd
‑
3.0mn合金的显微组织图,(b)为实施例5的挤压态mg
‑
2.0nd合金的显微组织图,(c)为实施例6的挤压态mg
‑
1.0nd合金的显微组织图,(d)为实施例6的挤压态mg
‑
1.0nd合金的显微组织放大图。
27.图7为本发明实施例1、实施例2和实施例3合金在室温的拉伸工程应力
‑
应变曲线。
28.图8为本发明实施例1、实施例2和实施例3合金在250℃下的拉伸工程应力
‑
应变曲线。
29.图9为本发明实施例4、实施例5和实施例6合金在室温的拉伸工程应力
‑
应变曲线。
30.图10为本发明实施例4、实施例5和实施例6合金在250℃下的拉伸工程应力
‑
应变曲线。
具体实施方式:
31.在具体实施过程中,本发明nd、mn复合强化的耐热镁合金,包含nd、mn元素,其中nd和mn元素的质量百分数含量分别为0.5~3.0wt%和0~1.2wt%。添加的mn元素在挤压过程中形成α
‑
mn相,该相能够作为mg
12
nd相的异质形核核心,促进mg
12
nd相的动态析出,细化该相的尺寸;并且mn元素也能与杂质中的fe或其他重金属元素形成化合物,作为熔渣被排出,达到净化熔体的目的。添加的nd和mn元素会在晶界和位错线上偏聚,对位错和晶界产生溶质拖拽效应,有效阻碍位错和晶界运动,提高合金高温力学性能。
32.优选的,所述镁合金中各组分的质量百分数含量为:nd0.5~2.0wt%;mn0~1.2wt%,其余为mg和不可避免的杂质,杂质含量≤0.04wt%。
33.所述镁合金在室温下的屈服强度为380~400mpa,抗拉强度为400~440mpa,延伸率为2~10%(优选为2~4%)。所述镁合金在250℃高温下的屈服强度为240~270mpa,抗拉强度为260~290mpa,延伸率为4~16%(优选为13~15%)。
34.上述nd、mn复合强化的耐热镁合金的制备方法包括如下步骤:
35.步骤一,将工业纯镁锭、mg
‑
25%nd中间合金(按质量百分数含量计,nd25%,mg余量)、mg
‑
10%mn中间合金(按质量百分数含量计,mn10%,mg余量)在150℃下预热1h;
36.步骤二,将预热后的工业纯镁锭在保护气氛中熔化,温度为760℃;将预热后的mg
‑
25%nd中间合金、mg
‑
10%mn中间合金依次放入完全熔化的纯镁熔体中保温20min;待mg
‑
25%nd中间合金、mg
‑
10%mn中间合金完全熔化后,机械搅拌2min;随后通入氩气以促进熔体均匀混合并达到熔体除气的效果,在此温度下静置10min使熔体内夹杂上浮或沉降;最后将熔体降温至710℃后撇去浮渣,浇注得到镁合金铸锭;
37.优选的,所述步骤二中的保护气氛为sf6和co2的混合气体,且sf6的体积百分数含量为0.6vt%。
38.步骤三,将所得到的镁合金铸锭进行固溶处理;
39.优选的,所述步骤三中,固溶处理的温度为520~550℃,保温时间为10~30h,水淬。该步骤一方面可以使合金中的元素进行固态扩散,消除或减轻镁合金非平衡凝固造成的晶内偏析,促进合金化学成分和组织的均匀化,从而改善镁合金的性能;另一方面可以使粗大的第二相充分溶解到镁基体中,快速冷却得到过饱和固溶体,为随后能在挤压过程中动态析出高密度纳米第二相做准备。
40.步骤四,将固溶处理后的镁合金铸锭进行低温挤压。
41.优选的,所述步骤四中,低温挤压的挤压温度要不高于300℃(优选为200~300
℃),挤压速率0.3~0.5mm/s,挤压比为25。首先,挤压可以改善铸造过程中产生的组织缺陷(如:缩松、缩孔、气孔等),增加合金的致密度。其次,使用低于300℃的温度并配合较低的速率进行挤压可以最大程度地减小变形过程中的温升,使再结晶晶粒和动态析出的第二相不会过于粗大,还可以有效抑制位错的动态回复,利于动态形变过程中位错的存储。
42.下面结合实施例,对本发明作进一步说明:
43.实施例1:
44.本实施例中,nd、mn复合强化的耐热镁合金,包含如下质量百分数含量的成分:nd 1.0wt%,mn 0.3wt%,其余为mg和不可避免的杂质,杂质含量≤0.04wt%。
45.本实施例中,nd、mn复合强化的耐热镁合金的制备方法,包括如下步骤:
46.1)将工业纯镁锭、mg
‑
25%nd中间合金、mg
‑
10%mn中间合金在150℃下预热1h;
47.2)将预热后的工业纯镁锭在sf6/co2保护气氛中熔化,温度为760℃;将预热后的mg
‑
25%nd中间合金、mg
‑
10%mn中间合金依次放入完全熔化的纯镁熔体中保温20min;待mg
‑
25%nd中间合金、mg
‑
10%mn中间合金完全熔化后,机械搅拌2min;随后将温度降至730℃通入氩气,以促进熔体均匀混合并达到熔体除气的效果,在此温度下静置10min使熔体内夹杂上浮或沉降;最后将熔体降温至710℃后撇去浮渣,浇注得到镁合金铸锭;
48.3)将所得到的镁合金铸锭在温度为530℃的条件下固溶处理20h后水淬;
49.4)将固溶处理后的镁合金铸锭在挤压温度为290℃、挤压速率0.45mm/s、挤压比为25的条件下进行低温挤压,即可。
50.上述镁合金在室温下的屈服强度为382mpa,抗拉强度为400mpa,延伸率3.6%;镁合金在250℃高温下的屈服强度为243mpa,抗拉强度为266mpa,延伸率11.3%。
51.实施例2:
52.本实施例中,nd、mn复合强化的耐热镁合金,包含如下质量百分数含量的成分:nd 2.0wt%,mn 0.5wt%,其余为mg和不可避免的杂质,杂质含量≤0.04wt%。
53.本实施例中,nd、mn复合强化的耐热镁合金的制备方法,包括如下步骤:
54.1)将工业纯镁锭、mg
‑
25%nd中间合金、mg
‑
10%mn中间合金在150℃下预热1h;
55.2)将预热后的工业纯镁锭在sf6/co2保护气氛中熔化,温度为760℃;将预热后的mg
‑
25%nd中间合金、mg
‑
10%mn中间合金依次放入完全熔化的纯镁熔体中保温20min;待mg
‑
25%nd中间合金、mg
‑
10%mn中间合金完全熔化后,机械搅拌2min;随后将温度降至730℃通入氩气,以促进熔体均匀混合并达到熔体除气的效果,在此温度下静置10min使熔体内夹杂上浮或沉降;最后将熔体降温至710℃后撇去浮渣,浇注得到镁合金铸锭;
56.3)将所得到的镁合金铸锭在温度为540℃的条件下固溶处理22h后水淬;
57.4)将固溶处理后的镁合金铸锭在挤压温度为280℃、挤压速率0.4mm/s、挤压比为25的条件下进行低温挤压,即可。
58.上述镁合金在室温下的屈服强度为395mpa,抗拉强度为408mpa,延伸率3.2%;镁合金在250℃高温下的屈服强度为249mpa,抗拉强度为271mpa,延伸率9.8%
59.实施例3:
60.本实施例中,nd、mn复合强化的耐热镁合金,包含如下质量百分数含量的成分:nd 3.0wt%,mn 0.8wt%,其余为mg和不可避免的杂质,杂质含量≤0.04wt%。
61.本实施例中,nd、mn复合强化的耐热镁合金的制备方法,包括如下步骤:
62.1)将工业纯镁锭、mg
‑
25%nd中间合金、mg
‑
10%mn中间合金在150℃下预热1h;
63.2)将预热后的工业纯镁锭在sf6/co2保护气氛中熔化,温度为760℃;将预热后的mg
‑
25%nd中间合金、mg
‑
10%mn中间合金依次放入完全熔化的纯镁熔体中保温20min;待mg
‑
25%nd中间合金、mg
‑
10%mn中间合金完全熔化后,机械搅拌2min;随后将温度降至730℃通入氩气,以促进熔体均匀混合并达到熔体除气的效果,在此温度下静置10min使熔体内夹杂上浮或沉降;最后将熔体降温至710℃后撇去浮渣,浇注得到镁合金铸锭;
64.3)将所得到的镁合金铸锭在温度为550℃的条件下固溶处理24h后水淬;
65.4)将固溶处理后的镁合金铸锭在挤压温度为270℃、挤压速率0.3mm/s、挤压比为25的条件下进行低温挤压,即可。
66.上述镁合金在室温下的屈服强度为398mpa,抗拉强度为430mpa,延伸率2.5%;镁合金在250℃高温下的屈服强度为269mpa,抗拉强度为288mpa,延伸率4.2%。
67.实施例4:
68.本实施例中,nd、mn复合强化的耐热镁合金,包含如下质量百分数含量的成分:nd 3.0wt%,mn 3.0wt%,其余为mg和不可避免的杂质,杂质含量≤0.04wt%。
69.本实施例中,nd、mn复合强化的耐热镁合金的制备方法,包括如下步骤:
70.1)将工业纯镁锭、mg
‑
25%nd中间合金、mg
‑
10%mn中间合金在150℃下预热1h;
71.2)将预热后的工业纯镁锭在sf6/co2保护气氛中熔化,温度为760℃;将预热后的mg
‑
25%nd中间合金、mg
‑
10%mn中间合金依次放入完全熔化的纯镁熔体中保温20min;待mg
‑
25%nd中间合金、mg
‑
10%mn中间合金完全熔化后,机械搅拌2min;随后将温度降至730℃通入氩气,以促进熔体均匀混合并达到熔体除气的效果,在此温度下静置10min使熔体内夹杂上浮或沉降;最后将熔体降温至710℃后撇去浮渣,浇注得到镁合金铸锭;
72.3)将所得到的镁合金铸锭在温度为550℃的条件下固溶处理24h后水淬;
73.4)将固溶处理后的镁合金铸锭在挤压温度为280℃、挤压速率0.4mm/s、挤压比为25的条件下进行低温挤压,即可。
74.上述镁合金在室温下的屈服强度为400mpa,抗拉强度为440mpa,延伸率2.0%;镁合金在250℃高温下的屈服强度为269mpa,抗拉强度为289mpa,延伸率8.5%。
75.实施例5:
76.本实施例中,nd、mn复合强化的耐热镁合金,包含如下质量百分数含量的成分:nd 2.0wt%,其余为mg和不可避免的杂质,杂质含量≤0.04wt%。
77.本实施例中,nd、mn复合强化的耐热镁合金的制备方法,包括如下步骤:
78.1)将工业纯镁锭、mg
‑
25%nd中间合金、mg
‑
10%mn中间合金在150℃下预热1h;
79.2)将预热后的工业纯镁锭在sf6/co2保护气氛中熔化,温度为760℃;将预热后的mg
‑
25%nd中间合金、mg
‑
10%mn中间合金依次放入完全熔化的纯镁熔体中保温20min;待mg
‑
25%nd中间合金、mg
‑
10%mn中间合金完全熔化后,机械搅拌2min;随后将温度降至730℃通入氩气,以促进熔体均匀混合并达到熔体除气的效果,在此温度下静置10min使熔体内夹杂上浮或沉降;最后将熔体降温至710℃后撇去浮渣,浇注得到镁合金铸锭;
80.3)将所得到的镁合金铸锭在温度为550℃的条件下固溶处理24h后水淬;
81.4)将固溶处理后的镁合金铸锭在挤压温度为280℃、挤压速率0.4mm/s、挤压比为25的条件下进行低温挤压,即可。
82.上述镁合金在室温下的屈服强度为398mpa,抗拉强度为425mpa,延伸率3.8%;镁合金在250℃高温下的屈服强度为262mpa,抗拉强度为279mpa,延伸率11.2%。
83.实施例6:
84.本实施例中,nd、mn复合强化的耐热镁合金,包含如下质量百分数含量的成分:nd1.0wt%,其余为mg和不可避免的杂质,杂质含量≤0.04wt%。
85.本实施例中,nd、mn复合强化的耐热镁合金的制备方法,包括如下步骤:
86.1)将工业纯镁锭、mg
‑
25%nd中间合金、mg
‑
10%mn中间合金在150℃下预热1h;
87.2)将预热后的工业纯镁锭在sf6/co2保护气氛中熔化,温度为760℃;将预热后的mg
‑
25%nd中间合金、mg
‑
10%mn中间合金依次放入完全熔化的纯镁熔体中保温20min;待mg
‑
25%nd中间合金、mg
‑
10%mn中间合金完全熔化后,机械搅拌2min;随后将温度降至730℃通入氩气,以促进熔体均匀混合并达到熔体除气的效果,在此温度下静置10min使熔体内夹杂上浮或沉降;最后将熔体降温至710℃后撇去浮渣,浇注得到镁合金铸锭;
88.3)将所得到的镁合金铸锭在温度为550℃的条件下固溶处理24h后水淬;
89.4)将固溶处理后的镁合金铸锭在挤压温度为280℃、挤压速率0.4mm/s、挤压比为25的条件下进行低温挤压,即可。
90.上述镁合金在室温下的屈服强度为386mpa,抗拉强度为417mpa,延伸率5.0%;镁合金在250℃高温下的屈服强度为257mpa,抗拉强度为272mpa,延伸率15.8%。
91.如图1所示,从本发明实施例1的挤压态mg
‑
1.0nd
‑
0.3mn合金的显微组织图可以看出,该合金在挤压过程中发生不完全动态再结晶,经过计算再结晶体积分数约为74.5%,晶粒尺寸约为0.64
±
0.20μm,能够大幅提升细晶强化的效果。
92.如图2
‑
图3所示,从本发明实施例2的挤压态mg
‑
2.0nd
‑
0.5mn合金的显微组织图可以看出,该合金在挤压过程中动态析出了高数量密度的纳米析出相,尺寸约为350
±
89nm。
93.如图4
‑
图5所示,从本发明实施例3的挤压态mg
‑
3.0nd
‑
0.8mn合金的显微组织图可以看出,大量纳米析出相沿着该合金晶界析出,而且在高角环形暗场下晶界表现出明亮的白色,说明有大量溶质原子在晶界附近偏聚,二者均能有效抑制在高温下的晶界滑移,提高合金的高温力学性能。
94.如图6所示,从本发明实施例4、实施例5和实施例6的挤压态合金的显微组织对比图可以看出,随着nd元素的降低合金的动态再结晶分数从54.7%升高至62.5%,晶粒尺寸从0.64
±
0.16μm升高至0.96
±
0.17μm。
95.如图7所示,从本发明实施例1、实施例2和实施例3合金在室温的拉伸工程应力
‑
应变曲线可以看出,随着挤压温度的降低,合金的屈服强度从382mpa增加至398mpa,延伸率从3.6%降低至2.5%。
96.如图8所示,从本发明实施例1、实施例2和实施例3合金在250℃下的拉伸工程应力
‑
应变曲线可以看出,随着挤压温度的降低合金的屈服强度从243mpa增加至269mpa,延伸率从11.3%降低至4.2%。
97.如图9所示,从本发明实施例4、实施例5和实施例6合金在室温的拉伸工程应力
‑
应变曲线可以看出,随着nd含量的降低,合金的屈服强度从400mpa降低至386mpa,延伸率从2.0%增加至5.0%。
98.如图10所示,从本发明实施例4、实施例5和实施例6合金在250℃下的拉伸工程应
力
‑
应变曲线可以看出,随着nd含量的降低,合金的屈服强度从269mpa降低至257mpa,延伸率从8.5%增加至15.8%。
99.以上实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体操作过程,但本发明的保护范围不限于以上实施例。本领域的普通技术人员在本发明的启示下,在不脱离本发明的宗旨和权利要求所保护的范围情况下,还可以做出多种变化形式。因此,所有等同的技术方案也均属于本发明的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1