一种气门导管材料及气门导管的制备方法与流程
1.本发明涉及汽车技术领域,特别涉及一种气门导管材料及气门导管的制备方法。
背景技术:
2.随着汽车技术领域的发展,以及石油资源的有限性,促使相关领域的人员致力于研究开发其他动力源的汽车,例如:电能和甲醇,其中,甲醇具有制取简单,价格便宜和燃烧清洁的优点,且随着国家排放要求的不断提高以及环保法规约束力度的加大,以甲醇作为燃烧介质的发动机已成为一大趋势。目前甲醇发动机主要是在原汽油发动机基础上优化设计而来的,汽油液体燃料及燃烧后产生微量碳颗粒,对导管有一定的润滑作用,而甲醇腐蚀性强、沸点低,不具有润滑气门的成分,导致气门导管易腐蚀、润滑性能差、易磨损,发动机热负荷大,排气温度高等,若不对气门导管进行重新设计及验证,极容易出现导管腐蚀和异常磨损,造成发动机漏气、功率下降及报废。
3.这就要求对甲醇发动机气门导管材料进行改进。目前市场上的发动机气门导管仅适用于汽油发动机,在甲醇发动机上使用会出现腐蚀、磨损、偏磨等问题,从而导致烧机油、动力不足和顿挫等问题,一旦发生故障,维修成本巨大。
技术实现要素:
4.本发明要解决的是上述现有技术中甲醇发动机的气门导管耐磨性和耐甲醇腐蚀性差的技术问题。
5.为解决上述技术问题,本申请在一方面公开了一种气门导管材料,其包括以下质量百分比的组分:
6.碳0.6~0.96%,铜1.5~3.5%,钼1.5~3.5%,镍0.2~0.5%,余量为铁。
7.可选的,包括以下质量百分比的组分:碳0.6~0.7%,铜1.5~2.5%,钼1.5~3%,镍0.2~0.3%,余量为铁。
8.可选的,包括以下质量百分比的组分:碳0.6%,铜2.5%,钼3%,镍0.3%,余量为铁。
9.可选的,包括以下质量百分比的组分:碳0.7~0.9%,铜2.5~3.5%,钼3~3.5%,镍0.3~0.5%,余量为铁。
10.可选的,包括以下质量百分比的组分:碳0.9%,铜3%,钼3.5%,镍0.5%,余量为铁。
11.可选的,包括以下质量百分比的组分:碳0.8%,铜3.5%,钼3.5%,镍0.4%,余量为铁。
12.可选的,还包括质量百分比为0~3%的硫。
13.可选的,还包括质量百分比为0~3%的铬。
14.本申请在另一方面还公开了一种气门导管的制备方法,其包括如下步骤:
15.将气门导管的材料放入冶金设备,该气门导管的材料包括以下质量百分比的组
分,碳0.6~0.96%,铜1.5~3.5%,钼1.5~3.5%,镍0.2~0.5%,余量为铁;
16.采用粉末冶金工艺加工该气门导管的材料。
17.可选的,该采用粉末冶金工艺加工该气门导管的材料,包括:
18.采用粉末冶金加工该气门导管的材料形成贝氏体、固体润滑相、细针状马氏体和钼硬质相,其中,该固体润滑相包括钼;
19.利用以该贝氏体为基体、以该细针状马氏体和钼硬质相为硬质相、该固体润滑相、铜和镍形成的材料体系加工成该气门导管。
20.采用上述技术方案,即本申请提供的气门导管材料包括以下质量百分比的组分:碳0.6~0.96%,铜1.5~3.5%,钼1.5~3.5%,镍0.2~0.5%,余量铁,由此材料制备形成的气门导管具有耐磨性好和耐腐蚀性好的优点。
附图说明
21.为了更清楚地说明本申请实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
22.图1为本申请可选地气门导管的制备方法的流程图。
具体实施方式
23.下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本申请保护的范围。
24.此处所称的“一个实施例”或“实施例”是指可包含于本申请至少一个实现方式中的特定特征、结构或特性。在本申请的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含的包括一个或者更多个该特征。而且,术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本申请的实施例能够以除了在这里图示或描述的那些以外的顺序实施。
25.本申请在一方面公开了一种气门导管材料,其包括以下质量百分比的组分:
26.碳0.6~0.96%,铜1.5~3.5%,钼1.5~3.5%,镍0.2~0.5%,余量为铁。
27.在本实施例中,铜起到一定的固溶强化的作用,通过其与碳结合能够有效提高产品精度,还能永久封闭管体内空隙的作用,从而提高制品的耐甲醇性,而镍通过固溶强化的方式提高的制品的强度和硬度,提高淬透性并形成高强度高硬度相,如马氏体相等,镍具有耐腐蚀,不降低塑性的优点;钼能够提高淬透性和热强性能,在高温时保持足够的强度和抗
蠕变能力,且具有抗腐蚀性。
28.在一种可选的实施方式中,包括以下质量百分比的组分:碳0.6~0.7%,铜1.5~2.5%,钼1.5~3%,镍0.2~0.3%,余量为铁。
29.在一种可选的实施方式中,包括以下质量百分比的组分:碳0.6%,铜2.5%,钼3%,镍0.3%,余量为铁。
30.在一种可选的实施方式中,包括以下质量百分比的组分:碳0.7~0.9%,铜2.5~3.5%,钼3~3.5%,镍0.3~0.5%,余量为铁。
31.在一种可选的实施方式中,包括以下质量百分比的组分:碳0.9%,铜3%,钼3.5%,镍0.5%,余量为铁。
32.在一种可选的实施方式中,包括以下质量百分比的组分:碳0.8%,铜3.5%,钼3.5%,镍0.4%,余量为铁。
33.在一种可选的实施方式中,还包括质量百分比为0~3%的硫。
34.在一种可选的实施方式中,还包括质量百分比为0~3%的铬。
35.需要说明书的是,在实际实施过程中的材料中可能会附带一些其他物质,例如:铅、钴、锰、锌和磷等微量物质,包括上述的硫以及铬形成的材料的质量百分比总量范围为0~3%。
36.本申请在另一方面还公开了一种气门导管的制备方法,如图1所示,图1为本申请可选地气门导管的制备方法的流程图。其包括如下步骤:
37.s101:将气门导管的材料放入冶金设备,该气门导管的材料包括以下质量百分比的组分,碳0.6~0.96%,铜1.5~3.5%,钼1.5~3.5%,镍0.2~0.5%,余量为铁;
38.s102:采用粉末冶金工艺加工该气门导管的材料。
39.在一种可选的实施方式中,步骤s101包括:
40.1)采用粉末冶金加工该气门导管的材料形成贝氏体、固体润滑相、细针状马氏体和钼硬质相,其中,该固体润滑相包括钼;
41.可选地,该固体润滑相位为二硫化钼。
42.2)利用以该贝氏体为基体、以该细针状马氏体和钼硬质相为硬质相、该固体润滑相、铜和镍形成的材料体系加工成该气门导管。
43.在该步骤中,贝氏体和马氏体均是铁素体和碳化物在不同的温度下的热处理形成不同晶粒大小和分布的产物,根据不同的用途采用不同的热处理方式,得到需要的物质。还有奥氏体、珠光体、渗碳体、索氏体、莱氏体等等。当奥氏体过冷到低于珠光体转变温度和高于马氏体转变温度之间的温区时,将发生由切变相变与短程扩散相配合的转变,其转变产物叫贝氏体。
44.为了更好的说明本申请公开的气门导管材料的有益效果,以下将以具体实施例进行说明。
45.实施例1
46.该气门导管材料,按照质量百分比计,由以下组分组成:碳0.6%,铜2.5%,钼3%,镍0.3%,其他物质小于3%,余量铁,这里的其他物质包括硫、铬、钴、锰、铅、锌和磷等微量物质,下文中涉及的其他物质均为同样的物质。
47.按以上配比,采用粉末冶金工艺生产的气门导管,以贝氏体为基体,以固体润滑相
为润滑相,以细针状马氏体和钼硬质相为硬质相,以及铜、镍和其他物质形成的材料体系进行制造,得到的气门导管在100
‑
550℃范围内的高温摩擦磨损试验摩擦系数≤0.29,将该气门导管进行发动机台架试验,其结果为内孔磨损量≤0.032毫米,使用该材料组分配比制备得到的气门导管具有耐甲醇、耐高温、耐磨、自润滑好以及易切削加工等优点,满足国
ⅴ
i排放标准、工况温度在550℃以下的甲醇发动机使用。
48.实施例2
49.该气门导管材料,按照质量百分比计,由以下组分组成:碳0.9%,铜3%,钼3.5%,镍0.5%,其他物质小于3%,余量铁。
50.按以上配比,采用粉末冶金工艺生产的气门导管,以贝氏体为基体,以固体润滑相为润滑相,以细针状马氏体和钼硬质相为硬质相,以及铜、镍和其他物质形成的材料体系进行制造,得到的气门导管在100
‑
550℃范围内的高温摩擦磨损试验摩擦系数≤0.31,将该气门导管进行发动机台架试验,其结果为内孔磨损量≤0.025毫米,使用该材料组分配比制备得到的气门导管具有耐甲醇、耐高温、耐磨、自润滑好以及易切削加工等优点,满足国
ⅴ
i排放标准、工况温度在550℃以下的甲醇发动机使用。
51.实施例3
52.该气门导管材料,按照质量百分比计,由以下组分组成:碳0.8%,铜3.5%,钼3.5%,镍0.4%,其他物质小于3%,余量铁。
53.按以上配比,采用粉末冶金工艺生产的气门导管,以贝氏体为基体,以固体润滑相为润滑相,以细针状马氏体和钼硬质相为硬质相,以及铜、镍和其他物质形成的材料体系进行制造,得到的气门导管在100
‑
550℃范围内的高温摩擦磨损试验摩擦系数≤0.30,将该气门导管进行发动机台架试验,其结果为内孔磨损量≤0.027毫米,使用该材料组分配比制备得到的气门导管具有耐甲醇、耐高温、耐磨、自润滑好以及易切削加工等优点,满足国
ⅴ
i排放标准、工况温度在550℃以下的甲醇发动机使用。
54.将上述三个实施例制备得到气门导管以及现有的气门导管进行高温摩擦磨损试验、发动机台架试验得到的数据如表1和表2所示。
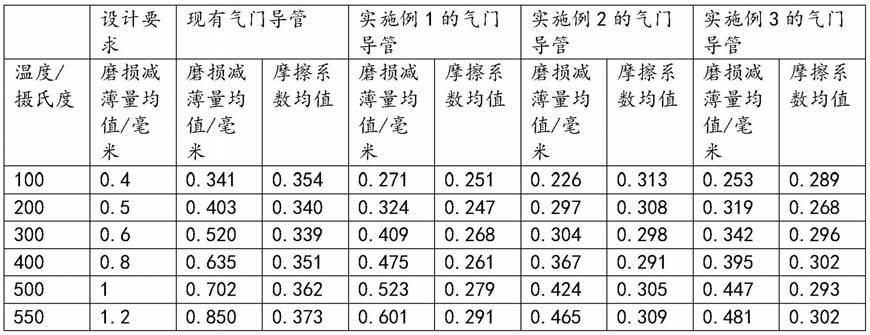
55.表1为各类气门导管的在100
‑
550摄氏度下的磨损量以及摩擦系数数据表
[0056][0057]
在本实施例中,通过用磨损减薄量来评价材料的耐磨性能,用摩擦系数来评价材料的润滑性能,从而当该磨损减薄梁与耐磨性能负相关,该摩擦系数与润滑性能负相关。由此,从表1中可以分析出,本申请提供的实施例1、实施例2以及实施例3中的气门导管的耐磨性以及润滑性均优于原机气门,且均符合设计要求。
[0058]
需要说明的是,当测试温度在550摄氏度时,由于三种实施例中的各组分材料的配比不同,从而使得形成的晶粒形状和分布不同,进而导致该三种实施例中的气门导管的摩擦系数呈现差异化,因此,可以根据根据实际需求选择本申请提供的不同配比的材料体系。
[0059]
表2为各种气门导管进行台架试验后的内孔磨损量数据表
[0060][0061]
在本实施例中,表2为将现有气门导管、以及上述三个实施例中的气门导管在1.8l的甲醇发动机台架试验上进行的800h循环耐久试验和3000次冷热冲击试验后,得到到内孔磨损量数据,从试验结果可以看出,本申请提供的实施例1、实施例2以及实施例3中的气门导管的耐腐蚀和耐磨性不仅优于现有气门导管的,而且均满足设计要求,从表2可以看出,现有气门导管的耐腐蚀和耐磨性并不能满足设计要求。
[0062]
通过上述表1和2的数据分析可知,本申请提供的材料配比的气门导管均都能满足设计所需的性能要求,其中,从材料成本、加工工艺等多方面综合考虑,实施例2为最佳实施例。
[0063]
综上所述,由本申请提供的气门导管材料组分制备得到气门导管具有耐甲醇腐蚀、耐高温、耐磨、自润滑等性能,满足国
ⅴ
i排放标准、工况温度在550℃以下的甲醇发动机使用。
[0064]
以上所述仅为本申请可选实施例,并不用以限制本申请,凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1