一种回转零件端面脉冲振动电化学研磨加工方法及装置
1.本发明涉及一种回转零件端面脉冲振动电化学研磨加工方法及装置,属于电化学机械复合加工技术领域。
背景技术:
2.机械密封环是一种典型的回转零件。为了满足高压、高转速、腐蚀介质和固体颗粒介质等恶劣工况的机械密封需求,不仅对密封环材料性能要求更加严苛,同时也对密封环端面的加工性能提出更高要求。硬质合金具有硬度高、耐磨、耐腐蚀等特性,是机械密封摩擦副硬环常用材料。
3.硬质合金密封环端面光整加工多采用机械研磨,加工后的平面度和表面粗糙度能够满足使用要求,但表面微观形貌呈尖峰状、并残留磨粒切削痕迹,在机械密封过程中因尖峰效应容易加速表面磨损,影响密封元件使用寿命并造成被密封介质的泄露。
4.固结磨粒电化学研磨是由电化学溶解作用和磨具机械研磨作用相复合而进行光整加工的,其表层金属去除量小、不受材料硬度和刚性限制、表面微观几何形貌呈圆角状,相比于游离磨粒电化学研磨工艺装置更为简单、加工效率也更高,在硬质合金密封环端面加工中具有显著优势。
5.但受到硬质合金材料多组分特性、电极电位差,以及工具结构和磨粒分布等多重因素的影响,硬质合金电化学研磨材料去除过程是一个极为复杂的动态过程,电化学溶解和机械研磨作用优化匹配仍较为困难,容易产生过度溶解或明显磨粒切痕。
6.此外,现有平面电化学研磨加工中,通常将磨具和阴极结合为一体形成复合工具,复合工具结构相对复杂、制造难度较大、工艺调整也较为困难。
技术实现要素:
7.1、本发明针对目前回转零件端面电化学研磨加工工艺的不足,提出一种溶解定域性高、溶解和研磨作用可独立调控的脉冲振动电化学研磨加工方法及装置,实现难加工材料回转零件端面的精密光整加工。
8.2、为了实现上述的发明目的,本发明的技术方案是:一种回转零件端面脉冲振动电化学研磨加工方法,基于电化学溶解和机械研磨耦合作用,借助工具阴极和磨具,实现回转零件端面的精密光整加工,回转零件绕轴线作旋转,工具阴极只作低频振动、而不向回转零件端面作进给,工具阴极振动至靠近回转零件端面时脉冲电源导通、振动至远离回转零件端面时脉冲电源关断,磨具绕自身轴线作旋转、并向回转零件端面施加压紧力;在回转零件端面电化学研磨加工过程中,电解液通过工具阴极内部通液槽向回转零件端面进行喷射,脉冲电源导通时回转零件端面产生微量溶解并形成极薄钝化膜,磨具旋转刮除钝化膜,使得回转零件基体材料重新露出,进而实现电化学溶解和机械研磨过程的往复进行。
9.本发明的另一技术目的是提供一种回转零件端面脉冲振动电化学研磨加工装置,包括电主轴、压板、定位套筒、回转零件、回转工作台、工具阴极、连接杆、低频振动装置、旋
转芯轴、压缩弹簧、圆柱销、移动轴套、磨具,所述回转工作台通过卡盘实现回转零件的安装和定位,并带动回转零件作旋转运动,回转零件与脉冲电源正极相连接;内喷液工具阴极通过螺钉连接固定于连接杆底端,连接杆顶端固定连接于低频振动装置,低频振动装置驱动工具阴极和连接杆作振动运动,工具阴极与脉冲电源负极相连接;圆柱形磨具通过紧定螺钉与移动轴套固定连接,移动轴套侧壁与定位套筒采用间隙配合,定位套筒顶端与压板固定连接,压板与旋转芯轴通过紧定螺钉固定连接,移动轴套顶端与压缩弹簧紧密贴合、移动轴套内孔与旋转芯轴采用间隙配合,旋转芯轴下端开设有销孔、并与圆柱销采用间隙配合,旋转芯轴固定连接于电主轴下端。
10.所述移动轴套侧壁开设有对称腰形孔,通过电主轴进给和回退,使得圆柱销与移动轴套腰形孔之间产生相对位移,进而通过调节压缩弹簧压缩量来改变回转零件端面的研磨压紧力。
11.所述磨具采用不导电碳化硅油石以隔断加工电流向电主轴的传导,工具阴极和连接杆采用不锈钢材料制成以稳定传导加工电流。
12.3、本发明的有益效果为:(一)本发明将电化学溶解与机械研磨作用相互分离,有利于提高加工过程可控性,改善回转零件端面电化学研磨加工性能。(二)本发明借助内喷液工具阴极实现回转零件材料溶解去除、借助旋转磨具刮除钝化膜,相比于传统电化学研磨,工具结构设计更为简单。(三)本发明采用脉冲电源输出与工具振动同步方法对溶解过程进行调控,有利于抑制杂散腐蚀、提高加工定域性。
附图说明
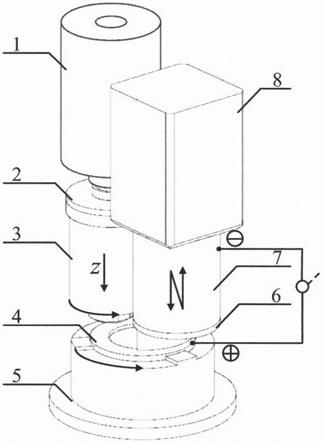
13.图1为本发明回转零件端面脉冲振动电化学研磨加工装置整体结构示意图。
14.图2为本发明磨具压紧装置结构示意图。
15.图3为本发明工具阴极结构示意图。
16.图中:1、电主轴,2、压板,3、定位套筒,4、回转零件,5、回转工作台,6、工具阴极,7、连接杆,8、低频振动装置,9、旋转芯轴,10、压缩弹簧,11、圆柱销,12、移动轴套,13、磨具。
具体实施方式
17.以下结合附图对本发明作进一步说明。
18.如图1所示为回转零件端面脉冲振动电化学研磨加工装置,如图2所示为磨具压紧装置。脉冲振动电化学研磨加工装置包括机械研磨装置、脉冲振动电化学加工装置和回转零件旋转装置,其中,机械研磨装置包括电主轴1、压板2、定位套筒3、旋转芯轴9、压缩弹簧10、圆柱销11、移动轴套12、磨具13,圆柱形磨具13通过紧定螺钉固定连接移动轴套12,移动轴套12侧壁开设有对称腰形孔、并与定位套筒3间隙配合,定位套筒3顶端固定连接压板2,压板2与旋转芯轴9通过紧定螺钉固定连接,移动轴套12顶端与压缩弹簧10紧密贴合,移动轴套12内孔与旋转芯轴9采用间隙配合,旋转芯轴9下端开设有销孔、并与圆柱销11采用间隙配合,旋转芯轴9上端与电主轴1固定连接,电主轴1驱动旋转芯轴9和磨具13作旋转运动,压缩弹簧10驱动磨具13压紧回转零件4端面,通过电主轴1的进给和回退运动,使得圆柱销11与移动轴套12腰形孔之间产生相对位移,进而通过调节压缩弹簧10的压缩量来改变回转零件4端面的压紧力;脉冲振动电化学加工装置包括低频振动装置8、连接杆7和工具阴极6,
工具阴极6固定于连接杆7底端,连接杆7顶端与低频振动装置8固定连接,低频振动装置8驱动连接杆7和工具阴极6作振动运动,工具阴极6与脉冲电源负极相连接,工具阴极6振动至靠近回转零件4端面时脉冲电源导通、振动回退至远离回转零件4端面时脉冲电源关断;回转零件旋转装置包括回转零件4和回转工作台5,回转工作台5驱动回转零件4作旋转运动,回转零件4与脉冲电源正极相连接。
19.如图3所示为内喷液工具阴极结构,工具阴极6采用组合式结构,上端与连接杆7固定连接、下端为加工部位,通过调节工具阴极6底端在回转零件4端面的覆盖范围对材料溶解去除量进行调控。
20.上述回转零件端面脉冲振动电化学研磨加工装置中,磨具13采用碳化硅油石以隔断加工电流向电主轴1的传导,工具阴极6和连接杆7采用不锈钢材料制成以稳定传导加工电流。
21.本发明具体应用途径很多,以上所述仅是本发明的优选实施方式,凡是依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化与修饰,均仍属本发明技术和权利保护范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1