一种基于荧光亚层的热障/红外低发射率一体化涂层及其制备方法
1.本发明属于高温红外隐身涂层技术领域,特别涉及一种基于荧光亚层的热障/红外低发射率一体化涂层及其制备方法。
背景技术:
2.由于飞行器高温部位红外辐射特征信号显著,导致其面临红外制导的威胁。相对而言,降低部件表面红外发射率成为目前实现高温部位红外隐身的主要技术途径,其中,高温红外隐身涂层具有对飞行器外形影响小、工艺简单、成本低与可靠性高等优点,广泛应用于航空装备高温部位。然而,在飞行器全寿命周期内服役过程中,由于存在零件碰撞、摩擦、以及发动机局部超温等现象,红外低发射率层容易出现脱落、烧蚀、磨损等损伤情况。为了维持飞行器全寿命周期内稳定的红外隐身特性,对涂层损伤部位必须要尽早发现、精准定位、准确评估、快速修复。因此需要新的检测和评估手段,能够在现场(车间、停机坪、机库等)快速且准确地检测出飞行器隐身性能的变化,给出维修意见,减少飞行器维修所需要的时间和成本。但是,目前对高温红外隐身涂层体系缺乏系统的维护保障技术,对涂层性能无法准确监测,外场快速在线检测手段相对落后,没有成熟的技术用于隐身材料损伤的先期发现、准确定位,难以实现全寿命周期内涂层的性能评估,设计一种具备快速原位检测功能的高温红外低发射率涂层已成为本专业技术人员关注的主要技术难题。因此,本发明重点针对高温红外隐身涂层全寿命周期内涂层可设计、可检测、可评估的应用需求,公开了一种基于荧光亚层的热障/红外低发射率一体化涂层及其制备方法。
技术实现要素:
3.本发明的目的在于提供一种基于荧光亚层的热障/红外低发射率一体化涂层及其制备方法,从而克服背景技术中提到的不足与缺陷。
4.为实现上述目的,本发明提出的技术方案为:
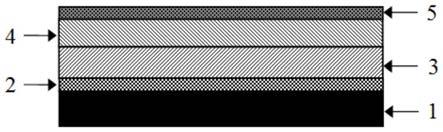
5.一种基于荧光亚层的热障/红外低发射率一体化涂层,所述热障/红外低发射率一体化涂层为多层结构,由内至外依次包括金属粘结层、热障陶瓷内层、稀土荧光亚层和红外低发射率层。
6.本发明的上述技术方案主要基于以下原理:由于稀土离子特殊的4f电子组态能级、4f5d能级及电荷转移带结构,使得稀土发光材料的吸收、激发和发射光谱展现出范围宽且内涵丰富的光学光谱和发光特性。将稀土荧光离子作为激活剂掺杂进入陶瓷晶格中得到具有荧光特性的稀土发光材料,稀土荧光亚层即为利用稀土发光材料在特定波长紫外光照射下能发出肉眼可见、单色性好的荧光的陶瓷层,用于涂层破损或脱落区域的指示。通常稀土发光材料掺杂的激活剂离子含量较少,在具备优异的荧光特性的同时,陶瓷材料本身的晶体结构不改变,因此不会影响涂层热物理性能。
7.优选的,上述热障/红外低发射率一体化涂层中,所述金属粘结层为mcraly涂层,m
为co、ni或coni;所述热障陶瓷内层为6~8ysz(质量分数为6~8%的氧化钇稳定氧化锆)陶瓷层。
8.优选的,上述热障/红外低发射率一体化涂层中,所述稀土荧光亚层为lamgal
11
o
l9
:r涂层,其中r为eu
3+
、tb
3+
、dy
3+
、sm
3+
或ce
3+
,所述r的掺杂量为0.5~10.0mol%。在磁铅石lamgal
11
o
l9
(lma)晶格中掺入稀土荧光离子,使其在特定波长的紫外光激发下发出荧光,并以此作为荧光亚层,用于指示涂层失效部位。磁铅石lamgal
11
o
l9
(lma)还具有低热导率、高温氧不透过、高温结构与化学稳定性高等优异性能,ysz材料具有优异的热物理特性,是最经典的热障涂层(tbc)材料,通过综合两者的优点,设计的ysz/lma双层陶瓷结构热循环寿命要比单一的lma或ysz陶瓷层的热循环寿命都长。此外,lma涂层中存在的片状结构颗粒可有效提高涂层表面的应力容限,缓解由低红外发射率涂料快速烧结引起的收缩应力,降低涂层制备过程中产生的残余应力。
9.优选的,上述热障/红外低发射率一体化涂层中,所述红外低发射率层是以bi2o3‑
al2o3‑
tio2‑
li2o
‑
sio2系低熔点玻璃为粘结相和agpd为导电相的涂层。
10.优选的,上述热障/红外低发射率一体化涂层中,所述金属粘结层的厚度为0.03~0.10mm,所述热障陶瓷内层的厚度为0.05~2.0mm,所述稀土荧光亚层的厚度为0.02~2.0mm,所述红外低发射率层的厚度为0.01~0.04mm。
11.一种上述的热障/红外低发射率一体化涂层的制备方法,包括以下步骤:
12.(1)对基底进行粗化处理;
13.(2)采用大气等离子喷涂工艺在步骤(1)得到基底表面制备金属粘结层;
14.(3)采用大气等离子喷涂工艺在步骤(2)得到的金属粘结层表面制备热障陶瓷内层;
15.(4)采用大气等离子喷涂工艺将lamgal
11
o
l9
:r喷涂材料涂覆在步骤(3)得到的热障陶瓷内层表面得到稀土荧光亚层;
16.(5)以红外低发射率涂料为原料,通过空气喷涂
‑
热处理工艺在步骤(4)得到的稀土荧光亚层表面制备红外低发射率层,完成热障/红外低发射率一体化涂层的制备。
17.优选的,上述制备方法中,所述步骤(1)中,粗化处理为:将基底置于箱式喷砂机中进行喷砂粗化处理,喷砂粗化处理的工艺参数为:压力为0.3~0.5mpa,喷砂距离为80~120mm,砂子粒径为80~120μm,喷砂时间为1~5min;
18.所述步骤(2)中,大气等离子喷涂工艺的工艺参数为:氩气流量为30~50l/min,氢气流量为5~13l/min;电流大小控制为450~550a,功率为25~38kw;送粉氩气流量为1.0~5.0l/min,送粉量为25~50g/min;喷涂距离为80~140mm;
19.所述步骤(3)中,大气等离子喷涂工艺的工艺参数为:氩气流量为25~45l/min,氢气流量为7~14l/min;电流大小控制为530~600a,功率为25~35kw;送粉氩气流量为2.0~5.0l/min,送粉量为10~30g/min;喷涂距离为80~200mm;
20.所述步骤(4)中,大气等离子喷涂工艺的工艺参数为:氩气流量为25~45l/min,氢气流量为7~14l/min;电流大小控制为530~600a,功率为25~35kw;送粉氩气流量为2.0~5.0l/min,送粉量为10~30g/min;喷涂距离为80~200mm;
21.所述步骤(5)中,热处理工艺参数为:峰值烧结温度为300~500℃,升温速度为15~25℃/min,烧结时间为10~60min,烧结气氛为空气。
22.优选的,上述制备方法中,所述lamgal
11
o
l9
:r材料的制备方法包括以下步骤:
23.①
原料混合:按照化学计量比称量氧化镧、氧化镁、氧化铝和稀土氧化物粉末,所述稀土氧化物为氧化铕、氧化铽、氧化镝、氧化钐或氧化铈,对粉末进行球磨混合,然后烘干、研磨,得到混合粉末;
24.②
高温固相合成粉末:将步骤
①
得到的混合粉末进行高温煅烧,得到lamgal
11
o
l9
:r粉末,r为eu
3+
、tb
3+
、dy
3+
、sm
3+
或ce
3+
;
25.③
喷涂材料的制备:将步骤
②
得到的lamgal
11
o
l9
:r粉末、去离子水、阿拉伯树胶粉与柠檬酸三铵,通过球磨工艺混合均匀,采用喷雾干燥工艺制备出得到类球形团聚粉末颗粒,完成lamgal
11
o
l9
:r喷涂材料的制备。
26.优选的,上述制备方法中,所述步骤
①
中,氧化镧、氧化镁、氧化铝的摩尔比为1:2:11,稀土荧光离子的掺杂量为0.5~10.0mol%;
27.所述步骤
②
中,高温煅烧工艺参数为:温度为1200~1600℃,时间为12~36h;
28.所述步骤
③
中,去离子水的质量分数为40~65%,阿拉伯树胶粉的质量分数为0.5~3.8%,柠檬酸三铵的质量分数为0.5~4.5%,余量为lamgal
11
o
l9
:r粉末;喷雾干燥工艺的参数为:出口温度为120~150℃,进口温度为230~280℃,浆料送料速度为0.5~5.0l/min,雾化盘转速为15000~21000r/min。
29.优选的,上述制备方法中,所述步骤(5)中,红外低发射率涂料的制备方法包括以下步骤:将玻璃原料粉体混合均匀后经1400~1500℃的温度熔炼3~4h得到玻璃熔体,然后将得到的玻璃熔体倒入去离子水中进行淬冷,得到玻璃渣;将玻璃渣球磨成玻璃粉,将玻璃粉与银钯粉混合均匀成混合粉,然后与有机载体经混合研磨制成红外低发射率涂料;
30.所述玻璃原料粉体包括以下质量百分比的组分:
[0031][0032][0033]
所述红外低发射率涂料中,混合粉的质量分数为70~85%,有机载体质量分数为15~30%,混合粉中银钯粉的质量分数为70~85%;所述有机载体主要由质量分数为80~90%的柠檬酸三丁酯、2~5%的硝酸纤维素和5%~15%卵磷脂组成;
[0034]
所述玻璃粉与银钯粉的混合是在行星式重力搅拌机中进行,行星式重力搅拌机的公转速度1000~1300rpm,自转速度为公转速度的40~60%,搅拌时间为50~85min;
[0035]
所述混合粉与有机载体的混合过程在三辊研磨机中进行,三辊研磨机的转速为
300~450r/min,研磨混料时间为2~4h。
[0036]
与现有的技术相比,本发明具有如下有益效果:
[0037]
1.本发明的热障/红外低发射率一体化涂层,针对高温红外隐身涂层抗热震寿命提升与外场原位检测的迫切应用需求,结合稀土荧光亚层技术、热障陶瓷层技术和高温红外低发射率涂层技术,在陶瓷层中加入一层稀土荧光亚层,实现红外低发射率层的破损指示,同时利用高温低发射率涂层的低红外发射率特性与陶瓷层优异的隔热特性,使得涂层具备了隔热性能与高温红外隐身性能。
[0038]
2.本发明的热障/红外低发射率一体化涂层,利用稀土荧光离子在紫外光的照射下会发出荧光的特性,同时少量稀土荧光离子的掺杂并不会改变涂层材料本身性质的特点,在lamgal
11
o
l9
材料中掺杂适量的稀土荧光离子得到的稀土荧光亚层,利用稀土荧光亚层的发光特性实现对红外低发射率涂层损伤情况的快速无损检测。
[0039]
3.本发明的热障/红外低发射率一体化涂层,利用lamgal
11
o
l9
材料热导率低、热稳定性好及热循环寿命长等优点,将其与ysz热障涂层进行复合,制备的双层陶瓷结构的热循环寿命比单一涂层的热循环寿命都要长,从而有效提升涂层的综合服役寿命。
[0040]
4.本发明的热障/红外低发射率一体化涂层,针对不同的实际应用需求可以对其厚度、掺杂的稀土荧光离子的种类和掺杂量进行调控实现对涂层的性能调节。
[0041]
5.本发明的热障/红外低发射率一体化涂层的制备方法,工艺简单、成熟稳定,在复杂、异形曲面构件表面涂覆的涂层厚度均匀,成本低,易于规模化生产和应用。
附图说明
[0042]
图1是本发明的基于荧光亚层的热障/红外低发射率一体化涂层结构示意图。
[0043]
图2是本发明实施例1制备得到的lamgal
11
o
l9
:eu
3+
粉末照片。
[0044]
图3是本发明实施例1制备的热障/红外低发射率一体化涂层平板样照片。
[0045]
图4是本发明实施例1制备的热障/红外低发射率一体化涂层平板样照片在254nm紫外光下的效果图。
[0046]
主要附图标记说明:
[0047]1‑
基底,2
‑
金属粘结层,3
‑
陶瓷内层,4
‑
稀土荧光亚层,5
‑
红外低发射率层。
具体实施方式
[0048]
下面对本发明的具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
[0049]
实施例1
[0050]
一种基于荧光亚层的热障/红外低发射率一体化涂层,如图1所示,为多层结构,从基底开始,由内至外依次包括conicraly金属粘结层、8ysz陶瓷内层、lamgal
11
o
l9
:eu
3+
荧光亚层和红外低发射率层。其中,lamgal
11
o
l9
:eu
3+
荧光亚层中eu
3+
的掺杂量为1.0mol%;红外低发射率层是由agpd导电相和bi2o3‑
tio2‑
al2o3‑
sio2‑
li2o
‑
cao
‑
mgo
‑
b2o3玻璃粘结相所组成,且agpd导电相占红外低发射率层总质量的85%。conicraly金属粘结层的厚度为0.05mm,8ysz陶瓷内层的厚度为0.2mm,lamgal
11
o
l9
:eu
3+
荧光亚层的厚度为0.2mm,红外低发射率层的厚度为0.02mm,涂层总厚度为0.47mm。
[0051]
本实施例的热障/红外低发射率一体化涂层的制备方法,包括以下步骤:
[0052]
(1)lamgal
11
o
l9
:eu
3+
材料的制备:
[0053]
①
原料的混合:按照化学计量比称量氧化镧、氧化镁、氧化铝粉末(摩尔比为1:2:11),加入氧化铕粉末(铕离子掺杂量为1.0mol%),对粉末进行球磨混合,然后烘干、研磨,得到混合粉末;
[0054]
②
高温固相合成粉末:将研磨后的混合粉末置于马弗炉中,1600℃高温煅烧24h,对高温煅烧产物进行研磨得到lamgal
11
o
l9
:eu
3+
粉末,如图2所示;
[0055]
③
喷涂用lamgal
11
o
l9
:eu
3+
材料的制备:将步骤
②
中得到的lamgal
11
o
l9
:eu
3+
粉末与去离子水、阿拉伯树胶粉和柠檬酸三铵通过球磨工艺混合均匀,其中去离子水的质量分数为49.3%,阿拉伯树胶粉的质量分数为1%,柠檬酸三铵质量分数为0.6%,余量为lamgal
11
o
l9
:eu
3+
粉末,采用喷雾干燥工艺制备出得到类球形团聚粉末颗粒,再通过筛分获得具有一定流动性的lamgal
11
o
l9
:eu
3+
材料;喷雾干燥工艺参数为:出口温度为120℃,进口温度为250℃,浆料送料速度为1.5l/min,雾化盘转速为18000r/min;采用自动振动筛将喷雾干燥后的粉末进行筛分处理,振动筛网目数为80目和300目;
[0056]
(2)采用喷砂粗化工艺在箱式喷砂机中对金属基底表面进行粗化处理;粗化处理工艺参数为:压力为0.3mpa,喷砂距离80mm,砂子粒径为100μm,喷砂时间2min;
[0057]
(3)采用大气等离子喷涂工艺在步骤(2)得到金属基底表面喷涂conicraly金属粘结层,大气等离子喷涂工艺参数为:氩气流量为35l/min,氢气流量为6l/min;电流大小控制为480a,功率为32kw;送粉氩气流量为1.5l/min,送粉量为28g/min;喷涂距离为100mm;
[0058]
(4)以8ysz喷涂粉末为喷涂材料,采用大气等离子喷涂工艺在步骤(3)得到的conicraly金属粘结层表面制备8ysz陶瓷内层,大气等离子喷涂工艺的工艺参数为:氩气流量为40l/min,氢气流量为9l/min;电流大小控制为550a,功率为34kw;送粉氩气流量为2.5l/min,送粉量20g/min;喷涂距离为120mm;
[0059]
(5)以步骤(1)得到的lamgal
11
o
l9
:eu
3+
材料为喷涂材料,采用大气等离子喷涂工艺在步骤(4)得到的8ysz陶瓷内层表面制备lamgal
11
o
l9
:eu
3+
荧光亚层;大气等离子喷涂工艺的工艺参数为:氩气流量为40l/min,氢气流量为9l/min;电流大小控制为550a,功率为34kw;送粉氩气流量为2.5l/min,送粉量为20g/min;喷涂距离为120mm;
[0060]
(6)以红外低发射率涂料为原料,通过空气喷涂
‑
热处理工艺在步骤(5)得到的lamgal
11
o
l9
:eu
3+
荧光亚层表面制备红外低发射率层,热处理工艺参数为:峰值烧结温度为400℃,升温速度为20℃/min,烧结时间为20min,烧结气氛为空气,完成基于荧光亚层的热障/红外低发射率一体化涂层的制备。
[0061]
红外低发射率涂料由以下方法制备而成:将玻璃原料粉体混合均匀后经1500℃的温度熔炼3h得到玻璃熔体,然后将得到的玻璃熔体倒入去离子水中进行淬冷,得到玻璃渣;将玻璃渣球磨成玻璃粉,将玻璃粉与银钯粉在行星式重力搅拌机混合成混合粉,行星式重力搅拌机的公转速度1250rpm,自转速度为公转速度的45%,搅拌时间80min;然后将混合粉与有机载体在三辊研磨机中研磨混合,三辊研磨机的转速为380r/min,研磨混料时间为3h,得到红外低发射率涂料。红外低发射率涂料的粘度为180pa
·
s。红外低发射率涂料中,混合粉的质量分数为78%,有机载体质量分数为22%,混合粉中银钯粉的质量分数为85%;有机载体主要由质量分数为84%的柠檬酸三丁酯、3%的硝酸纤维素和13%卵磷脂组成。玻璃原
料粉体由以下质量百分比的组分组成:bi2o352%,tio26%,al2o
3 4%,sio223%,li2o 4%,cao4%,mgo3%,b2o
3 4%。
[0062]
图3为本实施例制备的热障/红外低发射率一体化涂层平板样,中间空白部位为人为制造的红外低发射率层缺损部位,涂层厚度为0.47mm。图4为热障/红外低发射率一体化涂层平板样在254nm紫外光下的效果图,涂层平板样在254nm紫外光的照射下,红外低发射率层缺损部位发出明显橙红色荧光,其余部位无荧光产生,实现了红外低发射率层的破损指示。本实施例的热障/红外低发射率一体化涂层在900℃下的红外辐温度为602℃,发射率为0.31。本实施例的热障/红外低发射率一体化涂层在970℃下热循环寿命为1500次。涂层的热循环寿命测试采用本课题组自制的可控温热障涂层自动热循环仪进行测定,具体步骤为:涂层表面采用煤气
‑
氧气火焰进行加热,背部冷却气体为压缩空气,在热循环过程中,涂层表面在20s内可迅速达到所需要达到的最高温度,涂层加热时间为5min,5min后,火焰喷枪自动移走,涂层由背部冷却气体冷却到室温,冷却时间为2min。一次热循环包括一次加热和一次冷却过程,不断重复直至涂层失效。
[0063]
对比例1
[0064]
本对比例提供的热障/红外低发射率一体化涂层,从基底开始,由内至外依次包括conicraly金属粘结层、8ysz陶瓷层和红外低发射率层。红外低发射率层是由agpd导电相和bi2o3‑
tio2‑
al2o3‑
sio2‑
li2o
‑
cao
‑
mgo
‑
b2o3玻璃粘结相所组成,且agpd导电相占红外低发射率层总质量的85%。conicraly金属粘结层的厚度为0.05mm,8ysz陶瓷层的厚度为0.4mm,红外低发射率层的厚度为0.02mm,涂层总厚度为0.47mm。本对比例的热障/红外低发射率一体化涂层各层的制备过程与实施例1对应涂层的制备过程相同。
[0065]
本对比例制备的热障/红外低发射率一体化涂层样板,涂层平板样在254nm紫外光的照射下,红外低发射率层缺损部位(人为破坏)无荧光产生,不存在红外低发射率层的破损指示。本对比例制备的热障/红外低发射率一体化涂层涂层在970℃下热循环寿命为1000次。
[0066]
对比例2
[0067]
本对比例提供的热障/红外低发射率一体化涂层,从基底开始,由内至外依次包括conicraly金属粘结层、lamgal
11
o
l9
:eu
3+
荧光亚层和红外低发射率层。红外低发射率层是由agpd导电相和bi2o3‑
tio2‑
al2o3‑
sio2‑
li2o
‑
cao
‑
mgo
‑
b2o3玻璃粘结相所组成,且agpd导电相占红外低发射率层总质量的85%。conicraly金属粘结层的厚度为0.05mm,lamgal
11
o
l9
:eu
3+
荧光亚层的厚度为0.4mm,红外低发射率层的厚度为0.02mm,涂层总厚度为0.47mm。本对比例的热障/红外低发射率一体化涂层各层的制备过程与实施例1对应涂层的制备过程相同。
[0068]
本对比例制备的热障/红外低发射率一体化涂层样板,涂层平板样在254nm紫外光的照射下,红外低发射率层缺损部位(人为破坏)有荧光产生,其余部位物荧光,能够实现对红外低发射率层的破损指示。本对比例制备的热障/红外低发射率一体化涂层涂层在970℃下热循环寿命为850次。
[0069]
实施例2
[0070]
一种基于荧光亚层的热障/红外低发射率一体化涂层,为多层结构,从基底开始,由内至外依次包括nicraly金属粘结层、8ysz陶瓷内层、lamgal
11
o
l9
:tb
3+
荧光亚层和红外低发射率层。其中,lamgal
11
o
l9
:tb
3+
荧光亚层中tb
3+
的掺杂量为1.5mol%;红外低发射率层是
由agpd导电相和bi2o3‑
tio2‑
al2o3‑
sio2‑
li2o
‑
cao
‑
mgo
‑
b2o3玻璃粘结相所组成,且agpd导电相占红外低发射率层总质量的83%。nicraly金属粘结层的厚度为0.05mm,8ysz陶瓷内层的厚度为0.15mm,lamgal
11
o
l9
:tb
3+
荧光亚层的厚度为0.2mm,红外低发射率层的厚度为0.02mm,涂层总厚度为0.42mm。
[0071]
本实施例的热障/红外低发射率一体化涂层的制备方法,包括以下步骤:
[0072]
(1)lamgal
11
o
l9
:tb
3+
材料的制备:
[0073]
①
原料的混合:按照化学计量比称量氧化镧、氧化镁、氧化铝粉末(摩尔比为1:2:11),加入氧化铽粉末(按铽离子掺杂量为1.5mol%添加),对粉末进行球磨混合,然后烘干、研磨,得到混合粉末;
[0074]
②
高温固相合成粉末:将研磨后的混合粉末置于马弗炉中,1600℃高温煅烧24h,对高温煅烧产物进行研磨得到lamgal
11
o
l9
:tb
3+
粉末;
[0075]
③
喷涂用lamgal
11
o
l9
:tb
3+
材料的制备:将步骤
②
中得到的lamgal
11
o
l9
:tb
3+
粉末与去离子水、阿拉伯树胶粉和柠檬酸三铵通过球磨工艺混合均匀,其中去离子水的质量分数为55%,阿拉伯树胶粉的质量分数为2%,柠檬酸三铵质量分数为1.5%,余量为lamgal
11
o
l9
:tb
3+
粉末,采用喷雾干燥工艺制备出得到类球形团聚粉末颗粒,再通过筛分获得具有一定流动性的lamgal
11
o
l9
:tb
3+
材料;喷雾干燥工艺参数为:出口温度为120℃,进口温度为250℃,浆料送料速度为1.5l/min,雾化盘转速为18000r/min;采用自动振动筛将喷雾干燥后的粉末进行筛分处理,振动筛网目数为80目和300目;
[0076]
(2)采用喷砂粗化工艺在箱式喷砂机中对金属基底表面进行粗化处理;粗化处理工艺参数为:压力为0.2mpa,喷砂距离100mm,砂子粒径为100μm,喷砂时间2min;
[0077]
(3)采用大气等离子喷涂工艺在步骤(2)得到金属基底表面喷涂nicraly金属粘结层,大气等离子喷涂工艺参数为:氩气流量为30l/min,氢气流量为6l/min;电流大小控制为480a,功率为30kw;送粉氩气流量为1.5l/min,送粉量为25g/min;喷涂距离为100mm;
[0078]
(4)以8ysz喷涂粉末为喷涂材料,采用大气等离子喷涂工艺在步骤(3)得到的nicraly金属粘结层表面制备8ysz陶瓷层,大气等离子喷涂工艺的工艺参数为:氩气流量为35l/min,氢气流量为8l/min;电流大小控制为550a,功率为35kw;送粉氩气流量为2.5l/min,送粉量为20g/min;喷涂距离为120mm;
[0079]
(5)以步骤(1)得到的lamgal
11
o
l9
:tb
3+
材料为喷涂材料,采用大气等离子喷涂工艺在步骤(4)得到的8ysz陶瓷层表面制备lamgal
11
o
l9
:tb
3+
荧光亚层;大气等离子喷涂工艺的工艺参数为:氩气流量为35l/min,氢气流量为8l/min;电流大小控制为550a,功率为35kw;送粉氩气流量为2.5l/min,送粉量为20g/min;喷涂距离为120mm;
[0080]
(6)以红外低发射率涂料为原料,通过空气喷涂
‑
热处理工艺在步骤(5)得到的lamgal
11
o
l9
:tb
3+
荧光亚层表面制备红外低发射率层,热处理工艺参数为:峰值烧结温度为380℃,升温速度为20℃/min,烧结时间为25min,烧结气氛为空气,完成热障/红外低发射率一体化涂层的制备。
[0081]
红外低发射率涂料由以下方法制备而成:将玻璃原料粉体混合均匀后经1500℃的温度熔炼3h得到玻璃熔体,然后将得到的玻璃熔体倒入去离子水中进行淬冷,得到玻璃渣;将玻璃渣球磨成玻璃粉,将玻璃粉与银钯粉在行星式重力搅拌机混合成混合粉,行星式重力搅拌机的公转速度1300rpm,自转速度为公转速度的45%,搅拌时间75min;然后将混合粉
与有机载体在三辊研磨机中研磨混合,三辊研磨机的转速为350r/min,研磨混料时间为3h,得到红外低发射率涂料。红外低发射率涂料的粘度为190pa
·
s。红外低发射率涂料中,混合粉的质量分数为75%,有机载体质量分数为25%,混合粉中银钯粉的质量分数为80%;有机载体主要由质量分数为84%的柠檬酸三丁酯、3%的硝酸纤维素和13%卵磷脂组成。玻璃原料粉体由以下质量百分比的组分组成:bi2o355%,tio25%,al2o33%,sio222%,li2o 4%,cao3%,mgo3%,b2o35%。
[0082]
本实施例制备的热障/红外低发射率一体化涂层平板样中,涂层厚度为0.42mm。平板样在254nm紫外光的照射下其红外层损伤部位发出明显的绿色荧光,其余部位无荧光产生,实现红外低发射率层的破损指示。
[0083]
前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1