一种细长铸件反变形量的铸造工艺的制作方法
1.本发明属于工件铸造技术领域,涉及一种细长铸件反变形量的铸造工艺。
背景技术:
2.铸造就是熔炼金属,制造铸型,并将熔融金属浇入铸型,凝固后获得具有一定形状、尺寸和性能金属零件毛坯的成型方法;也可以说是将金属熔炼符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。细长结构铸件是指长度及长宽比较大的铸件,一般截面壁厚变化大,尺寸精度要求高。由于壁厚差异、接触冷却介质的先后顺序差异、温度场的不均匀性等因素,导致铸件在铸型中凝固冷却时上下表面及壁厚不同部位的冷却速率不一,产生极大的内应力(热应力为主),冷却慢处呈现拉应力,冷却快处则呈现压应力,随时间推移与尺寸延伸,引起相应的应变并逐步累积,最终使细长铸件在纵向或/和横向表现出较大翘曲(应力总和为压应力)或凹陷(应力总和为拉应力)变形。由于细长结构铸件在铸造冷却时易变形,往往在做铸造工艺需要增加反变形量,常规工艺,细长结构铸件铸造工艺设计时须将模型分成几段,造型时将各段模型在造型平台上垫出变形量,然后再安放砂箱,放树脂砂造型。
3.在实现本发明过程中,发明人发现现有技术中至少存在如下问题:
4.1、铸件越长时,需要的砂箱就越长,长砂箱要保证铸造时的刚度,砂箱的壁厚和加强筋就必须加大,导致砂箱的总重量增加,起吊钢丝绳和吊钩就需要加大,造型所用砂箱重量大,对吊具要求高,可能会超出行车起吊能力,存在安全隐患;
5.2、砂箱重量大,导致砂箱成本大幅度增加,不利于生产制造;
6.3、需要与砂箱匹配的吊具,越重的砂箱,吊具成本越高,不利于生产制造;
7.4、由于砂箱重量较大,翻箱时安全隐患大,需要采用专用的翻箱机构翻箱,但在实际生产中,大砂箱专用翻箱机构成本较高,不利于生产制造;
8.5、在造型时模型容易移位,导致反变形量不符合工艺要求,细长铁件的反变形量有时会超过20mm,反变形量大时,垫的模型之间会出现较大缝隙,即使采用木材或芯片背紧,但实际造型中有时还是会出现多段模型中的其中一段或两段模型移位,从而引起反变形量不符合工艺要求,影响产品质量;
9.6、砂箱重量较大,下箱造型后,在翻箱时可能会造成模型局部脱落,无法复原,从而造成上箱所带局部尺寸出现差异,无法保证产品质量。
技术实现要素:
10.鉴于此,本发明目的在于提供一种细长铸件反变形量的铸造工艺,解决制备细长结构铸件时所用砂箱重量大引起的成本高、安全隐患大、反变形量不符合工艺要求和质量不达标等问题。
11.发明人通过长期的探索和尝试,以及多次的实验和努力,不断的改革创新,为解决以上技术问题,本发明提供的技术方案是,提供一种细长铸件反变形量的铸造工艺,包括以
下步骤:(1)模型制作:制作细长铸件的模型,将制作好的模型在长度方向上至少分成两部分;
12.(2)砂箱制作:将上砂箱在长度方向上分为两部分,将下砂箱在长度方向上分为两部分;
13.(3)下砂箱造型:在造型平台上依次摆放制作好的模型,将每个模型对应的下砂箱倒置放在模型上方,每个下砂箱的连接处用封板封住,在至少一个下砂箱中设置内浇道,向每个下砂箱中填充型砂造型;
14.(4)固化翻箱:每个下砂箱静置1h
‑
3h,待其内部的型砂固化成型,再分别进行翻箱;
15.(5)上砂箱造型:将每个上砂箱盖合于其对应的下砂箱之上,然后在至少一个上砂箱中设置浇注系统和冒口,然后向每个上砂箱中填充型砂造型;
16.(6)固化取模:每个上砂箱静置1h
‑
3h,待其内部的型砂固化成型后,取出模型;
17.(7)摆铸型:将两个下砂箱吊运到铸造场地后初步拼接在一起,再通过需要预设的反变形量对两个下砂箱之间的位置进行调整,然后将两个下砂箱固定连接;
18.(8)下砂箱封堵补形:将两个下砂箱两侧的间隙用封板封堵,向间隙中填充型砂补出随形;
19.(9)下芯合箱:在下砂箱中装好型芯,再将两个下砂箱分别盖合在对应的上砂箱上,两个上砂箱两侧的间隙用封板封堵,向间隙中填充型砂补出随形。
20.根据本发明一种细长铸件反变形量的铸造工艺的一个具体实施方式,所述步骤1中相邻两段模型长度差小于2m。
21.根据本发明一种细长铸件反变形量的铸造工艺的一个优选实施方式,所述步骤2中,两个上砂箱镜像对称,两个下砂箱镜像对称。
22.根据本发明一种细长铸件反变形量的铸造工艺的一个进一步的实施方式,所述步骤3中,下砂箱中还设有冷铁。
23.根据本发明一种细长铸件反变形量的铸造工艺的一个进一步的实施方式,所述步骤5中,上砂箱中还设有排气装置。
24.根据本发明一种细长铸件反变形量的铸造工艺的一个进一步的实施方式,所述每个上砂箱的长度和与其配合的下砂箱长度匹配。
25.根据本发明一种细长铸件反变形量的铸造工艺的一个进一步的实施方式,所述型砂为树脂砂。
26.根据本发明一种细长铸件反变形量的铸造工艺的一个进一步的实施方式,所述下砂箱中的内浇道与上砂箱中的浇注系统连通。
27.根据本发明一种细长铸件反变形量的铸造工艺的一个进一步的实施方式,所述浇注系统包括直浇道、横浇道和内浇道,所述直浇道与横浇道连接,所述横浇道与内浇道连接。
28.与现有技术相比,上述技术方案中的一个技术方案具有如下优点:
29.a)本发明采用一种细长铸件反变形量的铸造工艺,将模型在长度方向上至少分成两部分,将上砂箱在长度方向上分为两部分,将下砂箱在长度方向上分为两部分,造好铸型后将砂箱按照反变形量的要求调整好后连接固定,再进行浇注,能够减少砂箱的厚度及所
用加强筋的大小和厚度,从而减小砂箱整体的重量,降低制造砂箱的成本;便于工作人员搬运砂箱,能够采用低成本的通用小吊具搬运砂箱,不需要采用高成本的专用大吊具搬运砂箱,减少了吊具成本;由于砂箱重量小,能够通过人工进行翻箱,成本低,并且降低了翻箱时的安全隐患,模型不易从砂箱中脱落;反变形量容易调整,在砂箱组型时随时进行调整。
30.b)本发明采用相邻两段模型长度差小于2m的设置,方便工作人员制造相应长度的砂箱,确保产品质量。
31.c)本发明采用两个上砂箱镜像对称,两个下砂箱镜像对称的设置,使得砂箱在结构上具有工业美感,并且便于工作人员制造砂箱。
32.d)本发明采用下砂箱中设有冷铁的设置,能够加快铸件的冷却速度,提高铸件的生产效率;减少冒口尺寸,提高工艺出品率;可改善补缩通道,可提高铸件内部质量等级,提供优质铸件;消除局部热应力,防止裂纹。
33.e)本发明采用上砂箱中设有排气装置的方法,能够在浇注时将砂箱内部的热气迅速排出,避免型砂内的气体排气不畅,气体会冲破型砂内表面的耐火层进入到型腔内,导致铸件存在气孔或缩孔,严重影响铸件质量。
34.f)本发明采用每个上砂箱的长度和与其配合的下砂箱长度匹配,使得本发明中所用的砂箱整体结构规整,便于制造。
35.g)本发明采用的型砂为树脂砂,树脂砂成本低,造型效果好。
36.h)本发明采用下砂箱中的内浇道与上砂箱中的浇注系统连通的设置,通过上砂箱浇注就能够对砂箱内部整体进行填充,浇注过程方便快捷。
附图说明
37.为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
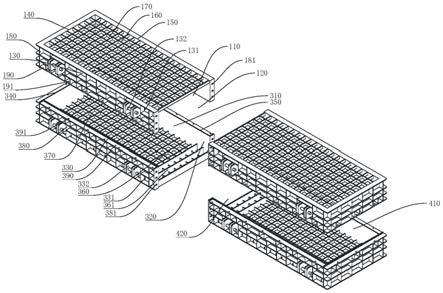
38.图1是本发明中所用砂箱一较佳实施例的立体结构爆炸参考图。
39.图2是图1另一视角下的参考图。
40.图中标记分别为:110第一开口、120第二开口、130第一侧板、131第一安装槽、132第一起吊装置、140第二侧板、150第三侧板、151第二安装槽、160第一竖直板、170第一水平板、180第三竖直板、181第一固定孔、190第三水平板、191第一固定槽、210第五开口、220第六开口、310第三开口、320第四开口、330第四侧板、331第三安装槽、332第二起吊装置、340第五侧板、350第六侧板、351第四安装槽、360第二竖直板、361延伸部、370第二水平板、380第四竖直板、381第二固定孔、390第四水平板、391第二固定槽、410第七开口、420第八开口。
具体实施方式
41.下面结合附图与一个具体实施例进行说明。
42.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领
域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。
43.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中可以不对其进行进一步定义和解释。
44.实施例1:
45.本实施例所描述的是一种细长铸件反变形量的铸造工艺,包括以下步骤:
46.(1)模型制作:制作细长铸件的模型,将制作好的模型在长度方向上至少分成两部分,相邻两个模型段的长度差小于2m,与模型配合使用的砂箱长度与模型相匹配,方便工作人员制造生产过程中所用的砂箱,另外,在调整反变形量时,避免调整的量过大,不方便调整,导致成品质量差。在本实施例中,模型可以采用金属模、木模或消失模中的任意一种,将模型制作好之后在长度方向上进行切割均分为两段,需要说明的是,模型所采用的材料不属于本发明的改进点,对本领域技术人员来说,能够根据实际需求选择合适的材料制作模型;
47.(2)砂箱制作:将上砂箱在长度方向上分为两部分,将下砂箱在长度方向上分为两部分,本发明中的砂箱结构参见图1至图2,砂箱包括第一上砂箱、第二上砂箱、第一下砂箱和第二下砂箱,所述第一上砂箱的顶部为网格状结构,第一上砂箱的底部设有第一开口110,第一上砂箱的一端设有第二开口120,所述第一下砂箱的底部为网格状结构,第一下砂箱的顶部设有第三开口310,第一下砂箱的一端设有第四开口320,所述第二上砂箱的顶部为网格状结构,第二上砂箱的底部设有第五开口210,第二上砂箱的一端设有第六开口220,所述第二下砂箱的底部为网格状结构,第二下砂箱的顶部设有第七开口410,第二下砂箱的一端设有第八开口420,所述第一下砂箱的第四开口320与第二下砂箱的第八开口420可拆卸连接,所述第一上砂箱的第二开口120与第二上砂箱的第六开口220可拆卸连接,所述第一上砂箱的第一开口110盖合于第一下砂箱的第三开口310之上,所述第二上砂箱的第五开口210盖合于第二下砂箱的第七开口410之上。本发明中的砂箱将上砂箱分为第一上砂箱和第二上砂箱两部分,将下砂箱分为第一下砂箱和第二下砂箱两部分,能够降低第一上砂箱、第二上砂箱、第一下砂箱和第二下砂箱的壁厚,从而减少每个砂箱的重量,能够减少制造砂箱的成本;并且在搬运砂箱时,采用小的通用吊具就可以,能够减少成本,不需要采用大的专用吊具,大的专用吊具使用频率低,成本高,由于砂箱重量小,在进行翻箱操作时安全隐患低,通过人工翻箱即可,不需要采用大砂箱专用翻箱机构,大砂箱专用翻箱机构成本较高,不适合一般的铸造企业。
48.具体的,所述第一下砂箱包括第四侧板330、第五侧板340和第六侧板350,所述第四侧板330的一端与第五侧板340的一端连接,所述第五侧板340的另一端与第六侧板350的一端连接,所述第四侧板330的底部和第六侧板350的底部之间设有多个第二竖直板360,所述第四侧板330的底部设有多个第三安装槽331,所述第六侧板350的底部设有与多个第三安装槽331对应的多个第四安装槽351,每个第二竖直板360的一端安装在一个第三安装槽331内,每个第二竖直板360的另一端安装在与第三安装槽331对应的第四安装槽351内,所述第五侧板340的底部有多个向第四开口320方向设置的第二水平板370,所述多个第二水平板370分别穿过多个第二竖直板360形成网格状结构,所述第二下砂箱与第一下砂箱呈镜
像对称。在本实施例中,第四侧板330、第五侧板340和第六侧板350为钢板,通过焊接形成第一下砂箱,多个第二竖直板360安装在第三安装槽331和相对应的第四安装槽351内,能够提高第一上砂箱整体结构的稳固性,在使用过程中避免其变形,多个第二水平板370和多个第二竖直板360配合形成网格状结构,能够进一步提高第一下砂箱整体结构的稳固性,并且在型砂固化后与网格状结构相连接,能够提高成型的型砂与砂箱连接关系稳固可靠,避免成型的型砂脱离砂箱影响生产制造或降低铸件质量,第二下砂箱与第一下砂箱镜像对称,便于生产制造,简化铸件工艺流程,并使得本发明具有一定的工业美感。
49.具体的,所述第一侧板130、第二侧板140和第三侧板150上均设有多个第三竖直板180和多个第三水平板190,所述靠近第一上砂箱与第二上砂箱连接处的第三竖直板180上设有多个第一固定孔181。在本实施例中,第三竖直板180和第三水平板190能够进一步提高第一沙沙响整体结构的稳固性,因第二上砂箱与第一上砂箱镜像对称,因此第二工作人员在进行第一上砂箱与第二上砂箱的连接时,能够采用螺栓穿过第一固定孔181和第二上砂箱上的固定孔后再配合螺母将第一上砂箱与第二上砂箱连接固定。
50.具体的,所述第四侧板330、第五侧板340和第六侧板350上均设有多个第四竖直板380和多个第四水平板390,所述靠近第一下砂箱与第二下砂箱连接处的第四竖直板380上设有多个第二固定孔381。在本实施例中,同样的,第四竖直板380和第四水平板390能够进一步提高第一下砂箱整体结构的稳固性,并且由于第二下砂箱与第一下砂箱镜像对称,因此工作人员在进行第一下砂箱与第二下砂箱的连接时,能够采用螺栓穿过第二固定孔381和第二下砂箱上的固定孔后再配合螺母将第一下砂箱与第二下砂箱连接固定。
51.具体的,所述靠近第一上砂箱与第一下砂箱盖合处的第三水平板190上设有多个第一固定槽191,靠近第一上砂箱与第一下砂箱盖合处的第四水平板390上设有多个与第一固定槽191配合的第二固定槽391。在本实施例中,上砂箱盖合在下砂箱上后,每个第一固定槽191分别对应一个第二固定槽391,第一固定槽191和第二固定槽391是“u”形槽,方便工作人员将螺栓推到第一固定槽191和第二固定槽391中,在通过螺母将上砂箱和下砂箱固定牢固。
52.具体的,所述靠近第四开口320的3个第二竖直板360上设有延伸部361。在本实施例中,通过在接口处的第二竖直板360上设置延伸部361能够使得靠近接口处的第二竖直板360高度高于内部的第二竖直板360,能够提高砂箱连接处的稳固性,进一步加强砂箱的结构。
53.(3)下砂箱造型:在造型平台上依次摆放制作好的模型,将每个模型对应的下砂箱倒置放在模型上方,每个下砂箱的连接处用封板封住,在至少一个下砂箱中设置内浇道,向每个下砂箱中填充型砂造型,在本实施例中,所用封板为5mm厚的钢板,封板插在下砂箱缺口处的树脂砂中,内浇道用于将金属液引入到型槽中;
54.(4)固化翻箱:每个下砂箱静置3h,待其内部的型砂固化成型,再分别进行翻箱;
55.(5)上砂箱造型:将每个上砂箱盖合于其对应的下砂箱之上,然后在至少一个上砂箱中设置浇注系统和冒口,然后向每个上砂箱中填充型砂造型,在本实施例中,浇注系统包括直浇道、横浇道和内浇道,直浇道与横浇道连接,横浇道与内浇道连接,上砂箱中的内浇道与下砂箱中的内浇道连通;
56.(6)固化取模:每个上砂箱静置3h,待其内部的型砂固化成型后,取出模型;
57.(7)摆铸型:将两个下砂箱吊运到铸造场地后初步拼接在一起,再通过需要预设的反变形量对两个下砂箱之间的位置进行调整,然后将两个下砂箱固定连接,在本实施例中,摆铸型具体包括以下几个步骤:
①
先将两段砂箱初步拼接在一起后,每段砂箱底部的4个角下方垫上垫块,然后通过眼观法将两段砂箱的侧面对直;
②
用卷尺测量两段下砂箱的长度尺寸,如果长度尺寸大于工艺要求尺寸,将其中一段砂箱向内收,如果长度尺寸小于工艺要求尺寸,将其中一段砂箱向外推;
③
通过渔网线进行测量,将渔网线的一端套牢在长度不小于100mm的铁钉上,在铸型长度方向侧面一端上选一点,该点距此端端头的距离小于50mm,将铁钉钉到该点上;再将渔网线的另一端牵到该面的另一端,再选距离小于另一端面50mm处的一点,然后通过另一长度不小于100mm的铁钉将渔网线的另一端钉在此处,需要说明的是,两个铁钉的位置在铸型上的同一平面;然后在渔网线与铸型的侧面间安放等高块,用直板尺检查中间缺口处铸型面与渔网线间的距离,无侧弯变形要求的铸件,需保证两段缺口附近铸型面与渔网线的距离同等高块的高度差小于1mm,有侧弯变形要求的铸件,两段缺口附近铸型面与渔网线的距离同等高块的高度差即为侧弯变形量;
④
在铸型的两端分型面上各取一点钉上长度不小于100mm的铁钉,共钉4处,然后分别用渔网线将铁钉对角连接起来,在两端渔网线与分型面之间各放一个等高块,检查渔网线中间交叉处是否重线,若不重线,需垫线矮的对角任一端头至渔网线重合,若交叉处渔网线重合,将上面的一根渔网线翻倒下方,检查交叉处是否重线,若不重线,需对垫线矮的对角任一端头进行调整直至渔网线重合;
⑤
在铸型的两个导轨面上各钉一个长度不小于100mm的铁钉,共钉4处,用渔网线将每个导轨面间的铁钉连接起来,拉紧,在渔网线与导轨面间垫等高块,用直板尺测量缺口附近两端渔网线到导轨间的尺寸,控制在工艺要求范围内,尺寸大于工艺要求,就在对应处砂箱下方垫块上加薄钢板,尺寸小于工艺要求,就将对应处砂箱下方的垫块更换薄一点的垫块。
58.(8)下砂箱封堵补形:将两个下砂箱两侧的间隙用封板封堵,向间隙中填充型砂补出随形;
59.(9)下芯合箱:在下砂箱中装好型芯,再将两个下砂箱分别盖合在对应的上砂箱上,两个上砂箱两侧的间隙用封板封堵,向间隙中填充型砂补出随形。
60.在本实施例中,补出随形是指将型砂按照成形的铸型在砂箱内的形状填充在两个砂箱之间的间隙中。
61.实施例2:
62.本实施例所描述的是一种细长铸件反变形量的铸造工艺,包括以下步骤:
63.(1)模型制作:制作细长铸件的模型,将制作好的模型在长度方向上至少分成两部分;
64.(2)砂箱制作:将上砂箱在长度方向上分为两部分,将下砂箱在长度方向上分为两部分,在本实施例中,两段上砂箱的长度分别和与其配合的下砂箱长度相匹配,使得砂箱整体结构规整,便于生产制造;
65.(3)下砂箱造型:在造型平台上依次摆放制作好的模型,将每个模型对应的下砂箱倒置放在模型上方,每个下砂箱的连接处用封板封住,在至少一个下砂箱中设置内浇道和冷铁,向每个下砂箱中填充树脂砂造型,在本实施例中,冷铁是指为加快铸件局部冷却速度,在型腔内部,型腔表面及铸型内部安放的激冷物。冷铁与浇注系统、冒口系统配合使用,控制铸件的凝固顺序,以获得合格铸件。采用冷铁能够加速铸件冷却速度,提高生产效率;
66.(4)固化翻箱:每个下砂箱静置1h,待其内部的树脂砂固化成型,再分别进行翻箱;
67.(5)上砂箱造型:将每个上砂箱盖合于其对应的下砂箱之上,然后在至少一个上砂箱中设置浇注系统、冒口和排气装置,然后向每个上砂箱中填充树脂砂造型,在本实施例中,排气装置采用的是ф50钢管,在制造模型时会在模型上预留标记用于安装排气装置,工作人员在设置排气装置时需要将ф50钢管插在模型预留的标记处,在进行浇注时通过排气装置能够将砂箱内部的热气迅速排出,避免树脂砂内的气体排气不畅,气体会冲破树脂砂内表面的耐火层进入到型腔内,导致铸件存在气孔或缩孔,严重影响铸件质量;
68.(6)固化取模:每个上砂箱静置1h,待其内部的树脂砂固化成型后,取出模型;
69.(7)摆铸型:将两个下砂箱吊运到铸造场地后初步拼接在一起,再通过需要预设的反变形量对两个下砂箱之间的位置进行调整,然后将两个下砂箱固定连接;
70.(8)下砂箱封堵补形:将两个下砂箱两侧的间隙用封板封堵,向间隙中填充树脂砂补出随形;
71.(9)下芯合箱:在下砂箱中装好型芯,再将两个下砂箱分别盖合在对应的上砂箱上,两个上砂箱两侧的间隙用封板封堵,向间隙中填充树脂砂补出随形。
72.以上仅是本发明的优选实施方式,应当指出的是,上述优选实施方式不应视为对本发明的限制,本发明的保护范围应当以权利要求所限定的范围为准。对于本技术领域的普通技术人员来说,在不脱离本发明的精神和范围内,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1