一种基于声发射的金刚石工具修整状态识别方法与流程
1.本发明属于先进制造技术领域,具体涉及一种基于声发射的金刚石工具加工过程中修整径向圆跳动这一工序是否完成的识别方法。
背景技术:
2.目前在金刚石工具加工领域,磨削加工过程智能化程度低,金刚石工具加工是一个极其复杂的、受各种因素影响的精密加工过程,目前金刚石工具加工过程主要靠加工工人的感觉来判断,具体来说,在金刚石滚轮加工生产的过程中,用来检测径向圆跳动的修整是否完成需要停机检测,将滚轮从磨床上取下,再将其放在偏摆仪上用千分表进行检测。在这个过程中很大程度上依赖人工操作,这样做会出现重复装夹误差。
技术实现要素:
3.本发明的目的是针对现有技术的不足,提供一种加工效率高、装配精度高的基于声发射的金刚石工具修整状态识别方法。
4.本发明是通过以下技术方案实现的:
5.一种基于声发射的金刚石工具修整状态识别方法,在磨床床身上安装有金刚石工具,金刚石工具的另外一侧设置砂轮,砂轮对金刚石工具的径向外圆进行磨削修整;砂轮固定在滑座;在磨床上固定声发射传感器,声发射传感器位于金刚石工具和砂轮磨削接触位的下部,声发射信号的采集设备分别采集修整径向圆跳动时的声发射信号和修整结束时的声发射信号,并对信号做如下处理:
6.①
、分别采集修整径向圆跳动时的声发射信号和修整结束时的声发射信号;
7.②
、利用高通滤波对采集到的声发射信号进行预处理,把采集到的声发射信号低于10khz的信号滤掉;
8.③
、对进行预处理过的信号进行小波分析。用sym4小波基对声发射信号进行五层分解,得到小波分解系数。对分解后的小波系数进行有效值x
rms
,方差v
var
,小波能谱系数η
k
计算,对得到的数据进行归一化处理,建立数据库;
9.④
、将对实验数据信号分析和特征选择后得到的数据集划分为训练样本和测试样本;将训练样本输入svm里面进行训练,得到修整态识别模型;
10.⑤
、将测试样本输入建立的修整状态识别模型识别金刚石工具径向圆跳动修整状态。
11.将修整状态下的信号数据标签设定为1,修整完成时的设定为0;对信号进行分段处理,以40ms为一样本段,对每个样本段的数据进行小波变换,计算分解的小波系数有效值、方差以及小波能谱系数;采用交叉验证的方法,将两种状态的数据分别随机选出一部分作为训练样本,剩下的为测试样本;将训练样本输入svm里面进行训练,得到修整态识别模型。
12.声发射信号的采集设备包括声发射传感器,电荷放大器和数据采集卡,计算机;声
发射传感器与前置放大器连接、前置放大器与与数据采集卡连接、数据采集卡通过usb数据线连接计算机。
13.本发明通过采集修整金刚石工具径向圆跳动加工过程中和加工完成时的声发射信号,采用sym4小波对金刚石工具的发射信号进行分解,对分解后的小波系数进行有效值,方差,和小波能谱系数计算,然后将特征向量输入到svm里面进行分类训练,最终实现修整状态是否完成的识别。本专利申请达到了如下有益效果:一是提高了加工效率,二是减少了重复装夹误差,三是减轻了工人操作。
附图说明
14.图1为本发明的结构示意图。
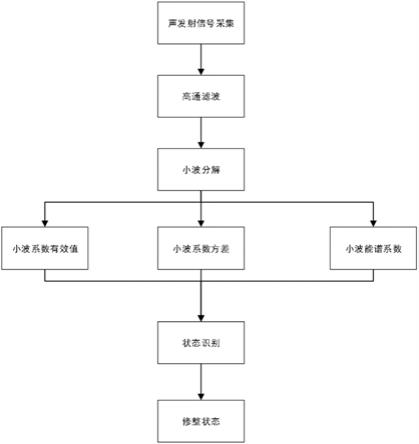
15.图2为本发明信号处理流程图。
16.图3为本发明的测量原理框图。
具体实施方式
17.本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
18.如图1所示,一种基于声发射的金刚石工具修整状态识别方法,在磨床床身1上安装有金刚石工具5,金刚石工具的另外一侧设置砂轮4,砂轮4对金刚石工具5的径向外圆进行磨削修整。砂轮4固定在滑座3上,滑座3滑动设置在磨床上,滑座3由外部动力带动滑动。在磨床上固定声发射传感器2,声发射传感器2位于金刚石工具5和砂轮4磨削接触位的下部,分别采集修整径向圆跳动时的声发射信号和修整结束时的声发射信号。
19.声发射信号的采集设备包括声发射传感器2,电荷放大器和数据采集卡,计算机。声发射传感器2与前置放大器连接、前置放大器与与数据采集卡连接、数据采集卡通过usb数据线连接计算机。声发射传感器2安装在磨削区域上采集磨削加工中的声发射信号,经前置放大器对信号进行放大后传入数据采集卡,数据采集卡对其进行转换后输入计算机进行采集,如图3所示。
20.如图2所示,计算机的信号处理流程为:
21.①
、分别采集修整径向圆跳动时的声发射信号和修整结束时的声发射信号。
22.②
、利用高通滤波对采集到的声发射信号进行预处理,把采集到的声发射信号低于10khz的信号滤掉。
23.③
、对进行预处理过的信号进行小波分析。用sym4小波基对声发射信号进行五层分解,得到小波分解系数。对分解后的小波系数进行有效值x
rms
,方差v
var
,小波能谱系数η
k
计算,对得到的数据进行归一化处理,建立数据库。
[0024][0025]
3990.0360.0360.0226.1e
‑
45.6e
‑
51.9e
‑
54000.0340.0320.0195.2e
‑
45.8e
‑
52.0e
‑5[0035]
表2
[0036]
表3为小波能谱系数:
[0037]
序号a5d5d4d3d2d1167.230.2580.3941.7492.55227.82281.040.3120.2971.2831.80415.26371.530.2960.2661.0822.49224.33467.070.6320.5562.2193.25726.26
…………………
39752.970.7481.0313.9564.89536.6139861.740.2560.4191.8753.10132.6139983.270.2390.2420.9831.32313.9440073.940.3290.3571.6202.44721.31
[0038]
表3
[0039]
⑤
、将测试样本输入建立的修整状态识别模型识别金刚石工具径向圆跳动修整状态。
[0040]
本发明针对超硬材料复杂形面磨削过程智能化程度低,加工过程难以通过传统的方法分析的问题,提取声发射信号中能够表现金刚石滚轮不同修圆状态的特征参数,构建声发射信号与不同加工状态之间的关系,结合机器学习中的支持向量机从而建立加工分类预测模型,为自动化加工的实现打下基础。
[0041]
以上所述的仅是本发明的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本发明整体构思前提下,还可以作出若干改变和改进,这些也应该视为本发明的保护范围。
技术特征:
1.一种基于声发射的金刚石工具修整状态识别方法,其特征在于:在磨床床身(1)上安装有金刚石工具(5),金刚石工具的另外一侧设置砂轮(4),砂轮(4)对金刚石工具(5)的径向外圆进行磨削修整;砂轮(4)固定在滑座(3);在磨床上固定声发射传感器(2),声发射传感器(2)位于金刚石工具(5)和砂轮(4)磨削接触位的下部,声发射信号的采集设备分别采集修整径向圆跳动时的声发射信号和修整结束时的声发射信号,并对信号做如下处理:
①
、分别采集修整径向圆跳动时的声发射信号和修整结束时的声发射信号;
②
、利用高通滤波对采集到的声发射信号进行预处理,把采集到的声发射信号低于10khz的信号滤掉;
③
、对进行预处理过的信号进行小波分析:用sym4小波基对声发射信号进行五层分解,得到小波分解系数。对分解后的小波系数进行有效值x
rms
,方差v
var
,小波能谱系数η
k
计算,对得到的数据进行归一化处理,建立数据库;
④
、将对实验数据信号分析和特征选择后得到的数据集划分为训练样本和测试样本;将训练样本输入svm里面进行训练,得到修整态识别模型;
⑤
、将测试样本输入建立的修整状态识别模型识别金刚石工具径向圆跳动修整状态。2.根据权利要求1所述的基于声发射的金刚石工具修整状态识别方法,其特征在于:将修整状态下的信号数据标签设定为1,修整完成时的设定为0;对信号进行分段处理,以40ms为一样本段,对每个样本段的数据进行小波变换,计算分解的小波系数有效值、方差以及小波能谱系数;采用交叉验证的方法,将两种状态的数据分别随机选出一部分作为训练样本,剩下的为测试样本;将训练样本输入svm里面进行训练,得到修整态识别模型。3.根据权利要求1所述的基于声发射的金刚石工具修整状态识别方法,其特征在于:声发射信号的采集设备包括声发射传感器(2),电荷放大器和数据采集卡,计算机;声发射传感器(2)与前置放大器连接、前置放大器与与数据采集卡连接、数据采集卡通过usb数据线连接计算机。
技术总结
一种基于声发射的金刚石工具修整状态识别方法,在磨床床身上安装有金刚石工具,金刚石工具的另外一侧设置砂轮,砂轮对金刚石工具的径向外圆进行磨削修整;砂轮固定在滑座;在磨床上固定声发射传感器:
技术研发人员:朱振伟 付庭斌 张瑞 李和林 郑凯 赵华东
受保护的技术使用者:郑州郑大智能科技股份有限公司
技术研发日:2021.08.03
技术公布日:2021/12/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1