一种有色拉丝镀锌板及其制备方法与流程
1.本技术涉及金属复合材料技术领域,特别是一种有色拉丝镀锌板及其制备方法。
背景技术:
2.不锈钢是指耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学浸蚀性介质腐蚀的钢,又称不锈耐酸钢。不锈钢拉丝板是不锈钢表面经过拉丝工艺处理得到的产品。不锈钢拉丝板表面具有特定形状的纹理,比普通的亮面不锈钢耐磨性更好,同时可以实现一定的装饰效果。
3.不锈钢拉丝板的制备方法包括以下步骤:不锈钢基板
→
开卷
→
预清洗
→
油磨抛光
→
油磨磨砂、拉丝
→
清洗
→
烘干
→
卷取
→
成品,其中,拉丝过程一般是将砂带作为研磨耗材,在不锈钢基板的表面进行物理拉丝得到成品。
4.但是,现有的不锈钢拉丝工艺采用不锈钢作为基板,采用砂带作为研磨耗材,材料成本较高,且生产效率较低,导致不锈钢拉丝板的综合成本较高;制备得到的不锈钢拉丝板颜色单一,无法实现各类装饰效果;此外,由于人体尤其是手掌具有比较旺盛的油脂和汗液分泌,不锈钢拉丝板经常用手触摸会留下比较明显的指纹,需要定期擦洗。
技术实现要素:
5.鉴于所述问题,提出了本技术以便提供克服所述问题或者至少部分地解决所述问题的一种有色拉丝镀锌板及其制备方法,包括:
6.一种有色拉丝镀锌板,包括:金属基板、第一锌层、第二锌层、拉丝层和耐指纹层;所述金属基板的表面经镀锌处理后分别形成所述第一锌层和所述第二锌层;所述第一锌层的表面经拉丝处理后形成所述拉丝层;所述拉丝层的表面涂覆有所述耐指纹层。
7.优选地,还包括钝化层;所述第二锌层的表面经钝化处理后形成所述钝化层。
8.优选地,所述拉丝层的纹路为直纹。
9.优选地,所述金属基板的厚度为0.25mm
‑
1.5mm。
10.优选地,所述第一锌层和所述第二锌层的面密度为20
‑
150g/m2。
11.优选地,所述拉丝层的表面粗糙度为0.5
‑
2.0μm。
12.优选地,所述耐指纹层的厚度为0.2
‑
2μm。
13.优选地,所述钝化层的厚度为0.2
‑
1.2μm。
14.一种如上述所述的有色拉丝镀锌板的制备方法,包括:
15.对金属基板进行预处理,获得表面平整的所述金属基板;
16.对表面平整的所述金属基板进行镀锌处理,使所述金属基板的表面形成所述第一锌层和所述第二锌层;
17.对所述第一锌层的表面进行拉丝处理,使所述第一锌层的表面形成所述拉丝层;
18.将有色耐指纹涂料涂覆在所述拉丝层的表面;
19.对涂覆有所述有色耐指纹涂料的所述拉丝层进行烘干处理,使所述有色耐指纹涂
料在所述拉丝层的表面形成所述耐指纹层,获得所述有色拉丝镀锌板。
20.优选地,所述对所述第一锌层的表面进行拉丝处理的步骤,包括:
21.采用百洁布作为研磨材料,对所述第一锌层的表面进行拉丝处理。
22.本技术具有以下优点:
23.在本技术的实施例中,通过金属基板、第一锌层、第二锌层、拉丝层和耐指纹层;所述金属基板的表面经镀锌处理后分别形成所述第一锌层和所述第二锌层;所述第一锌层的表面经拉丝处理后形成所述拉丝层;所述拉丝层的表面涂覆有所述耐指纹层,可以在实现拉丝效果的同时提升所述金属基板的防腐性能和耐指纹性能。
附图说明
24.为了更清楚地说明本技术的技术方案,下面将对本技术的描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
25.图1是本技术一实施例提供的一种有色拉丝镀锌板的结构示意图;
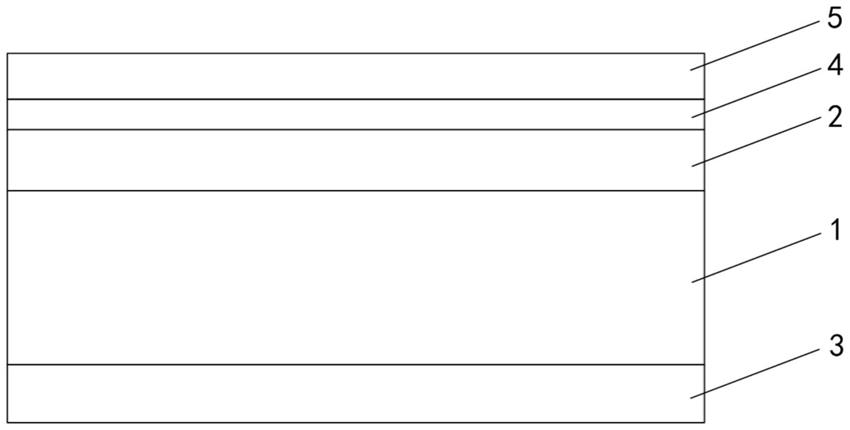
26.图2是本技术一实施例提供的一种有色拉丝镀锌板的结构示意图;
27.图3是本技术一实施例提供的一种有色拉丝镀锌板的制备方法的步骤流程图。
28.说明书附图中的附图标记如下:
29.1、金属基板;2、第一锌层;3、第二锌层;4、拉丝层;5、耐指纹层;6、钝化层。
具体实施方式
30.为使本技术的所述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本技术作进一步详细的说明。显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
31.参照图1,示出了本技术一实施例提供的一种有色拉丝镀锌板,包括:金属基板1、第一锌层2、第二锌层3、拉丝层4和耐指纹层5;所述金属基板1的表面经镀锌处理后分别形成所述第一锌层2和所述第二锌层3;所述第一锌层2的表面经拉丝处理后形成所述拉丝层4;所述拉丝层4的表面涂覆有所述耐指纹层5。
32.在本技术的实施例中,通过金属基板1、第一锌层2、第二锌层3、拉丝层4和耐指纹层5;所述金属基板1的表面经镀锌处理后分别形成所述第一锌层2和所述第二锌层3;所述第一锌层2的表面经拉丝处理后形成所述拉丝层4;所述拉丝层4的表面涂覆有所述耐指纹层5,可以在实现拉丝效果的同时提升所述金属基板1的防腐性能和耐指纹性能。
33.下面,将对本示例性实施例中一种有色拉丝镀锌板作进一步地说明。
34.作为一种示例,所述金属基板1为不锈钢基板,所述第一锌层2和所述第二锌层3可以防止所述金属基板1表面遭受腐蚀,从而延长所述金属基板1的使用寿命;并且,与所述不锈钢基板相比,所述第一锌层2的硬度较小,可以有效降低拉丝过程中对研磨材料的损耗,从而降低生产成本。
35.所述耐指纹层5由有色耐指纹涂料固化形成,所述有色耐指纹涂料包括耐指纹液和色浆;所述耐指纹液可以是无铬耐指纹液,按重量份数计包括以下组分:交联剂0.5
‑
8份,
树脂乳液30
‑
70份,金属化合物0.1
‑
5份,硅烷0.1
‑
8份,助剂0
‑
5份,水4
‑
69.3份;所述色浆的类型及配比可以根据需要选用。所述耐指纹层5具有较好的耐指纹特性和耐腐蚀特性,并且可以提供半透明的色彩装饰效果。
36.参照图2,本实施例中,还包括钝化层6;所述第二锌层3的表面经钝化处理后形成所述钝化层6。所述钝化层6可以提高所述第二锌层3的抗腐蚀性能。
37.本实施例中,所述拉丝层4的纹路为连续的直纹。在其他实施例中,所述拉丝层4的纹路还可以是螺纹、波纹、乱纹、旋纹等。
38.本实施例中,所述金属基板1的厚度为0.25mm
‑
1.5mm,优选为0.25mm、0.5mm、0.75mm、1mm或1.5mm。
39.本实施例中,所述第一锌层2和所述第二锌层3的面密度为20
‑
150g/m2,优选为20g/m2、50g/m2、80g/m2、120g/m2或150g/m2。
40.本实施例中,所述拉丝层4的表面粗糙度为0.5
‑
2.0μm,优选为0.5μm、0.8μm、1μm、1.5μm或2μm。
41.本实施例中,所述耐指纹层5的厚度为0.2
‑
2μm,优选为0.2μm、0.5μm、0.8μm、1.5μm或2μm。
42.本实施例中,所述钝化层6的厚度为0.2
‑
1.2μm,优选为0.2μm、0.4μm、0.7μm、1μm或1.2μm。
43.参照图3,示出了本技术一实施例提供的一种如上述所述的有色拉丝镀锌板的制备方法,包括:
44.s310、对金属基板1进行预处理,获得表面平整的所述金属基板1;
45.s320、对表面平整的所述金属基板1进行镀锌处理,使所述金属基板1的表面形成所述第一锌层2和所述第二锌层3;
46.s330、对所述第一锌层2的表面进行拉丝处理并清洗、烘干,使所述第一锌层2的表面形成所述拉丝层4;
47.s340、将有色耐指纹涂料涂覆在所述拉丝层4的表面;
48.s350、对涂覆有所述有色耐指纹涂料的所述拉丝层4进行烘干处理,使所述有色耐指纹涂料在所述拉丝层4的表面形成所述耐指纹层5,获得所述有色拉丝镀锌板。
49.在本技术一实施例中,可以结合下列描述进一步说明步骤s310所述“对金属基板1进行预处理,获得表面平整的所述金属基板1”的具体过程。
50.对所述金属基板1进行开卷和预清洗。
51.对经过预清洗后的所述金属基板1进行活套轧制。需要说明的是,活套轧制是指在比常规轧制温度稍低的条件下,采用强化压下和控制冷却等工艺措施来提高基材的综合性能的一种轧制方法。经过活套轧制后的所述金属基板1具有较好的强度和韧性。
52.对冷却后的所述金属基板1进行表面还原,获得表面平整的所述金属基板1。具体地,可以采用电镀的方式对所述金属基板1进行表面还原。电镀是指镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。经过表面还原后的所述金属基板1具有较好的耐腐蚀性、耐磨性和表面平整度。
53.在本技术一实施例中,可以结合下列描述进一步说明步骤s320所述“对表面平整的所述金属基板1进行镀锌处理,使所述金属基板1的表面形成所述第一锌层2和所述第二
锌层3”的具体过程。
54.将表面平整的所述金属基板1浸没在热浸镀槽中,预设时间后取出。
55.对冷却后形成的所述第一锌层2和所述第二锌层3进行表面光整并烘干。具体地,可以通过超级光磨或抛光的方式对所述第一锌层2和所述第二锌层3进行表面光整。经过光整后的所述第一锌层2和所述第二锌层3具有较好的表面平整度。
56.在本技术一实施例中,可以结合下列描述进一步说明步骤s330所述“对所述第一锌层2的表面进行拉丝处理并清洗、烘干,使所述第一锌层2的表面形成所述拉丝层4,获得所述有色拉丝镀锌板”的具体过程。
57.采用百洁布作为研磨材料,对所述第一锌层2的表面进行拉丝处理并清洗、烘干,使所述第一锌层2的表面形成所述拉丝层4。具体地,直接在镀锌线上对所述第一锌层2进行拉丝处理(可以通过调整所述百洁布的压力得到不同深浅纹路的丝纹),拉丝后所述第一锌层2表面的碎屑、锌粉等杂质通过镀锌在线清洗进行清除。
58.对经过上述处理后的所述金属基板1进行卷取,获得所述有色拉丝镀锌板。
59.在本技术一实施例中,可以结合下列描述进一步说明步骤s340所述“将有色耐指纹涂料涂覆在所述拉丝层4的表面”的具体过程。
60.采用辊涂机将预先配制好的所述有色耐指纹涂料涂覆在所述拉丝层4的表面。
61.在本技术一实施例中,可以结合下列描述进一步说明步骤s350所述“对涂覆有所述有色耐指纹涂料的所述拉丝层4进行烘干处理,使所述有色耐指纹涂料在所述拉丝层4的表面形成所述耐指纹层5”的具体过程。
62.采用烘烤机对涂覆有所述有色耐指纹涂料的所述拉丝层4进行烘干处理,使所述有色耐指纹涂料在所述拉丝层4的表面形成所述耐指纹层5。
63.本实施例中,所述“对涂覆有所述有色耐指纹涂料的所述拉丝层4进行烘干处理,使所述有色耐指纹涂料在所述拉丝层4的表面形成所述耐指纹层5”的步骤之后,还包括:
64.对所述第二锌层3进行钝化处理,使所述第二锌层3的表面形成所述钝化层6。具体地,采用无铬钝化或有铬钝化对所述第二锌层3进行钝化处理,使所述第二锌层3的表面形成所述钝化层6。
65.尽管已描述了本技术实施例的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例做出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本技术实施例范围的所有变更和修改。
66.最后,还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者终端设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者终端设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者终端设备中还存在另外的相同要素。
67.以上对本技术所提供的一种有色拉丝镀锌板及其制备方法,进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思
想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1