大型研磨设备的制作方法
1.本发明涉及一种机械设备领域,尤其涉及一种大型研磨设备。
背景技术:
2.目前在对成型工件进行表面粗糙度和光洁度处理时,有一些是采用化学药剂进行浸泡的方法,但是这样存在的缺点是操作复杂,且容易产生化学污染,有些是采用人工手持抛光机对工件进行抛光,但是这样存在的缺点是危险性大,容易伤到工人的手,很难对工件表面进行全面的表面处理,并且人工手持抛光机进行抛光的效率低下,抛光速率低,进度慢。
技术实现要素:
3.为了解决上述问题,本发明提供了一种安全高效大型研磨设备。
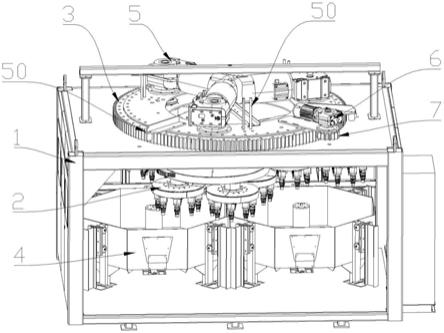
4.为了到达上述目的,本发明设计的一种大型研磨设备,包括机架、多头研磨装置、大齿盘和料桶,所述的机架内部下层设有两个料桶,机架内部上层设有三个呈环状阵列的多头研磨装置,多头研磨装置是多级传动的行星齿轮机构,其工作端向下,与工作端相对的另一端为主轴,主轴向上延伸至机架外,主轴上平键连接有自转伞齿轮减速电机,三台自转伞齿轮减速电机呈120
°
向心摆放,其工作端向外,在自转伞齿轮减速电机与机架上表面之间设置有一个大齿盘,大齿盘为环状,其上、下两侧分别固定连接有固定板,上侧为上固定板,下侧为下固定板,多头研磨装置的主轴同时穿过上固定板和下固定板,并与自转伞齿轮减速电机连接,机架上表面上设有与大齿盘相对应的圆孔,圆孔的直径超过三个多头研磨装置的主轴所形成圆的直径且小于大齿盘的直径;所述的上固定板上连接有一公转伞齿轮减速电机,公转伞齿轮减速电机上连接有一公转齿轮,公转齿轮与大齿盘啮合传动;所述的上固定板上安装有大齿盘定位装置。这种结构的特点是,大齿盘上的公转齿轮为多头研磨装置提供了公转动力,从而形成了多个多头研磨装置的轮转结构,而三台自转伞齿轮减速电机则为多头研磨装置提供了自转动力,最终转化为工件研磨需要的转动,定位装置为大齿盘的旋转提供定位。
5.为了使多头研磨装置获得更多的工作端口,所述的多头研磨装置包括一级主轴、联动装置、二级主轴、传动轴和连接装置,所述的一级主轴上连接有一级联动装置,一级联动装置上设有多个一级行星齿轮,多个一级行星齿轮中间设置有一个一级太阳齿轮,且一级太阳齿轮与一级行星齿轮相互啮合传动;所述的二级主轴的上端通过键一级行星齿轮配合,二级主轴上与一级行星齿轮相反的一端连接有二级联动装置,二级联动装置上设置有多个二级行星齿轮,多个二级行星齿轮中间设置有一个二级太阳齿轮,且二级太阳齿轮与二级行星齿轮相互啮合传动;所述的传动轴的上端通过键与二级行星齿轮配合,传动轴上与二级行星齿轮相反的一端连接有连接装置。这种结构的特点是,行星齿轮的设计使得行星齿轮可以同时自转和公转,多级行星齿轮的设计使得设备可以同时拥有多个工作轴。
6.为了使主轴与行星齿轮联动,所述的一级联动装置包括法兰一和一级转盘,一级
主轴末端通过花键固定连接有法兰一,法兰一外侧焊接连接一级转盘,所述的法兰一和一级转盘都与一级主轴同轴,且随一级主轴转动而转动,所述的一级行星齿轮设置在一级转盘上部;所述的二级联动装置包括法兰二和二级转盘,二级主轴上与一级行星齿轮相反的端通过花键固定连接有法兰二,法兰二外侧焊接连接二级转盘,所述的法兰二和二级转盘都与二级主轴同轴,且随二级主轴转动而转动,所述的二级行星齿轮都设置在二级转盘的上部。这样的结构使得主轴的转动联动到行星齿轮,赋予了行星齿轮公转,而行星齿轮与太阳轮的啮合又赋予了它自转。
7.为了使主轴和太阳轮获得支撑,所述的一级主轴外圈中段通过轴承一配合套设有法兰套一,法兰套一通过一级太阳齿轮固定板与一级太阳齿轮固定连接,在法兰套一的内圈上部设有一向内凸起的台阶一,在一级主轴的花键相反端设有向外凸起的台阶二,台阶一的上表面与台阶二的下表面间设置有一轴承二;所述的二级主轴外圈通过轴承三配合套设有法兰套二,法兰套二通过二级太阳齿轮固定板与二级太阳齿轮固定连接,在法兰套二的内圈上部设有一向内凸起的台阶三,在二级主轴的花键相反端设有向外凸起的台阶四,台阶三的上表面与台阶四的下表面间设置有一轴承四。轴承的设置使得太阳轮不会与主轴一起转动,同时法兰套的设置给予了主轴和太阳轮支撑。
8.为了给大齿盘旋转提供定位,所述的大齿盘定位装置包括定位套定位装置和感应杆定位装置,定位套定位装置包括三个均匀设置在大齿盘外沿的定位套和一个固定在机架上的气缸,气缸上设有与定位套配合的顶杆,大齿盘的边沿上固定连接有连接板,连接板向大齿盘外延伸,其上固定连接有定位套;定位套上连接有固定在大齿盘上的定位套连接板;感应杆定位装置包括三套均匀设置在大齿盘外沿上的感应调节杆和一块设置在上方的感应杆固定板;所述的气缸和感应杆固定板之间的位置关系应当与定位套和感应调节杆之间的位置关系相等同。这种结构设计的特点是,当感应调节杆经过感应杆固定板底下时,感应杆定位装置发出信号,而定位套定位装置接收到信号,气缸推动顶杆,顶杆卡在同时经过气缸的定位套上,大齿盘被固定住。
9.为了给多头研磨装置提供工作位,所述的料桶的尺寸与多头研磨装置相适配,两个料桶的位置放置在靠近机架开口侧的相反侧,料桶的中间设有中心支柱,中心支柱内设置有液压油缸,料桶的四周设置有工字钢,工字钢与料桶之间设有滚轮组。这种结构的作用是,当大型研磨设备工作时,处于两个料桶上端的两个多头研磨装置处于工作状态,通过液压油缸的升降带动料桶的升降,从而使得安装在多头研磨装置上的工件插入到料桶中的研磨料内进行研磨。而靠近机架开口侧的多头研磨装置处于工件的装卸状态,如此循环工作。
10.本发明所设计的多头抛光设备,在一级主轴的驱动下通过两级行星轮的共同配合,实现驱动多头同步加工抛光的特点,每个连接装置可以对应一个甚至多个工件,大大提高了抛光的工作效率,相比起传统抛光方式,稳定性能好,传动效率高,并且三个多头研磨装置循环工作的设计也增加了工作效率,安全性能稳定。
附图说明
11.图1是实施例1示意图;
12.图2是图1中大齿盘上部的示意图;
13.图3是实施例1的定位装置示意图;
14.图4是实施例1中多头研磨装置的示意图;
15.图5是多头研磨装置的整体剖视图;
16.图6是图4中的一级联动装置结构示意图;
17.图7是图4中的二级联动装置结构示意图;
18.图8是联动装置内法兰套装配的剖视图;
19.图9是实施例1中料桶的底面结构示意图;
20.图10是实施例1中料桶的上面结构示意图。
[0021]1‑
机架、2
‑
多头研磨装置、3
‑
大齿盘、3a
‑
上固定板、3b
‑
下固定板、
[0022]4‑
料桶、5
‑
自转伞齿轮减速电机、6
‑
公转伞齿轮减速电机、7
‑
公转齿轮、11
‑
一级主轴、12
‑
二级主轴、13
‑
传动轴、14
‑
一级太阳齿轮、
[0023]
15
‑
一级行星齿轮、16
‑
二级太阳齿轮、17
‑
二级太阳齿轮、18
‑
抛光设备连接装置、22
‑
一级太阳齿轮固定板、23
‑
二级太阳齿轮固定板、24
‑ꢀ
法兰一、25
‑
法兰二、26
‑
一级转盘、27
‑
二级转盘、20
‑
轴承一、22
‑ꢀ
法兰套一、33
‑
台阶一、34
‑
台阶二、35
‑
轴承二、40
‑
轴承三、42
‑
法兰套二、43
‑
台阶三、44
‑
台阶四、45
‑
轴承四、50
‑
大齿盘定位装置、
[0024]
51
‑
定位套定位装置、52
‑
感应杆定位装置、53
‑
定位套、54
‑
气缸、55
‑ꢀ
顶杆、56
‑
感应杆、57
‑
感应杆固定板、58
‑
液压油缸、59
‑
中心支柱、
[0025]
60
‑
工字钢、61
‑
滚轮组
具体实施方式
[0026]
为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
[0027]
实施例1:
[0028]
如图1
‑
3所示,本实施例所描述的一种大型研磨设备,包括机架1、多头研磨装置2、大齿盘3和料桶4,所述的机架1内部下层设有两个料桶4,机架1内部上层设有三个呈环状阵列的多头研磨装置2,多头研磨装置2是多级传动的行星齿轮机构,其工作端向下,与工作端相对的另一端为主轴,主轴向上延伸至机架1外,主轴上平键连接有自转伞齿轮减速电机5,三台自转伞齿轮减速电机5呈120
°
向心摆放,其工作端向外,在自转伞齿轮减速电机5与机架1上表面之间设置有一个大齿盘3,大齿盘3为环状,其上、下两侧分别固定连接有固定板,上侧为上固定板3a,下侧为下固定板3b,多头研磨装置2的主轴同时穿过上固定板3a和下固定板3b,并与自转伞齿轮减速电机5连接,机架1上表面上设有与大齿盘3相对应的圆孔,圆孔的直径超过三个多头研磨装置2的主轴所形成的直径且小于大齿盘3的直径;所述的上固定板3a上连接有一公转伞齿轮减速电机6,公转伞齿轮减速电机6上连接有一公转齿轮7,公转齿轮7 与大齿盘3啮合传动;所述的上固定板3a上安装有大齿盘定位装置50。
[0029]
如图5所示,所述的多头研磨装置2包括一级主轴11、联动装置8、二级主轴12、传动轴13和连接装置18,所述的一级主轴11上连接有一级联动装置9,一级联动装置9上设有多个一级行星齿轮15,多个一级行星齿轮15中间设置有一个一级太阳齿轮14,且一级太阳齿轮14与一级行星齿轮15相互啮合传动;所述的二级主轴12的上端通过键一级行星齿轮15配合,二级主轴12上与一级行星齿轮15相反的一端连接有二级联动装置10,二级联动装置10上设置有多个二级行星齿轮17,多个二级行星齿轮17中间设置有一个二级太阳齿轮16,且
二级太阳齿轮16与二级行星齿轮17相互啮合传动;所述的传动轴13的上端通过键与二级行星齿轮17配合,传动轴13上与二级行星齿轮17相反的一端连接有连接装置 18;
[0030]
如图6所示,所述的一级联动装置9包括法兰一24和一级转盘26,一级主轴11末端通过花键固定连接有法兰一24,法兰一24外侧焊接连接一级转盘26,所述的法兰一24和一级转盘26都与一级主轴11同轴,且随一级主轴11转动而转动,所述的一级行星齿轮15设置在一级转盘 26上部;所述的二级联动装置10包括法兰二25和二级转盘27,二级主轴12上与一级行星齿轮15相反的端通过花键固定连接有法兰二25,法兰二25外侧焊接连接二级转盘27,所述的法兰二25和二级转盘27都与二级主轴11同轴,且随二级主轴12转动而转动,所述的二级行星齿轮 17都设置在二级转盘27的上部;
[0031]
如图7、8所示,所述的一级主轴11外圈中段通过轴承一30配合套设有法兰套一32,法兰套一32通过一级太阳齿轮固定板22与一级太阳齿轮14固定连接,在法兰套一32的内圈上部设有一向内凸起的台阶一 33,在一级主轴11的花键相反端设有向外凸起的台阶二34,台阶一33 的上表面与台阶二34的下表面间设置有一轴承二35;所述的二级主轴12 外圈通过轴承三40配合套设有法兰套二42,法兰套二42通过二级太阳齿轮固定板23与二级太阳齿轮16固定连接,在法兰套二42的内圈上部设有一向内凸起的台阶三43,在二级主轴12的花键相反端设有向外凸起的台阶四44,台阶三43的上表面与台阶四44的下表面间设置有一轴承四45。
[0032]
如图3所示,所述的大齿盘定位装置50包括定位套定位装置51和感应杆定位装置52,定位套定位装置51包括三个均匀设置在大齿盘3外沿的定位套53和一个固定在机架1上的气缸54,气缸54上设有与定位套 53配合的顶杆55,大齿盘3的边沿上固定连接有连接板58,连接板58 向大齿盘3外延伸,其上固定连接有定位套;定位套53上连接有固定在大齿盘3上的定位套连接板58;感应杆定位装置52包括三套均匀设置在大齿盘3外沿上的感应调节杆56和一块设置在上方的感应杆固定板57;所述的气缸54和感应杆固定板57之间的位置关系应当与定位套53和感应调节杆56之间的位置关系相等同。
[0033]
如图9、10所示,所述的料桶4的尺寸与多头研磨装置2相适配,两个料桶4的位置放置在靠近机架1开口侧的相反侧,料桶4的中间设有中心支柱59,中心支柱59内设置有液压油缸58,料桶的四周设置有工字钢 60,工字钢60与料桶之间设有滚轮组61。
[0034]
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1