一种可快速冷却的球墨铸铁浇铸装置及其使用方法与流程
1.本发明涉及铸铁技术领域,具体涉及一种可快速冷却的球墨铸铁浇铸装置及其使用方法。
背景技术:
2.球墨铸铁是20世纪五十年代发展起来的一种高强度铸铁材料,其综合性能接近于钢,正是基于其优异的性能,已成功地应用于铸造一些受力复杂、强度、韧性、耐磨性要求较高的零件过程中;现如今,球墨铸铁已迅速发展为仅次于灰铸铁的、应用十分广泛的铸铁材料,所谓以铁代钢,主要是指球墨铸铁,其是通过球化和孕育处理得到球状石墨,能够有效提高铸铁的机械性能,特别是提高了塑性和韧性,从而得到比碳钢还高的强度,为了更好的利用和使用球墨铸铁,生产时,铸铁浇铸装置必不可少。
3.然而现有的球墨铸铁浇铸装置在实际使用时,整个过程中温度较高,操作人员无法直接与铸造设备接触,导致铁水在浇筑后,模具无法第一时间内直接转移至降温处,冷却需要大量时间,进而导致浇铸的质量不高,且在铸件成型后,模具仍然处于铸造设备附近,不便于铸件的取出。
4.因此,发明一种可快速冷却的球墨铸铁浇铸装置及其使用方法来解决上述问题很有必要。
技术实现要素:
5.本发明的目的是提供一种可快速冷却的球墨铸铁浇铸装置及其使用方法,通过第一电动推杆输出端带动横板向下移动,在重力的作用下,使模具壳向下移动进入水槽内部,第一时间内对模具壳进行冷却降温,降温速度快,浇铸的质量高;进一步的,通过两侧的卡板处于模具壳内部或弹出,即当两个卡板位于模具壳内部时,模具壳可移动至水槽内部,加速冷却降温,当两个卡板弹出承重板再次向下移动时,模具壳即可与承重板分离,从而便于操作人员将铸件的取出,以解决技术中的上述不足之处。
6.为了实现上述目的,本发明提供如下技术方案:一种可快速冷却的球墨铸铁浇铸装置,包括水槽,所述水槽内部设有冷却机构,所述水槽一侧设有浇铸机构;所述冷却机构包括两个竖板,两个所述竖板底部均与水槽底壁相连接,两个所述竖板相邻的一侧表面均设有第一滑槽,所述第一滑槽内部滑动设有横板,所述横板顶部连接有承重板,所述承重板顶部连接有模具壳;所述模具壳底部两侧均滑动设有卡板,两个所述卡板远离竖板的一侧均连接有弹簧,所述弹簧另一端与模具壳相连接,所述模具壳两侧位于卡板顶部的内壁开设有第二滑槽,两个所述卡板顶部均连接有卡块,所述卡块通过第二滑槽与模具壳相连接;两个所述竖板顶部均开设有第三滑槽,两个所述第三滑槽内部均滑动设有滑板,两个所述滑板相邻的一侧均连接有推板。
7.优选的,所述浇铸机构包括槽道,所述槽道倾斜设置,且倾角设置为6
‑8°
,所述槽
道底壁设置为破浪状,所述槽道底端设在水槽的上方。
8.优选的,所述横板的两侧分别贯穿两侧的第一滑槽,且均通过第一滑槽与竖板滑动连接。
9.优选的,所述承重板顶部连接有若干个限位条,所述模具壳底部开设有若干个限位槽。
10.优选的,所述水槽底壁左右两侧均连接有第一电动推杆,两个所述第一电动推杆输出端分别与横板的左右两侧底部相连接。
11.优选的,所述水槽底壁左右两侧均连接有第一电动推杆,两个所述第一电动推杆输出端分别与横板的左右两侧底部相连接。
12.优选的,所述限位条的数量不少于三个,所述限位槽与限位条相匹配。
13.优选的,所述槽道底端连接有挡板,所述挡板底部一侧开设有通孔。
14.优选的,所述槽道底部表面连接有两个支撑柱。
15.一种可快速冷却的球墨铸铁浇铸装置的使用方法,包括以下步骤:(a)、卡接:将模具壳放置在承重板顶部,使限位条与限位槽卡接,并处于两个推板之间,此时两个第二电动推杆输出端伸出,推动两个滑板向模具壳方向靠近,进而带动推板移动,从而使两侧的推板分别按压两侧的卡板,使卡板与模具壳的外侧表面平齐;(b)、浇筑:向水槽内部注入冷却液,并将炼制好的铁水直接从电炉中倒入槽道,进而使铁水沿着倾角6
‑8°
的波浪状的底壁向下流动,最终穿过通孔在惯性的作用下流入模具壳内,并根据自身需求,控制倾倒的量;(c)、冷却:启动两侧的第一电动推杆,使其输出端收缩向下移动,带动横板向下移动,进而带动承重板向下移动,在重力的作用下,模具壳随着承重杆向下移动,从而将模具壳移动到冷却液内部,通过冷却液对模具壳进行降温;(d)、上升:降温完毕后,再次启动两侧第一电动推杆,使其输出端伸出向上移动,带动横板向上移动,进一步的带动模具壳向上移动,直至模具壳再次处于两个推板之间,此时两侧的推板与两侧的卡板再次接触;(e)、限位:再次启动两侧的第二电动推杆,使两个第二电动推杆输出端收缩,分别拉动两侧的滑板移动,使两个滑板相互远离,进而使两个推板相互远离,此时两个卡板的外侧没有障碍物阻挡,两个卡板在弹簧弹力的作用下均向外弹出,分别搭在两侧的竖板顶部,而卡块可对滑板的弹出距离进行控制;(f)、脱模:然后工作人员再次启动第一电动推杆,使其输出端收缩向下移动,进而带动承重板向下移动,此时由于两个卡板的限位,模具壳无法向下移动,从而实现模具壳与承重板的分离,此时可以将模具壳取出,从而将模具壳内部铸造的铸件取出,完成浇铸工序。
16.在上述技术方案中,本发明提供的技术效果和优点:1、与现有技术相比,本发明在铁水经槽道流入模具壳后,通过第一电动推杆输出端收缩向下移动,带动横板向下移动,进而使承重板向下移动,在重力的作用下,模具壳向下移动进入水槽内部,从而使铁水在浇筑后的第一时间内,模具壳即可在冷却液的作用下迅速降温,无须将模具壳进行转移,节约大量时间,冷却降温速度快,浇铸的质量高,简单易操作;
2、与现有技术相比,本发明通过第二电动推杆输出端的伸出或收缩,控制两侧的推板相互靠近或相互远离,从而使两侧的卡板处于模具壳内部或弹出,即当两个卡板位于模具壳内部时,模具壳可在重力作用下随着承重板向下移动至水槽内部,加速冷却降温,当两个卡板弹出搭在竖板顶部时,模具壳由于卡板的限位无法向下移动,便于操作人员将模具壳与承重板分离,方便铸件的取出,操作简单,使用方便。
附图说明
17.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
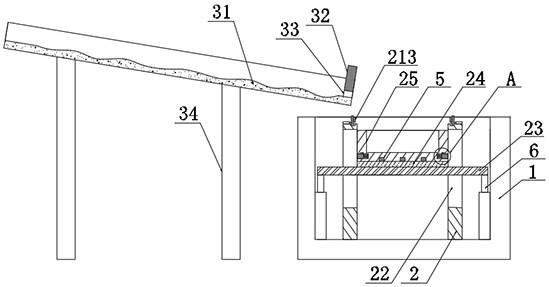
18.图1为本发明的整体结构示意图;图2为本发明的立体;图3为本发明图的竖板和模具壳的连接结构示意图;图4为本发明图的模具壳和承重板连接结构示意图;图5为本发明图1的a部结构放大图。
19.附图标记说明:1水槽、21竖板、22第一滑槽、23横板、24承重板、25模具壳、251卡板、252弹簧、253第二滑槽、254卡块、211第三滑槽、212滑板、213推板、31槽道、4限位条、5限位槽、6第一电动推杆、7第二电动推杆、32挡板、33通孔、34支撑柱。
具体实施方式
20.为了使本领域的技术人员更好地理解本发明的技术方案,下面将结合附图对本发明作进一步的详细介绍。
21.本发明提供了如图1
‑
5所示的一种可快速冷却的球墨铸铁浇铸装置,包括水槽1,所述水槽1内部设有冷却机构,所述水槽1一侧设有浇铸机构;所述冷却机构包括两个竖板21,两个所述竖板21底部均与水槽1底壁相连接,两个所述竖板21相邻的一侧表面均设有第一滑槽22,所述第一滑槽22内部滑动设有横板23,所述横板23顶部连接有承重板24,所述承重板24顶部连接有模具壳25;所述模具壳25底部两侧均滑动设有卡板251,两个所述卡板251远离竖板21的一侧均连接有弹簧252,所述弹簧252另一端与模具壳25相连接,所述模具壳25两侧位于卡板251顶部的内壁开设有第二滑槽253,两个所述卡板251顶部均连接有卡块254,所述卡块254通过第二滑槽253与模具壳25相连接;两个所述竖板21顶部均开设有第三滑槽211,两个所述第三滑槽211内部均滑动设有滑板212,两个所述滑板212相邻的一侧均连接有推板213。
22.进一步的,在上述技术方案中,所述浇铸机构包括槽道31,所述槽道31倾斜设置,使铁水向下流动,便于铁水的浇铸,且倾角设置为6
‑8°
,控制铁水的流速,使其流速合理,流淌时间可控,从而降低因铁水反弹飞溅造成的损失,所述槽道31底壁设置为破浪状,对铁水的流速和流淌时间进一步的控制,提高浇铸效率,所述槽道31底端设在水槽1的上方。
23.进一步的,在上述技术方案中,所述横板23的两侧分别贯穿两侧的第一滑槽22,且
均通过第一滑槽22与竖板21滑动连接,便于横板23随着第一电动推杆6输出端的上下移动而上下移动,并使模具壳25两侧受力均匀,保证模具壳25的稳定性。
24.进一步的,在上述技术方案中,所述承重板24顶部连接有若干个限位条4,所述模具壳25底部开设有若干个限位槽5,对模具壳25进行限位,避免模具壳25前后发生移动,影响浇铸的进行。
25.进一步的,在上述技术方案中,所述水槽1底壁左右两侧均连接有第一电动推杆6,两个所述第一电动推杆6输出端分别与横板23的左右两侧底部相连接。
26.进一步的,在上述技术方案中,两个所述滑板212远离推板213的一侧表面均连接有第二电动推杆7,两个所述第二电动推杆7均与相邻的竖板21相连接。
27.进一步的,在上述技术方案中,所述限位条4的数量不少于三个,所述限位槽5与限位条4相匹配,加深模具壳25与承重板24之间的连接强度,再次提高模具壳25的稳定性。
28.进一步的,在上述技术方案中,所述槽道31底端连接有挡板32,对铁水进行限位,减少铁水冲出槽道31的截面面积,并增加铁水在通过通孔33后的流速,流通面积突然减小,流速增大,此为现有技术,减少铁水与空气的接触时间,从而提高浇铸的质量,所述挡板32底部一侧开设有通孔33。
29.进一步的,在上述技术方案中,所述槽道31底部表面连接有两个支撑柱34,便于此装置的使用。
30.一种可快速冷却的球墨铸铁浇铸装置的使用方法,包括以下步骤:(a)、卡接:将模具壳25放置在承重板24顶部,使限位条4与限位槽5卡接,从而对模具壳25的前后方向上进行限位,同时加深模具壳25与承重板24之间的连接强度,并处于两个推板213之间,此时两个第二电动推杆7输出端伸出,推动两个滑板212向模具壳25方向靠近,进而带动推板213移动,从而使两侧的推板213分别按压两侧的卡板251,使卡板251与模具壳25的外侧表面平齐,即保证两个卡板251与两个竖板21相邻的一侧表面平齐,为了使模具壳25可在重力的作用下向下移动;(b)、浇筑:向水槽1内部注入冷却液,并将炼制好的铁水直接从电炉中倒入槽道31,进而使铁水沿着倾角6
‑8°
的波浪状的底壁向下流动,控制铁水的流速,使其流速合理,流淌时间可控,降低因铁水反弹飞溅造成的损失,最终穿过通孔33在惯性的作用下流入模具壳25内,并根据自身需求,控制倾倒的量;(c)、冷却:启动两侧的第一电动推杆6,使其输出端收缩向下移动,带动横板23向下移动,进而带动承重板24向下移动,在重力的作用下,模具壳25随着承重杆向下移动,此时两侧的卡板251与两个竖板21相邻的一侧表面相接触并向下滑动,从而将模具壳25移动到冷却液内部,并保证冷却液的液面低于模具壳25的顶部,进而通过冷却液对模具壳25进行降温;(d)、上升:降温完毕后,再次启动两侧第一电动推杆6,使其输出端伸出向上移动,带动横板23向上移动,进一步的带动模具壳25向上移动,直至模具壳25再次处于两个推板213之间,此时两侧的推板213与两侧的卡板251再次接触;(e)、限位:再次启动两侧的第二电动推杆7,使两个第二电动推杆7输出端收缩,分别拉动两侧的滑板212移动,使两个滑板212相互远离,进而使两个推板213相互远离,此时两个卡板251的外侧没有障碍物阻挡,两个卡板251在弹簧252弹力的作用下均向外弹出,分
别搭在两侧的竖板21顶部,而卡块254可对滑板254的弹出距离进行控制;f、脱模:然后工作人员再次启动第一电动推杆6,使其输出端收缩向下移动,进而带动承重板24向下移动,此时由于两个卡板251的限位,模具壳25无法向下移动,从而实现模具壳25与承重板24的分离,此时可以将模具壳25取出,从而将模具壳25内部铸造的铸件取出,完成浇铸工序。
31.工作原理:本发明通过第一电动推杆6输出端收缩向下移动,带动横板23向下移动,进而使承重板24向下移动,在重力的作用下,模具壳25向下移动进入水槽1内部,从而使铁水在浇筑后的第一时间内,模具壳25即可在冷却液的作用下迅速降温,无须将模具壳25进行转移,冷却降温速度快,通过第二电动推杆7输出端的伸出或收缩,控制两侧的推板213相互靠近或相互远离,从而使两侧的卡板251处于模具壳25内部或弹出,即当两个卡板251位于模具壳25内部时,模具壳25可在重力作用下随着承重板24向下移动至水槽1内部,加速冷却降温,当两个卡板251弹出搭在竖板21顶部时,模具壳25由于卡板251的限位无法向下移动,便于操作人员将模具壳25与承重板24分离,方便铸件的取出,操作简单,使用方便,该实施方式具体解决了现有技术中目前的球墨铸铁浇铸装置在实际使用时,整个过程中温度较高,操作人员无法直接与铸造设备接触,导致铁水在浇筑后,模具无法第一时间内直接转移至降温处,冷却需要大量时间,进而导致浇铸的质量不高,且在铸件成型后,模具仍然处于铸造设备附近,不便于铸件的取出的问题。
32.以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1