一种具有气体保护的激光熔覆装置、系统及其方法
1.本发明属于激光熔覆技术领域,具体而言涉及一种激光熔覆装置。
背景技术:
2.激光熔覆(亦称激光熔敷或激光包覆),是一种新的表面改性技术。它通过在基材表面添加熔覆材料,并利用高能密度的激光束使之与基材表面薄层一起熔凝的方法,在基层表面形成冶金结合的添料熔覆层。
3.激光熔覆特点:熔覆层稀释度低但结合力强,与基体呈冶金结合,可显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化或电气特性,从而达到表面改性或修复的目的,满足材料表面特定性能要求的同时可节约大量的材料成本。与堆焊、热喷涂、电镀等传统表面处理技术相比,它具有诸多优点,如适用的材料体系广泛、熔覆层稀释率可控、熔覆层与基体为冶金结合、基体热变形小、工艺易于实现自动化等。
4.从当前激光熔覆的应用情况来看,其主要应用于三个方面:1、对材料的表面改性,如燃汽轮机叶片,轧辊,齿轮等。2、对产品的表面修复,如转子,模具等。3、激光增材制造,通过同步送粉或送丝的方式,进行逐层的激光熔覆,进而获得具有三维结构的零部件。自20世纪80年代以来,激光熔覆技术得到了国内外的广泛重视,并已在诸多工业领域获得应用激光熔覆按熔覆材料的供给方式大概可分为两大类,即预置式激光熔覆和同步式激光熔覆。所涉及的熔覆材料主要有钛合金、铜合金、颗粒型金属基复合材料等等。为了防止合金材料激光熔覆时发生氧化(钛合金熔覆材料温度在400度就开始熔化),导致力学性能下降,需要在熔覆过程中提供惰性气体加以保护。以下为相关现有技术的方案简介:一、专利申请号为02123645.3、公开号为cn1390649a的发明专利,揭示了一种垂直面送粉激光熔覆喷嘴。该喷嘴由上体,中间体和下体三部分组成,采用双路对称送粉结构,确保垂直面送粉各方向的均匀性;同时采用双路保护气结构,确保激光熔覆熔池的良好惰性气体保护。本案发明人通过研究分析:(a)此专利仅仅简单解释保护气体是通过中间激光束光路通道经过的腔体,通过增加气体流通实现侧向送粉激光熔覆层表面的防护,但并不能有效保证输送保护气体完全覆盖氧化温度区域,防止熔覆层产生氧化缺陷;(b)保护气体通道出口对输送到熔池的粉末通道形成严重干扰,保护气体通道与送粉通道不是同轴布置,无法保证粉末完全进入激光束照射所形成的熔池,影响粉末利用率,造成环境污染,甚至无法形成高质量熔覆层;(c)保护气体通道和光路系统通道完全是同一通道,由于镜片安装结构影响,无法保证气体通道通畅性,影响气体顺畅流通,影响气体保护效果。
5.二、专利申请号为202010440034.8、公开号为cn111545914a的发明专利,揭示了一种基于光内送粉激光加工喷头增材制备钛合金的方法。该发明的方法为通过闭环控制的手段确保增材过程中lt≤lq,即保证保护气体能够充分保证覆盖增材过程中成形件的高温区,避免增材过程中由于热量累积导致局部温度过高、不可控,保证了最终钛合金的成分均一、性能稳定。本案发明人通过研究分析:(a)该专利中,外侧保护气体通道和环形光路通道为同一通道,其保护气体会对激光光路形成散射以及损耗等问题,同时由于激光光路占用
空间比较大,导致气体通道相应较大,保证气体离开出口具备一定的流量,无形增加气体用量,导致设备使用成本较高;(b)保护气体通道与送粉通道虽然是同轴布置,但由于外侧保护气体通道需要足够大的流量,才能够保证氧化区域气体能够全覆盖,由于中间通道为粉末通道,虽然有准直通道将粉末进行校正,由于粉末是非刚性件,容易发散,很容易受到外部保护气体通道风量的影响,从而导致粉末输送过程粉末运动不连续,或粉末无法和光斑之间实现高精度耦合,影响成形件质量。
6.三、专利申请号为202011441589.0、公开号为cn112553620a的发明专利,揭示了一种激光熔覆同轴送粉枪用气体保护罩装置,其包括保护罩壳体、保护罩内芯、多孔铜板条,所述保护罩壳体套设在所述保护罩内芯外侧,所述多孔铜板条设置在所述保护罩壳体下端;所述保护罩壳体内侧面、所述保护罩内芯外侧面和所述多孔铜板条上表面形成第一空腔室;所述第一空腔室的一端被设置为通过第一通孔与所述保护罩壳体外侧面连通,所述第一空腔室的另一端通过所述多孔铜板条与所述多孔铜板条下表面连通;所述多孔铜板条被配置为能够减缓穿透所述多孔铜板条的气流流速。通过该发明的实施,不仅能保护凝固后的熔覆层不被氧化,而且能够优化保护气层气流,减少气体紊流带入氧气,避免涂层氧化。本案发明人通过研究分析:(a)该专利中,保护气体通道没有和粉末以及光斑同轴,进行不同方向扫描时,保护气体不能够完全覆盖熔覆层氧化区域;(b)方案中的多孔铜板条无法保证熔覆层氧化区域以及基材氧化区域的气体均匀,很容易导致防护氧化效果不佳。
7.四、专利申请号为200820232093.0、公开号为cn201329320y的实用新型专利,揭示了一种带水冷及导向气体保护的同轴送粉喷嘴。该实用新型提供是一种可提高汇集率、保持熔覆过程稳定性的带水冷及导向气体保护的同轴送粉喷嘴。本案发明人通过研究分析:(a)该专利中,保护气体通道仅仅是单通道无法满足氧化区域有效覆盖面积,尤其在立体成形件中此问题更加突出;(b)保护气体通道和送粉通道会在空中某个区域形成交汇,由于粉末非刚性件,会对粉末汇聚和光斑汇聚的位置精度发生变化,无法保证光、粉精确耦合,无法形成高精度、高质量的熔覆层。
8.五、专利申请号为201010520482.5、公开号为cn102453906a的发明专利,揭示了一种用于激光熔覆成形的多功能气体保护气氛箱。箱体主要由保护腔和粉末收集腔两部分组成。本案发明人认为,该箱式保护气体装置,使用占用空间大,制造零件的尺寸会受到箱式尺寸的限制,操作比较繁琐,影响激光熔覆堆积成形效率,无法制造特大型工件,使用便利性不高。
9.六、专利号为201210315705.3、公开号为cn102851665a的发明专利,揭示了一种用于激光熔覆的喷头,它具有开设在该喷头中央的上下贯穿喷头的中央通道,中央通道的底部呈漏斗形,在中央通道的壁与喷头的外壁之间开设有多个一端与粉末添加装置相连接另一端贯穿喷头底面的粉末通道以及多个一端与保护气体添加装置相连接另一端贯穿喷头底面的气体通道,粉末通道和气体通道均呈螺旋形,且二者彼此间隔排列并绕中央通道的中心轴均匀分布。该发明用于激光熔覆的喷头,通过将原有的直线形的粉末通道和气体通道设计成螺旋形,缩短了的粉末流和气体流汇聚成的粉末流场的最小汇聚点与喷头底端的距离,使粉末流场中合金粉末的密度均匀性比上一代喷头提高30%以上。本案发明人认为,该专利中气体和粉末分别两个通道进行输送,并在基材表面实现光、粉末和气体实现汇聚,但保护气体并没有均匀包络粉末,在不同离焦量以及不同扫描方向,都会导致光斑、气体以
及粉末在空间位置上偏离,无法保证粉末充分熔化,以及氧化区充分防护。
10.七、专利号为201710515453.1、公开号为cn107130240a的发明专利,揭示了一种激光熔覆喷嘴、激光熔覆装置及激光覆熔方法。该激光熔覆喷嘴包括喷嘴外套、喷嘴芯和保护罩,喷嘴外套外套于喷嘴芯,保护罩外套于喷嘴外套,喷嘴外套与喷嘴芯之间设置有送粉通道,保护罩包括内层、中间层和外层,内层、中间层和外层由内向外依次分布,内层与中间层之间形成第一腔体,中间层与外层之间形成第二腔体,外层上设置有与第二腔体连通的第一进液口和第一出液口,外层上还设置有与第一腔体连通的第一进气口,内层上设置有与第一腔体连通的第一出气口。该发明提供的激光熔覆喷嘴、激光熔覆装置及激光覆熔方法具有惰性气体保护和自冷却功能,能够较好地满足激光熔覆工艺要求,提升激光熔覆质量。本案发明人认为,该技术方案类似箱式保护气体装置,使用占用空间大,制造零件的尺寸会受到箱式尺寸的限制,操作比较繁琐,影响激光熔覆堆积成形效率,无法制造特大型工件,使用便利性不高。
技术实现要素:
11.为克服现有技术中存在的不足,本发明的目的在于提供一种具有气体保护的激光熔覆装置,该激光熔覆装置可以将保护气体直接引入熔覆层表面,防止熔覆层产生氧化影响性能。
12.为了实现上述目的,本发明采用了如下技术方案:一种具有气体保护的激光熔覆装置,包括由支架、支架外罩和光学组件构成的多光束激光产生装置,所述多光束激光产生装置下方固连一导柱,所述导柱连接一支撑架,所述支撑架连接一熔覆喷嘴,所述熔覆喷嘴外套设有一导气套,所述熔覆喷嘴的嘴体部分与导气套的套壁之间形成第一保护气体空腔,所述熔覆喷嘴的嘴体端部位于所述导气套内,所述嘴体端部与所述导气套的套体端部之间留有间距;所述支架内部开设有支架气道,所述支架气道的外端连接第一气嘴,所述导柱内部开设有导柱气道,所述支撑架上开设有支撑架气孔,所述熔覆喷嘴上开设有熔覆喷嘴气孔,所述第一气嘴、所述支架气道、所述导柱气道、所述支撑架气孔和熔覆喷嘴气孔依次贯通,并与所述第一保护气体空腔连通;所述支撑架上固定有第一气罩,所述第一气罩与所述支撑架之间形成一光束空腔,所述导气套位于所述光束空腔内,所述第一气罩的底部为第一通孔;所述第一气罩外套设有第二气罩,所述第二气罩与所述第一气罩之间形成第二保护气体空腔,所述第一气罩的外圈面板上布置有一圈第二气嘴,所述第二气嘴连通所述第二保护气体空腔,所述第二气罩的底部为第二通孔。
13.进一步的,所述第二气罩外套设有第三气罩,所述第三气罩与所述第二气罩之间形成第三保护气体空腔,所述第二气罩外圈面板上布置有一圈第三气嘴,所述第三气嘴连通所述第三保护气体空腔,所述第三气罩的底部为第三通孔。
14.进一步的,所述导柱上开设有导柱熔覆材料通道,所述导柱熔覆材料通道的出口位于所述导柱的中轴线上,所述支撑架上开设有支撑架熔覆材料通道,所述支撑架熔覆材料通道位于所述支撑架的中心位置,所述熔覆喷嘴上开设有熔覆喷嘴熔覆材料通道,所述熔覆喷嘴熔覆材料通道处于所述熔覆喷嘴的中轴线上,所述导气套的端部开设有导气套熔覆材料通孔;所述导柱熔覆材料通道、所述支撑架熔覆材料通道、熔覆喷嘴熔覆材料通道和
所述导气套熔覆材料通孔依次贯通。
15.进一步的,所述支架外罩上开设有熔覆材料导入孔,所述支架上开设有熔覆材料通孔,所述熔覆材料导入孔、熔覆材料通孔和所述导柱熔覆材料通道依次贯通。
16.进一步的,所述支撑架上开设有多光束通孔,所述多光束通孔成圆周布置承接所述多光束激光产生装置投射下来的多光束,所述多光束形成光斑环绕在所述熔覆喷嘴下方。
17.本发明的另一发明目的在于提供一种具有气体保护的激光熔覆系统,其具有气体保护的激光熔覆装置。
18.本发明的再一发明目的在于基于所述的激光熔覆系统实现的一种激光熔覆方法,该方法在实施单道熔覆层熔覆时,仅打开第一保护气体通道,形成的气体保护区域覆盖熔覆材料流出的熔覆喷嘴端与熔覆层表面端,使得气体保护区域覆盖单道熔覆层熔池以及热影响区。在第一保护气体通道保持开通的情况下,在进行多道熔覆层熔覆时,由于第一保护气体通道喷射气体的有效面积比较小,需要开启第二保护气体通道。如果熔覆层面积比较大,氧化区温度场比较大,在第一、第二保护气体通道也不能完全覆盖时,开启第三气体保护通道。
19.与现有技术相比,本发明具有如下有益效果:1、第一保护气体保护通道(第一保护气体空腔):主保护气体从第一气嘴流入支架内部的支架气道,然后流入导柱内部的导柱气道,接着通过到支撑架内部的支撑架气孔流经熔覆喷嘴气孔,再流入到熔覆喷嘴和导气套两者所包络形成的第一保护气体空腔,最后通过导气套的气嘴底部的输出口输出到熔池,这样做的优势:此气体通道,不仅可以将保护气体直接引入熔覆层表面,防止熔覆层产生氧化影响性能,而且可以解决熔覆材料氧化,通过保护气体降低熔覆材料表面温度,防止熔覆材料熔化产生熔滴状,导致喷嘴被堵的问题(由于熔池热辐射和热传导的作用下,熔覆材料不但会容易氧化,而且也会由于热量过高,产生熔滴状,容易堵住熔覆喷嘴口部,导致送丝功能丧失)。
20.2、第二保护气体保护通道(第二保护气体空腔):在进行多道熔覆层熔覆时,由于第一保护气体空腔的喷射的有效面积比较小,此时可以通过开启第二道保护气体通道进行有效保护。
21.3、第三保护气体保护通道(第三保护气体空腔):如果熔覆层面积比较大,氧化区温度场比较大,第二保护气体通道也不能完全覆盖,此时可以通过开启第三通道气体保护通道进行有效保护。
附图说明
22.图1为本发明的具有气体保护的激光熔覆装置的立体图,其中图a、图b分别为两个视角的视图。
23.图2为本发明的具有气体保护的激光熔覆装置的爆炸图。
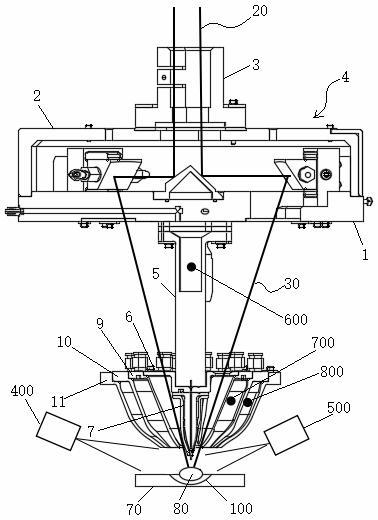
24.图3为本发明的具有气体保护的激光熔覆装置的剖视图。
25.图4为本发明部分机构的装配图。
26.图5为图4部分结构的爆炸图。
27.图6为图4中各组成部分的俯视图。
28.图7为本发明的激光熔覆系统的系统架构示意图。
29.图8为本发明的激光熔覆方法的逻辑原理图。
30.图9为本发明激光熔覆方法中气体保护区域与氧化区域关系示意图。
31.图10为本发明的激光熔覆方法的一实施例示意图;其中,图a、图b 、图c为不同工作状态下的示意图。
32.图11为本发明的激光熔覆方法的另一实施例示意图。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制;术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性,此外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
35.实施例1:参见图1至图6所示,一种具有气体保护的激光熔覆装置,包括由支架1、支架外罩2和光学组件3构成的多光束激光产生装置4,所述多光束激光产生装置4下方固连一导柱5,所述导柱5连接一支撑架6,所述支撑架6连接一熔覆喷嘴7;所述熔覆喷嘴7外套设有一导气套8,所述熔覆喷嘴7的嘴体部分与导气套8的套壁之间形成第一保护气体空腔78,所述熔覆喷嘴7的嘴体端部位于所述导气套8内,所述嘴体端部与所述导气套8的套体端部之间留有间距;所述支架1内部开设有支架气道101,所述支架气道101的外端连接第一气嘴102,所述导柱5内部开设有导柱气道501,所述支撑架6上开设有支撑架气孔601,所述熔覆喷嘴7上开设有熔覆喷嘴气孔701,所述第一气嘴102、所述支架气道101、所述导柱气道501、所述支撑架气孔601和熔覆喷嘴气孔701依次贯通,并与所述第一保护气体空腔78连通;所述支撑架6上固定有第一气罩9,所述第一气罩9与所述支撑架6之间形成一光束空腔69,所述导气套8位于所述光束空腔69内,所述第一气罩9的底部为第一通孔902;所述第一气罩9外套设有第二气罩10,所述第二气罩10与所述第一气罩9之间形成第二保护气体空腔910,所述第一气罩9的外圈面板上布置有一圈第二气嘴901,所述第二气嘴901连通所述第二保护气体空腔910,所述第二气罩10的底部为第二通孔1002。
36.进一步的,所述第二气罩10外套设有第三气罩11,所述第三气罩11与所述第二气罩之间形成第三保护气体空腔1011,所述第二气罩10外圈面板上布置有一圈第三气嘴1001,所述第三气嘴1001连通所述第三保护气体空腔1011,所述第三气罩11的底部为第三
通孔1101。
37.进一步的,所述导柱5上开设有导柱熔覆材料通道502,所述导柱熔覆材料通道502的出口位于所述导柱5的中轴线上,所述支撑架6上开设有支撑架熔覆材料通道602,所述支撑架熔覆材料通道602位于所述支撑架6的中心位置,所述熔覆喷嘴7上开设有熔覆喷嘴熔覆材料通道702,所述熔覆喷嘴熔覆材料通道702处于所述熔覆喷嘴7的中轴线上,所述导气套8的端部开设有导气套熔覆材料通孔801;所述导柱熔覆材料通道502、所述支撑架熔覆材料通道602、熔覆喷嘴熔覆材料通道702和所述导气套熔覆材料通孔801依次贯通。
38.进一步的,所述支架外罩2上开设有熔覆材料导入孔201,所述支架1上开设有熔覆材料通孔103,所述熔覆材料导入孔201、熔覆材料通孔103和所述导柱熔覆材料通道502依次贯通。
39.进一步的,所述支撑架6上开设有多光束通孔603,所述多光束通孔603成圆周布置承接所述多光束激光产生装置4投射下来的多光束30,所述多光束30形成光斑环绕在所述熔覆喷嘴7下方。
40.实施例2:参见图7所示,一种具有气体保护的激光熔覆系统,包括用于产生激光束的激光器,用于提供熔覆熔覆材料的送料器和用于移动激光熔覆装置的机器人,还包括实施例1所述的具有气体保护的激光熔覆装置;用于采集保护气体有效区域的气体保护区域采集仪400;用于识别基板或零件上温度区域的热成像仪500;分别用于采集所述第一、第二和第三保护气体空腔78,901,1011流量数据的第一、第二和第三流量传感器600,700,800;用于提供保护气体的气体发生装置,所述气体发生装置分别通过所述第一气嘴102连接所述第一保护气体空腔78形成第一气体保护通道,通过所述第二气嘴901连接所述第二保护气体空腔910形成第二气体保护通道,通过所述第三气嘴1001连接所述第三保护气体空腔1011形成第三气体保护通道。
41.入射激光20由多光束激光产生装置4产生多光束30后,由多光束通孔603,穿过光束空腔69,最终形成光斑环绕在熔覆喷嘴7下方形成熔覆区80;熔覆材料沿着熔覆材料导入孔201、熔覆材料通孔103、导柱熔覆材料通道502、支撑架熔覆材料通道602和熔覆喷嘴熔覆材料通道801输送至熔覆区80;保护气体分别从第一、第二和第三气嘴102,901,1001进入至第一、第二和第三保护气体空腔78,910,1011,然后分别从第一、第二和第三通孔902,1002,1101射出,覆盖至熔覆区80及热影响区100等,防治熔覆层或零件的氧化,起到保护作用。
42.实施例3:参见图8、图9所示,一种激光熔覆方法,采用了实施例2所述的激光熔覆系统,包括以下过程:1)调整所述具有气体保护的激光熔覆装置,让熔覆材料与基材70或零件13的表面保持垂直;2)打开激光器、送料器和气体发生装置,并通过机器人控制激光熔覆装置按照既定的轨迹进行移动;3)将热成像仪500的观察区域对准熔覆区80以及热影响区域100,并采集氧化区域
s1的尺寸l1*l2;4)将气体保护区域采集仪400的观察区域对准基材70或零件13,并采集气体保护区域s2的尺寸d;5)对比气体保护区域s2的尺寸d是否大于氧化区域s1的尺寸l1*l2;6)如果气体保护区域s2的尺寸d小于氧化区域s1的尺寸l1*l2,则通过调节第一、第二和第三流量传感器600,700,800调节各路保护气体流量,返回步骤5;7)如果气体保护区域s2的尺寸d大于氧化区域s1的尺寸l1*l2,则展开表面熔覆或成形件堆积。
43.优选的,当实施单道熔覆层熔覆时,仅打开第一保护气体通道,形成的气体保护区域覆盖熔覆材料流出的熔覆喷嘴端与熔覆层表面端,使得气体保护区域覆盖单道熔覆层熔池以及热影响区。
44.优选的,在第一保护气体通道保持开通的情况下,在进行多道熔覆层熔覆时,由于第一保护气体通道喷射气体的有效面积比较小,需要开启第二保护气体通道。
45.优选的,如果熔覆层面积比较大,氧化区温度场比较大,在第一、第二保护气体通道也不能完全覆盖时,开启第三气体保护通道。
46.本实施例的两种熔覆类型:1、参见图10所示如图10(a)所示,第一保护气体通道(第一保护气体空腔):a.形成气体保护区域200覆盖熔覆材料流出熔覆喷嘴端与熔池表面端;b.形成气体保护区域200覆盖单道熔覆层80以及热影响区100(材料氧化温度区)。
47.如图10(b)所示,第二保护气体通道(第二保护气体空腔):a.第一保护气体保持开通的情况下;b.在进行多道熔覆层80熔覆时,由于第一道保护气体的喷射的有效面积比较小,需要开启第二保护气体通道,由第一保护气体通道和第二保护气体通道同时形成气体保护区域200;c.同样,如果熔覆层面积比较大,氧化区温度场比较大,第二保护气体通道也不能完全覆盖,就需要开启第三通道气体保护通道(第三保护气体空腔),由第一保护气体通道、第二保护气体通道和第三保护气体通道同时形成气体保护区域200,如图10(c)所示。
48.2、参见图11所示,在基材70上熔覆直壁墙结构的零件13。
49.第一保护气体通道(第一保护气体空腔):主要保护熔覆材料和零件13的直壁墙顶部免受氧化影响;第二保护气体通道(第二保护气体空腔):和第一保护气体的气体保护区域200有部分重叠,有部分气体也是覆盖零件13的直壁墙的顶部,并有部分气体覆盖零件13的直壁墙两侧;第三通道气体保护通道(第三保护气体空腔):和第二保护气体通道的保护气体区域200有部分重叠,主要当第二保护通道无法满足零件13和热影响区100等氧化区域全覆盖时,可以启动第三保护气体通道。
50.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可
以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1