一种角磨片及其制备方法与流程
1.本发明属于磨具材料技术领域,具体涉及一种角磨片及其制备方法。
背景技术:
2.角磨片,是用特殊纤维织物作增强材料的一种树脂磨具。角磨片具有较高抗拉伸、抗冲击和抗弯强度,角磨片广泛用于各种金属及非金属材料的磨削、除锈,既迅速又经济。大部分的磨具是用磨料加上结合剂制成的人造磨具,也有用天然矿岩直接加工成的天然磨具。磨具除在机械制造和其他金属加工工业中被广泛采用外,还用于粮食加工、造纸工业和陶瓷、玻璃、石材、塑料、橡胶、木材等非金属材料的加工。
3.角磨片在使用过程中,当磨粒磨钝时,由于磨粒自身部分碎裂或结合剂断裂,磨粒从角磨片上局部或完全脱落,而角磨片工作面上的磨料不断出现新的切削刃口,或不断露出新的锋利磨粒,使磨具在一定时间内能保持切削性能,但是目前的角磨片打磨工件时非磨面容易掉块,其总体物理性能有待进一步提升。
技术实现要素:
4.针对现有技术中存在的不足,本发明提供了一种物理性质稳定、不易掉块磨损的角磨片及其制备方法。
5.为了实现上述目的,本发明采用以下技术方案:一种角磨片,所述的角磨片由下至上依次包括粗磨削面层、网片层、粗料层、网片层和细料非磨削面层。
6.作为优选,网片层网片为无碱玻璃纤维增强网片。
7.在上述的一种角磨片中,角磨片的厚度为5-7mm。
8.在上述的一种角磨片中,细料非磨削面层的厚度占角磨片总厚度的1/5-1/3。本发明通过控制细料非磨削面层的厚度能够使得在压机单面加压时,砂轮的磨削面与非磨削面的致密性一致,从而减少磨片掉块。
9.在上述的一种角磨片中,粗磨削面层和粗料层的材料均为粗料,粗料的粒径为22-30目。本发明通过控制粗料的粒径增加角磨片工作面的磨削力同时保证摊料的均匀性。
10.在上述的一种角磨片中,粗料为如下质量百分比的组分:冰晶石3-8%,酚醛树脂液5-6%,酚醛树脂粉10-12%,余量为磨料。
11.在上述的一种角磨片中,细料非磨削面层的细料粒径为60-100目。本发明通过控制细料非磨削面层的细料粒径能够使得在压机单面加压时,砂轮的磨削面与非磨削面的致密性一致。
12.在上述的一种角磨片中,细料为如下质量百分比组分:冰晶石1-3%,环氧树脂2-5%,酚醛树脂液3-10%,酚醛树脂粉10-25%,余量为磨料。环氧树脂的强度高于酚醛树脂,但耐热性又低于酚醛树脂,加入环氧树脂后可以提高非磨削面的强度及抗冲击性,并且提高了非磨削面的自锐性,让非磨削面既能为粗料面和磨削面提供很好的支撑,优异的抗冲击性,又能保证自身同时被消耗掉,从而减少磨料掉块。
13.在上述的一种角磨片中,磨料为白刚玉或棕刚玉中的一种或两种。在细料非磨削面层加入白刚玉,因为白刚玉的自锐性要高于棕刚玉,提高了非磨削面的自锐性,可以减少磨片掉块。
14.本发明因为粗料面是起主要磨削作用,但是由于目前的成型压机都是单面加压,造成砂轮在压制成型是非磨削面受到的压力偏小,造成非磨削面密度偏小,当砂轮在磨削工作中非磨削面非常容易脱落掉块,缺少了非磨削面的支撑,粗料面与磨削面也会相继非正常脱落,从而导致整个角磨片很快被消耗掉。所以非磨削面用料配比至关重要,当把非磨削面用料调整到本发明所述组份配比,且粗磨削面层、粗料层和细料非磨削面层的质量比也按本发明所述,能够使得在压机单面加压时,砂轮的磨削面与非磨削面的致密性一致。
15.本发明还提供了一种角磨片的制备方法,所述的制备方法包括如下步骤:
16.s1、分别称取并混合好粗料原料和细料原料,备用;
17.s2、将模具预热至40-50℃,将混合的细料原料投入磨具,摊平,得细料非磨削面层;
18.s3、在细料非磨削面层上放一层网片,用加热装置烤软网片,压网将网压成模具相同形状;
19.s4、将混合的粗料原料投入s3的网片上,摊平,得粗料层;
20.s5、在粗料层上放一层网片,用加热装置烤软网片,压网将网压成模具相同形状;
21.s6、在混合的粗料原料投入s5的网片上,摊平,得粗磨削面层;
22.s7、放入孔环、压制成型、硬化得角磨片成品。
23.与现有技术相比,本发明具有如下有益效果:本发明角磨片通过粗磨削面层、网片层、粗料层、网片层和细料非磨削面层的五层结构设计,同时分别对粗磨削面层、粗料层、粗料层的组分进行优化使得最终角磨片磨削性能优良,锋利耐用,打磨工件时砂轮磨损均匀,平衡性好,不容易掉块,在实际使用过程中操作时人员不麻手大大提高了安全性。
附图说明
24.图1为实施例1制备得到的角磨片层次结构图:1、细料非磨削面层;2、网片层;3、粗料层;4、粗磨削面层。
25.图2为实施例1制备得到的角磨片打磨10min后的正面外貌图。
26.图3为实施例1制备得到的角磨片打磨10min后的反面外貌图。
27.图4为实施例1制备得到的角磨片打磨10min后的斜面外貌图。
28.图5为实施例2制备得到的角磨片打磨10min后的正面外貌图。
29.图6为实施例2制备得到的角磨片打磨10min后的反面外貌图。
30.图7为实施例2制备得到的角磨片打磨10min后的斜面外貌图。
31.图8为对比例1制备得到的角磨片打磨10min后的正面外貌图。
32.图9为对比例1制备得到的角磨片打磨10min后的反面外貌图。
33.图10为对比例1制备得到的角磨片打磨10min后的斜面外貌图。
34.图11对比例2制备得到的角磨片打磨10min后的正面外貌图。
35.图12对比例2制备得到的角磨片打磨10min后的反面外貌图。
36.图13对比例2制备得到的角磨片打磨10min后的斜面外貌图。
具体实施方式
37.以下是通过具体实施例,对本发明的技术方案作进一步的描述,但本发明并不仅限于这些实施例。
38.实施例1
39.s1、按照如下质量百分比分别称取并混合好粗料原料和细料原料备用,然后将粗料经14目筛网过筛,细料经40目筛网过筛;
40.粗料:冰晶石8%,酚醛树脂液6%,酚醛树脂粉12%,粒度号f22的棕刚玉20%、粒度号f24的棕刚玉30%、粒度号f30的白刚玉24%;
41.细料:冰晶石3%,环氧树脂5%,酚醛树脂液10%,酚醛树脂粉25%,粒度号f60的棕刚玉20%、粒度号f60的白刚玉37%。
42.s2、将模具预热至45℃,将混合的细料原料投入磨具,摊平,得细料非磨削面层;细料非磨削面层的厚度占角磨片总厚度的1/4。
43.s3、在细料非磨削面层上放一层网片,用加热装置烤软网片,压网,将网压成模具相同形状;
44.s4、将混合的粗料原料投入s3的网片上,摊平,得粗料层;
45.s5、在粗料层上放一层网片,加热装置烤软网片,压网将网压成模具相同形状;
46.s6、在混合的粗料原料投入s5的网片上,摊平,得粗磨削面层;
47.s7、放入孔环、压制成型、硬化得角磨片成品。
48.实施例2:
49.s1、按照如下质量百分比分别称取并混合好粗料原料和细料原料备用,然后将粗料经18目筛网过筛,细料经60目筛网过筛;
50.粗料:冰晶石3%,酚醛树脂液5%,酚醛树脂粉10%,粒度号f22的棕刚玉15%、粒度号f24的棕刚玉40%、粒度号f30的白刚玉27%;
51.细料:冰晶石1%,环氧树脂2%,酚醛树脂液3%,酚醛树脂粉10%,粒度号f100的白刚玉21%、粒度号f100的棕刚玉63%。
52.s2、将模具预热至40℃,将混合的细料原料投入磨具,摊平,得细料非磨削面层;细料非磨削面层的厚度占角磨片总厚度的1/6。
53.s3、在细料非磨削面层上放一层网片,加热装置烤软网片,压网将网压成模具相同形状;
54.s4、将混合的粗料原料投入s3的网片上,摊平,得粗料层;
55.s5、在粗料层上放一层网片,加热装置烤软网片,压网将网压成模具相同形状;
56.s6、在混合的粗料原料投入s5的网片上,摊平,得粗磨削面层;
57.s7、放入孔环、压制成型、硬化得角磨片成品。
58.对比例1:
59.与实施例1的区别,仅在于,该对比例中的角磨片由下至上依次为粗磨削面层、网片层、粗料层、网片层、粗料层。
60.对比例2:
61.与实施例1的区别,仅在于,该对比例中的角磨片由下至上依次为粗磨削面层、网片层、细料非磨削面层、网片层、细料非磨削面层。
62.对比例3:
63.根据中国专利申请文件(公开号:cn102343560a)实施例1制备方法制备的包括磨削体和加强片的树脂砂轮。
64.为保证数据的准确性,统一制成相同规格角片:ajb100x6x16(打磨钢材钹型树脂角磨片,外径为100mm,厚度为6mm,孔径为16mm)。所用角磨机均为bosch牌,功率800w,转速为11000r/min。所打磨的钢材为同一块300mmx300mmx20mm的45#钢块,每片打磨时间均为10min。
65.磨削比:工件与砂轮重量损失比,越高越耐用。
66.磨削效率:每分钟工件损失,越高越锋利。
67.不平衡克数:在砂轮静止状态下,修正砂轮质量中心与几何中心在同一点需要的最低质量。越大越不利于砂轮使用,越大越不安全。由于角磨片在生产制造过程中不过避免的原因造成质量中心与圆心(几何中心)往往不在同一点上,造成角磨片在角磨机上旋转工作时会产生振动(轻微感受不到,重一点会麻手,再严重一点手会把不住角磨机的手柄,最严重的是角磨片会爆碎伤人)。
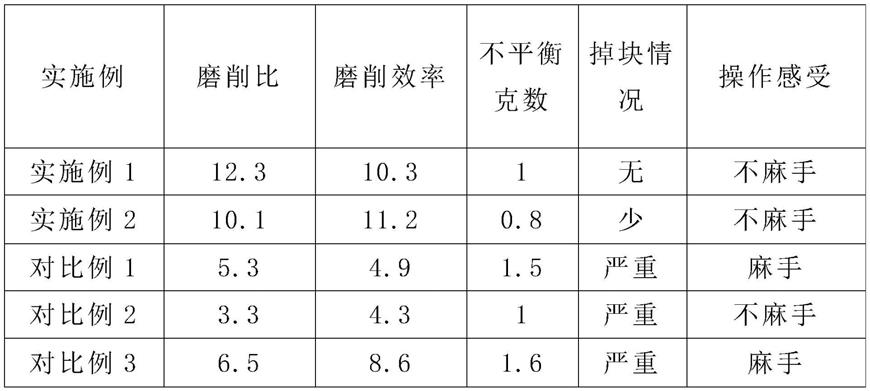
68.表1:实施例1-2、对比例1-3所制备角磨片检测结果
[0069][0070]
图1为实施例1实施例1制备得到的角磨片层次结构图:1、细料非磨削面层;2、网片层;3、粗料层;4、粗磨削面层。本发明通过五层结构使得角磨片使得角磨片整体物理性质更加稳定。
[0071]
图2、3、4为实施例1制备得到的角磨片成品在打磨10min后的正、反、斜面外貌图。可以看出磨片整体完整,磨削比达12.3,磨削效率为10.3,无掉块情况。
[0072]
图5、6、7为实施例2制备得到的角磨片成品在打磨10min后的正、反、斜面外貌图。可以看出磨片整体较完整,磨削比为10.1,磨削效率为11.2,仅有很少的掉块情况。
[0073]
图8、9、10对比例1制备得到的角磨片成品在打磨10min后的正、反、斜面外貌图。可以看出磨片磨削比仅为5.3,磨削效率为8.4,有严重的掉块情况,没有粗磨削面层起主要磨削作用,磨削效率与磨削比大大降低。
[0074]
图11、12、13为对比例2制备得到的角磨片成品在打磨10min后的正、反、斜面外貌图外貌图。可以看出磨片磨削比仅为3.3,磨削效率为4.3,有严重的掉块情况,没有中间粗料面的支撑,角磨片磨削效率与磨削比大幅度降低,整体物理性能大幅度降低。
[0075]
从上述结果可以看出,本发明角磨片磨削性能优良,锋利耐用,打磨工件时砂轮磨损均匀,平衡性好,不容易掉块,操作时人员不麻手提高了安全性;本发明角磨片在不改变现有生产设备的情况下解决了砂轮上下两面组织不一致的问题。
[0076]
本处实施例对本发明要求保护的技术范围中点值未穷尽之处以及在实施例技术方案中对单个或者多个技术特征的同等替换所形成的新的技术方案,同样都在本发明要求保护的范围内,并且本发明方案所有涉及的参数间如未特别说明,则相互之间不存在不可替换的唯一性组合。
[0077]
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
[0078]
尽管对本发明已作出了详细的说明并引证了一些具体实施例,但是对本领域熟练技术人员来说,只要不离开本发明的精神和范围可作各种变化或修正是显然的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1