低成本HRB400cE耐氯离子腐蚀钢筋产品制备方法与流程
低成本hrb400ce耐氯离子腐蚀钢筋产品制备方法
技术领域
1.本发明涉及冶金技术领域,具体为低成本hrb400ce耐氯离子腐蚀钢筋产品制备方法。
背景技术:
2.钢筋锈蚀是温度、海洋和工业环境中钢筋混凝土结构的主要破坏机制之一。对于投资者和工程师来说,它已成为一个主要的耐久性问题。如果不减弱这种侵蚀性,它会加速钢筋混凝土结构的恶化,可能会导致一系列相关的严重后果,包括但不限于开裂和混凝土保护层剥落,钢筋截面面积损失,降解的钢-凝土界面粘结,最终减少钢筋混凝土结构的使用寿命。
3.目前钢筋对于氯离子腐蚀的问题没有较好的解决办法,只能采用在钢种冶炼时添加ni、cu、al提高耐蚀性的合金元素,为了解决混凝土中钢筋的腐蚀问题,迫切需要耐氯离子腐蚀的钢筋产品。
技术实现要素:
4.本发明的目的在于提供低成本hrb400ce耐氯离子腐蚀钢筋,所含化学元素以质量百分数计为:c 0.02~0.04%、mn 0.7~1.4%、si 0.5~1.0%、s 0.008~0.015%、p 0.006~0.01%、cr 0.05~0.08%、cu 0.10~0.12%、ti 0.6~1.3%、ni 0.10~0.14%、in 0.02~0.05%、sc 0.02~0.10%,其余为fe。
5.成本hrb400ce耐氯离子腐蚀钢筋产品制备方法,包括以下步骤;
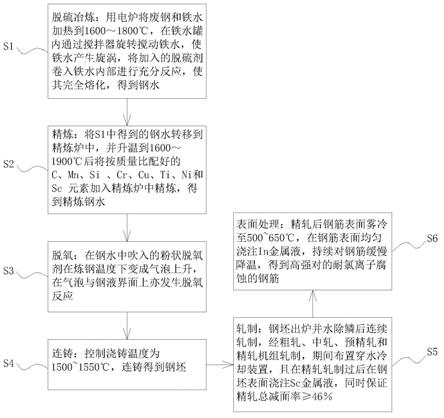
6.s1、脱硫冶炼:用电炉将废钢和铁水加热到1600~1800℃,在铁水罐内通过搅拌器旋转搅动铁水,使铁水产生旋涡,将加入的脱硫剂卷入铁水内部进行充分反应,使其完全熔化,得到钢水;
7.s2、精炼:将s1中得到的钢水转移到精炼炉中,并升温到1600~1900℃后将按质量比配好的c、mn、si、cr、cu、ti、ni和sc元素加入精炼炉中精炼,得到精炼钢水;
8.s3、脱氧:在钢水中吹入的粉状脱氧剂在炼钢温度下变成气泡上升,在气泡与钢液界面上亦发生脱氧反应;
9.s4:连铸:控制浇铸温度为1500~1550℃,连铸得到钢坯;
10.s5:轧制:钢坯出炉并水除鳞后连续轧制,经粗轧、中轧、预精轧和精轧机组轧制,期间布置穿水冷却装置,且在精轧轧制过后在钢坯表面浇注sc金属液,同时保证精轧总减面率≥46%;
11.s6:表面处理:精轧后钢筋表面雾冷至500~650℃,在钢筋表面均匀浇注in金属液,持续对钢筋缓慢降温,得到高强度耐腐蚀钢筋。
12.可选的,所述出钢坯温度为1400~1500℃,且拉速为2.1~3.8m/min。
13.可选的,所述步骤s3中采用喷枪通过将粉状脱氧剂(如钙、镁、稀土金属、铝、硅铁)直接引入钢液炉外,且脱氧过程的温度为1500~1700℃。
14.可选的,所述步骤s5中粗轧前的开轧温度为1100~1300℃。
15.可选的,所述步骤s5中开轧处理温度控制在1050~1200℃。
16.可选的,所述步骤s5中预精轧温度控制在850~950℃。
17.可选的,所述步骤s5中精轧温度控制在800~850℃。
18.可选的,所述冷床空冷过程包括:以7~12℃/s的速度冷却到150℃~200℃,最后空冷到室温。
19.可选的,所述in金属液在精轧后钢筋表面形成一层厚度为0.1~0.6mm的耐腐蚀层。
20.与现有技术相比,本发明的有益效果是:
21.本发明通过添加c、mn、si、cr、cu、ti、ni和sc元素加入精炼炉中精炼,得到精炼钢水,钢坯出炉并水除鳞后连续轧制,经粗轧、中轧、预精轧和精轧机组轧制,在精轧轧制过后在钢坯表面浇注sc金属液,然后表面处理时,精轧后钢筋表面雾冷至500~650℃,在钢筋表面均匀浇注in金属液,持续对钢筋缓慢降温,即可得到高强对的耐氯离子腐蚀的钢筋,保证在ti、ni和sc元素作用下缓解钢筋氯离子的腐蚀作用,同时在钢筋表面附着in金属膜,进一步提高了钢筋的耐氯离子腐蚀的性能,同时保证钢筋长时间放置不会受到腐蚀。
附图说明
22.图1为本发明制备方法流程图。
23.本发明目的的实现、功能特点及优点将结合实施例,参照附图作进一步说明。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.请参阅图1,本发明提供低成本hrb400ce耐氯离子腐蚀钢筋,其特征在于,所含化学元素以质量百分数计为:c 0.02~0.04%、mn 0.7~1.4%、si 0.5~1.0%、s 0.008~0.015%、p 0.006~0.01%、cr 0.05~0.08%、cu 0.10~0.12%、ti 0.6~1.3%、ni 0.10~0.14%、0.01~0.08%、in 0.02~0.05%、sc 0.02~0.10%,其余为fe。
26.在本发明中:
27.碳(c)是确保强度的重要元素,若含量过高,除焊接性劣化外,当冷却速率高时易于形成马氏体,制钢工序中将碳含量控制在极低的范围,本发明限定c含量为0.02~0.04%。
28.硫(s)与钢中的mn结合而形成起到腐蚀引发剂作用的非金属夹杂物,是导致热脆性的因素,应尽可能地减少其含量,本发明限定s含量为0.008~0.015%。
29.磷(p)是一种作为固溶元素存在于钢中的同时,由于引起固溶强化而对提高钢的强度及硬度有利的元素,也容易偏析和使钢的韧性劣化,本发明限定p含量为0.006~0.01%。
30.铜(cu)能改善钢的抗大气腐蚀性能,尤其是与p配合使用,可以提高钢的强度和屈
服比,本发明限定cu含量0.10~0.12%。
31.低成本hrb400ce耐氯离子腐蚀钢筋产品制备方法,包括以下步骤;
32.s1、脱硫冶炼:用电炉将废钢和铁水加热到1600~1800℃,在铁水罐内通过搅拌器旋转搅动铁水,使铁水产生旋涡,将加入的脱硫剂卷入铁水内部进行充分反应,从而实现铁水脱硫,具有脱硫效率高、脱硫剂耗量少、金属损耗低等特点,使其完全熔化,得到钢水;
33.s2、精炼:将s1中得到的钢水转移到精炼炉中,并升温到1600~1900℃后将按质量比配好的c、mn、si、cr、cu、ti、ni和sc元素加入精炼炉中精炼,得到精炼钢水;
34.s3、脱氧:在钢水中吹入的粉状脱氧剂在炼钢温度下变成气泡上升,在气泡与钢液界面上亦发生脱氧反应。其中这种脱氧又称为喷粉脱氧,其实质仍然属于沉淀脱氧;
35.s4:连铸:控制浇铸温度为1500~1550℃,连铸得到钢坯;
36.s5:轧制:钢坯出炉并水除鳞后连续轧制,经粗轧、中轧、预精轧和精轧机组轧制,期间布置穿水冷却装置,且在精轧轧制过后在钢坯表面浇注sc金属液,同时保证精轧总减面率≥46%;
37.s6:表面处理:精轧后钢筋表面雾冷至500~650℃,在钢筋表面均匀浇注in金属液,持续对钢筋缓慢降温,得到高强对的耐氯离子腐蚀的钢筋。
38.所述出钢坯温度为1400~1500℃,且拉速为2.1~3.8m/min。
39.所述步骤s3中采用喷枪通过将粉状脱氧剂(如钙、镁、稀土金属、铝、硅铁)直接引入钢液炉外,且脱氧过程的温度为1500~1700℃。
40.粗轧前的开轧温度为1100~1300℃。
41.开轧处理温度控制在1050~1200℃。
42.预精轧温度控制在850~950℃。
43.精轧温度控制在800~850℃。
44.冷床空冷过程包括:以7~12℃/s的速度冷却到150℃~200℃,最后空冷到室温。
45.所述in金属液在精轧后钢筋表面形成一层厚度为0.1~0.6mm的耐腐蚀层。
46.该技术方案中在传统使用的c、mn、si、cr、cu和ti元素中添加了ni、sc和in,通过所添加的元素使得钢筋的性能和耐腐蚀性得到较大的提升,详见实施例表格中常规方法制备的样本与下述两个实施例的性能数据,成本较低(相对于常规方法制备的样本,成本未增加或未显著增加)的情况下,大幅度提高了该耐氯离子腐蚀钢筋的耐腐蚀效果,因而使该成型钢筋具备高性价比,适于大规模生产及应用。
47.实施例1
48.低成本hrb400ce耐氯离子腐蚀钢筋,其特征在于,所含化学元素以质量百分数计为:c 0.02%、mn 0.7%、si 0.5%、s 0.008%、p 0.006%、cr 0.05%、cu 0.10%、ti 0.6%、ni 0.10%、in 0.02%、sc 0.02%,其余为fe。
49.制备方法:
50.用电炉将废钢和铁水加热到1600~1800℃,在铁水罐内通过搅拌器旋转搅动铁水,使铁水产生旋涡,将加入的脱硫剂卷入铁水内部进行充分反应,使其完全熔化,得到钢水,将得到的钢水转移到精炼炉中,并升温到1600~1900℃后将按质量比配好的c、mn、si、cr、cu、ti、ni和sc元素加入精炼炉中精炼,得到精炼钢水,其中,mn用于防止因硫所引起的热脆性,但是当其含量过多,则会导致材料韧性和焊接性劣化,本实施例限定mn含量为
0.7%,si用作钢的脱氧剂,本实施例限定si含量为0.5%,cr能增加钢的淬透性并有二次硬化的作用,可提高碳钢的硬度、耐磨性和耐腐蚀性,但是当含量过高时,钢的强度和硬度会下降,本实施例限定cr含量为0.05%,ni在钢中能够提高强度而不显著降低其韧性,且能够使钢材耐酸、耐碱,对大气和盐都有抗蚀能力,本实施例限定ni含量为0.10%,ti使奥氏体相区缩小,固溶态钛提高钢的淬透性,而以tic微粒存在时则降低钢的淬透性,本实施例限定ti含量为0.6%,sc显著提高铸铁的强度和硬度,同时可以缓解氯离子所产生原电池原理的腐蚀,本实施例限定sc含量为0.02%,in具有非常良好的延展性,可以在钢筋表面跟随钢筋进行弯折,可以对氯离子腐蚀起到较佳的防护,本实施例限定in含量为0.02%,采用喷枪通过将粉状脱氧剂(如钙、镁、稀土金属、铝、硅铁)直接引入钢液炉外,且脱氧过程的温度为1500~1700℃,在炼钢温度下变成气泡上升,在气泡与钢液界面上亦发生脱氧反应,其控制浇铸温度为1500~1550℃,采用拉速为2.1~3.8m/min,连铸得到钢坯,将钢坯出炉并水除鳞后连续轧制,经粗轧、中轧、预精轧和精轧机组轧制,粗轧前的开轧温度为1100~1300℃,开轧处理温度控制在1050~1200℃,预精轧温度控制在850~950℃,精轧温度控制在800~850℃,期间布置穿水冷却装置,且在精轧轧制过后在钢坯表面浇注sc金属液,同时保证精轧总减面率≥46%,精轧后钢筋表面雾冷至500~650℃,在钢筋表面均匀浇注in金属液,以7~12℃/s的速度冷却到150℃~200℃,最后空冷到室温,得到高强对的耐氯离子腐蚀的钢筋。
51.实施例2
52.低成本hrb400ce耐氯离子腐蚀钢筋,所含化学元素以质量百分数计为:c 0.04%、mn 1.4%、si 1.0%、s 0.015%、p 0.01%、cr 0.08%、cu 0.12%、ti 1.3%、ni 0.14%、in 0.05%、sc 0.10%,其余为fe。
53.制备方法:
54.用电炉将废钢和铁水加热到1600~1800℃,在铁水罐内通过搅拌器旋转搅动铁水,使铁水产生旋涡,将加入的脱硫剂卷入铁水内部进行充分反应,使其完全熔化,得到钢水,将得到的钢水转移到精炼炉中,并升温到1600~1900℃后将按质量比配好的c、mn、si、cr、cu、ti、ni和sc元素加入精炼炉中精炼,得到精炼钢水,其中,mn用于防止因硫所引起的热脆性,但是当其含量过多,则会导致材料韧性和焊接性劣化,本实施例限定mn含量为1.4%,si用作钢的脱氧剂,本实施例限定si含量为1.0%,cr能增加钢的淬透性并有二次硬化的作用,可提高碳钢的硬度、耐磨性和耐腐蚀性,但是当含量过高时,钢的强度和硬度会下降,本实施例限定cr含量为0.08%,ni在钢中能够提高强度而不显著降低其韧性,且能够使钢材耐酸、耐碱,对大气和盐都有抗蚀能力,本实施例限定ni含量为0.14%,ti使奥氏体相区缩小,固溶态钛提高钢的淬透性,而以tic微粒存在时则降低钢的淬透性,本实施例限定ti含量为~1.3%,sc显著提高铸铁的强度和硬度,同时可以缓解氯离子所产生原电池原理的腐蚀,本实施例限定sc含量为0.10%,in具有非常良好的延展性,可以在钢筋表面跟随钢筋进行弯折,可以对氯离子腐蚀起到较佳的防护,本实施例限定in含量为0.05%,采用喷枪通过将粉状脱氧剂(如钙、镁、稀土金属、铝、硅铁)直接引入钢液炉外,且脱氧过程的温度为1500~1700℃,在炼钢温度下变成气泡上升,在气泡与钢液界面上亦发生脱氧反应,其控制浇铸温度为1500~1550℃,采用拉速为2.1~3.8m/min,连铸得到钢坯,将钢坯出炉并水除鳞后连续轧制,经粗轧、中轧、预精轧和精轧机组轧制,粗轧前的开轧温度为1100~1300
℃,开轧处理温度控制在1050~1200℃,预精轧温度控制在850~950℃,精轧温度控制在800~850℃,期间布置穿水冷却装置,且在精轧轧制过后在钢坯表面浇注sc金属液,同时保证精轧总减面率≥46%,精轧后钢筋表面雾冷至500~650℃,在钢筋表面均匀浇注in金属液,以7~12℃/s的速度冷却到150℃~200℃,最后空冷到室温,得到高强对的耐氯离子腐蚀的钢筋。
55.综上,按照以上实施例1和实施例2的实验步骤过后,钢筋的室温力学性能和耐氯离子腐蚀速率见下表:
[0056][0057]
以上内容是结合具体实施方式对本发明作进一步详细说明,不能认定本发明具体实施只局限于这些说明,对于本发明所属技术领域的普通技术人员来说,在不脱离本发明的构思的前提下,还可以做出若干简单的推演或替换,都应当视为属于本发明所提交的权利要求书确定的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1