平台珩磨油石的制造的制作方法
本发明涉及一种达到国六排放标准的重型汽车缸套的平台珩磨油石。
背景技术:
1、随着全世界汽车尾气排放要求的提高,对内燃机中的缸套内表面质量提出更高的要求,加工缸套的油石也要同步提高。缸套平台珩磨分两道工序:
2、一级珩磨是粗珩,去除缸套余量,在缸套的内表面形成一定形状轨迹和深浅的粗糙面,
3、二级珩磨是精珩,也就是平台珩磨,是去除粗珩时在缸套内壁留下的尖峰,从而形成平台和沟槽相互间隔的轮廓轨迹。
4、传统的陶瓷油石没弹性,树脂油石弹性很小,粗珩时碳化硅磨料的切削缸套内壁形成的的尖峰,但无法清除藏在网纹沟槽里的微小磨屑。
5、加入本发明的特制木粉后,利用木粉的弹性,油石能够深入沟槽,把沟槽里的磨屑清理出来,能够得到一个理想形状的平台和轮廓轨迹的沟槽。这样均匀分布的小平台间隔均匀的沟槽可以获得良好的油膜分布,使缸套和活塞环很快磨合,改善缸套耐磨性,减少发动机机油耗,减少拉缸现象,延长发动机寿命。
技术实现思路
1、本发明目的是针对重型汽车缸套网纹的技术要求,提供珩磨油石制造的各材料的配比与加工工艺。
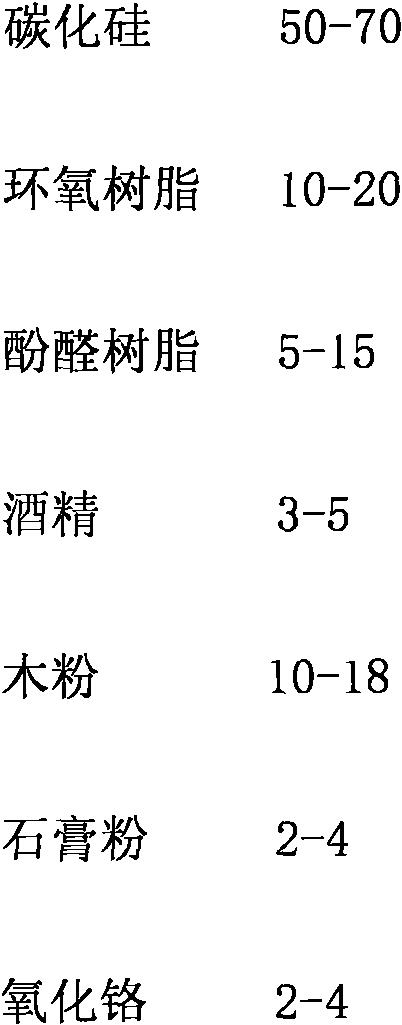
2、本发明提供用平台珩磨油石的组分,包括碳化硅磨料,环氧树脂、酚醛树脂,石膏、木粉、氧化铬作填料。各组分如下:
3、
技术特征:
1.木粉的加入,明显改变了传统的树脂油石、陶瓷油石的性能。传统油石切削性能好,但弹性不足。木粉的加入不仅保持了油石的切削性能,又增加了油石的弹性。
2.木粉的性能是最关键的。木粉的密度需要控制在0.18~0.25g/cm3,含水率控制在1.0~1.5%,粒度控制在120目,体积变化率控制在-20~30%。
技术总结
本发明采用2020年研制开发的新型SIC磨料与木粉制作达到国六排放标准的重型汽车发动机缸套的平台抛光油石。平台珩磨油石是决定缸套是否达到排放标准的的最后最关键工序。本发明选用新型SIC作为研磨材料,木粉作为弹性材料。本发明的优点是生产周期短,生产工艺稳定,珩磨出来的缸套表面粗糙度及网纹技术参数全部达到国六排放标准,完全替代进口美国油石。
技术研发人员:周宝廷,王海,李海平,张宗超
受保护的技术使用者:郑州锐利磨料磨具有限公司
技术研发日:
技术公布日:2024/1/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1