一种高强高延展率铝合金材料及其制备方法与流程
1.本发明涉及铝合金材料领域,具体涉及一种高强高延展率铝合金材料及其制备方法。
背景技术:
2.铝合金管材是有色金属管的一种,它是将铝合金型材经挤压、拉拔等工艺加工成沿其纵 向全长中空的金属管状材料。铝合金管材可以有一个或多个封闭的通孔,壁厚、横截面均匀 一致,按外形可分为:方管、圆管、花纹管、异型管等;按挤压方式可分为:无缝铝管和普 通挤压管;按精度可分为:普通铝管和精密铝管,其中精密铝管一般需要在挤压后进行再加 工,如冷拉精抽;按轧制厚度可分为:普通铝管和薄壁铝管。由于铝合金管材具有密度小、 质量轻、强度高以及优良的导热性、可焊性、可锻型、低电阻性及机加工等性能,被广泛用 于各行各业,如:汽车、轮船、航天、航空、电器、农业、机电、家居等,在很多场合已代 替钢铁、铜材、木材和塑料,成为一种重要的基础材料。
3.高强度时效硬化al-zn-mg-cu合金因其优异的机械性能而可应用于具有高标准需求的铝 合金管材领域中,以能够保证稳定输送高效、高品质的压缩空气、真空、惰性气体等。但高 强铝合金管件室温变形能力较差,无法成形复杂形状零件,影响了后续的弯曲扩口等成形加 工,极大地限制了其应用范围。而合金的成形性、强度和延伸率与合金的微观结构密切相关, 尤其是初生颗粒和析出物的大小、类型和分布。因此,设计和控制al-zn-mg-cu合金中颗粒 的形成和分布具有重要意义。
4.为了提高强度、韧性并获得较低的淬火敏感性,在al-zn-mg-cu合金的设计中,锌含量 逐渐增加,如开发的aa7168、aa7136、aa7056、aa7095和aa7037等,由于细沉淀物 的数量密度增加,这被认为是提高强度的有效方法。
5.然而,随着zn、mg和cu溶质原子浓度的增加,难以避免在铸态合金中形成具有高数密 度的可溶或不可溶粗颗粒,并且难以在随后的高温均匀化处理中完全溶解它们。残留的粗颗 粒通常会对铝合金的塑性、韧性、抗疲劳性或耐腐蚀性产生不利影响。因此,在均匀化处理 过程中,改善提高zn铝合金中粗可溶颗粒的溶解具有重要意义。
技术实现要素:
6.基于上述背景,为满足铝合金管材高强度及成形加工需求,解决当前铝合金在高温均匀 化处理中残留的粗晶粒,本发明的目的是提供一种高强高延展率铝合金材料及其制备方法, 从而获得高强、高延展率铝合金。
7.为实现以上目的,本发明采用以下的技术方案:
8.一种高强高延展率铝合金材料,以质量百分比计,成分如下:8~11%zn,2~3%mg,1~ 3%cu,0.15~0.3%zr,0.1~0.5%ti,b≤0.1%,si≤0.01%,fe≤0.02%,余量为al和不可避 免的杂质元素,总和为100%。
9.一种高强高延展率铝合金材料的制备方法,包括以下步骤:
10.(1)将原材料烘干待用:
11.金属块材铝锭(al 99.99%)、锌锭(zn 99.99%)和镁锭(mg 99.99%);
12.al-50cu和al-10zr中间合金;
13.晶粒细化剂al-5ti-b合金颗粒;
14.(2)依照成分百分比称取铝锭、锌锭、镁锭以及al-50cu和al-10zr中间合金放入熔炼 炉中熔炼,熔炼温度为750~800℃,待熔体稳定后加入晶粒细化剂al-5ti-b合金颗粒,开启 电磁搅拌继续熔炼20~30min;
15.进一步地,步骤(2)中,电磁搅拌的电流为100~200ma,频率为40~60hz。
16.(3)利用氩气输送管道向熔体内部输送精炼剂2~3kg/t并均匀搅拌,扒渣后静止;
17.进一步地,步骤(3)中,扒渣后静止时间为15~20min。
18.(4)降低熔体温度到710~720℃,由陶瓷过滤网进行过滤浇铸;调控铸模温度以1~2℃/s 速率缓慢降温至450~480℃保温10~12h进行均匀化处理,后以10~13℃/s的速率快速冷却到 室温;
19.(5)开启热轧机,控制模具、铸锭和挤压筒温度,挤压成铝合金棒材,并室温冷却;
20.进一步地,步骤(5)中,模具、铸锭和挤压筒温度为450-480℃,挤压速度为8~10m/min、 挤压比为15~20。
21.(6)将铝合金棒材进行人工时效处理,得到高强高延展率铝合金材料。
22.进一步地,步骤(6)中,时效温度为130-150℃,时效时间为5~10h。
23.本发明具有的有益效果是:
24.提供了一种制备铝合金管材用铝合金棒材,该铝合金棒材的成分配制合理,具有优异的 综合力学性能,具有较高的强度和延展率,能够满足铝合金管材高强度及成形加工需求,有 利于铝合金管材的后续加工,并扩展了铝合金管材的应用领域;
25.在制备过程中,采用了独特的梯度温度冷却工艺,即在浇铸凝固过程中,首先采用缓慢 冷却制度,给熔体提供一个充分的溶质再分配过程而获得更多的非晶增强相,然后在 alznmgcu共晶点附近温度下进行均匀化处理,并快速冷却以获得细化晶粒。利用该种方法 制备的铝合金具有高的抗拉强度≥600mpa,同时断裂延伸率达到18%,较当前同类型铝合金 提高了15%。采用该方法制备铝合金铸坯在挤塑成型过程中,可有效解决结构件表面出现裂 纹的现象,保证了产品的成品率,节省生产成本。
26.在熔炼过程中加入al-5ti-b合金作为晶粒细化剂,采用梯度冷却工艺,生长大量均匀的 细小的alznmgcu共晶相,改善了微观组织,获得高强、高延展率铝合金,使其广泛应用于 挤压和轧制制造领域。
附图说明
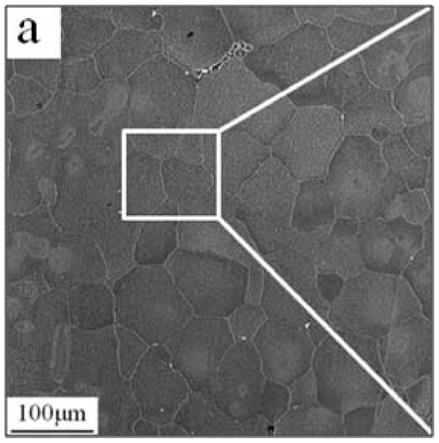
27.图1为实施例1获得的铝合金组织形貌图;
28.图2为实施例1获得的铝合金组织进一步扩大的形貌图;
29.图3为实施例1获得的铝合金组织晶粒元素分布图。
具体实施方式
30.下面结合具体实施例对本发明进行具体的说明:
31.实施例1
32.一种高强高延展率铝合金材料,以质量百分比计,成分如下:8~11%zn,2~3%mg,1~ 3%cu,0.15~0.3%zr,0.1~0.5%ti,b≤0.1%,si≤0.01%,fe≤0.02%,余量为al和不可避 免的杂质元素,总和为100%。
33.制备的具体步骤如下:
34.(1)该合金所用原材料为金属块材al(99.99%)、zn(99.99%)和mg(99.99%)以及 al-50cu和al-10zr中间合金,晶粒细化剂al-5ti-b合金颗粒,将所有原料烘干待用;
35.(2)依照成分百分比称取铝锭、锌锭、镁锭以及al-50cu和al-10zr中间合金放入熔炼 炉中熔炼,熔炼温度为750℃,待熔体稳定后加入晶粒细化剂al-5ti-b合金颗粒,开启电磁 搅拌(电流100ma,频率40hz)继续熔炼20min;
36.(3)利用氩气输送管道向熔体内部输送精炼剂2kg/t并均匀搅拌,扒渣后静止15min;
37.(4)降低熔体温度到710℃,由陶瓷过滤网进行过滤浇铸;调控铸模温度以1℃/s速率 缓慢降温至450℃保温10h进行均匀化处理,后以10℃/s的速率快速冷却到室温。
38.(5)开启热轧机,控制模具、铸锭和挤压筒温度在450℃,挤压速度为8m/min、挤压 比为15的条件下挤压成铝合金棒材,并室温冷却;
39.(6)将铝合金棒材进行人工时效处理,时效温度为130℃,时效时间为10h,得到高强 高延展率铝合金材料。
40.对实施例1获得的铝合金的组织形貌及晶粒元素分布进行分析,结果见图1至图3所示。 从图中可以看出经过该工艺制备的铝合金组织中均匀分布着微小的alznmgcu共晶相,这些 细小的粒子能使位错运动受阻,从而大大提高锻件的力学性能。
41.实施例2
42.一种高强高延展率铝合金材料,以质量百分比计,成分如下:8~11%zn,2~3%mg,1~ 3%cu,0.15~0.3%zr,0.1~0.5%ti,b≤0.1%,si≤0.01%,fe≤0.02%,余量为al和不可避 免的杂质元素,总和为100%。
43.制备的具体步骤如下:
44.(1)该合金所用原材料为金属块材al(99.99%)、zn(99.99%)和mg(99.99%)以及 al-50cu和al-10zr中间合金,晶粒细化剂al-5ti-b合金颗粒,将所有原料烘干待用;
45.(2)依照成分百分比称取铝锭、锌锭、镁锭以及al-50cu和al-10zr中间合金放入熔炼 炉中熔炼,熔炼温度为760℃,待熔体稳定后加入晶粒细化剂al-5ti-b合金颗粒,开启电磁 搅拌(电流110ma,频率50hz)继续熔炼20min;
46.(3)利用氩气输送管道向熔体内部输送精炼剂2kg/t并均匀搅拌,扒渣后静止15min;
47.(4)降低熔体温度到710℃,由陶瓷过滤网进行过滤浇铸;调控铸模温度以1℃/s速率 缓慢降温至460℃保温12h进行均匀化处理,后以11℃/s的速率快速冷却到室温。
48.(5)开启热轧机,控制模具、铸锭和挤压筒温度在460℃,挤压速度为8m/min、挤压 比为15的条件下挤压成铝合金棒材,并室温冷却;
49.(6)将铝合金棒材进行人工时效处理,时效温度为130℃,时效时间为9h,得到高强 高延展率铝合金材料。
50.实施例3
51.一种高强高延展率铝合金材料,以质量百分比计,成分如下:8~11%zn,2~3%mg,1~ 3%cu,0.15~0.3%zr,0.1~0.5%ti,b≤0.1%,si≤0.01%,fe≤0.02%,余量为al和不可避 免的杂质元素,总和为100%。
52.制备的具体步骤如下:
53.(1)该合金所用原材料为金属块材al(99.99%)、zn(99.99%)和mg(99.99%)以及 al-50cu和al-10zr中间合金,晶粒细化剂al-5ti-b合金颗粒,将所有原料烘干待用;
54.(2)依照成分百分比称取铝锭、锌锭、镁锭以及al-50cu和al-10zr中间合金放入熔炼 炉中熔炼,熔炼温度为770℃,待熔体稳定后加入晶粒细化剂al-5ti-b合金颗粒,开启电磁 搅拌(电流100ma,频率60hz)继续熔炼20min;
55.(3)利用氩气输送管道向熔体内部输送精炼剂2kg/t并均匀搅拌,扒渣后静止15min;
56.(4)降低熔体温度到720℃,由陶瓷过滤网进行过滤浇铸;调控铸模温度以1℃/s速率 缓慢降温至470℃保温10h进行均匀化处理,后以11℃/s的速率快速冷却到室温。
57.(5)开启热轧机,控制模具、铸锭和挤压筒温度在460℃,挤压速度为9m/min、挤压 比为16的条件下挤压成铝合金棒材,并室温冷却;
58.(6)将铝合金棒材进行人工时效处理,时效温度为140℃,时效时间为8h,得到高强 高延展率铝合金材料。
59.实施例4
60.一种高强高延展率铝合金材料,以质量百分比计,成分如下:8~11%zn,2~3%mg,1~ 3%cu,0.15~0.3%zr,0.1~0.5%ti,b≤0.1%,si≤0.01%,fe≤0.02%,余量为al和不可避 免的杂质元素,总和为100%。
61.制备的具体步骤如下:
62.(1)该合金所用原材料为金属块材al(99.99%)、zn(99.99%)和mg(99.99%)以及 al-50cu和al-10zr中间合金,晶粒细化剂al-5ti-b合金颗粒,将所有原料烘干待用;
63.(2)依照成分百分比称取铝锭、锌锭、镁锭以及al-50cu和al-10zr中间合金放入熔炼 炉中熔炼,熔炼温度为790℃,待熔体稳定后加入晶粒细化剂al-5ti-b合金颗粒,开启电磁 搅拌(电流120ma,频率40hz)继续熔炼20min;
64.(3)利用氩气输送管道向熔体内部输送精炼剂2kg/t并均匀搅拌,扒渣后静止15min;
65.(4)降低熔体温度到720℃,由陶瓷过滤网进行过滤浇铸;调控铸模温度以2℃/s速率 缓慢降温至480℃保温10h进行均匀化处理,后以12℃/s的速率快速冷却到室温。
66.(5)开启热轧机,控制模具、铸锭和挤压筒温度在470℃,挤压速度为9m/min、挤压 比为18的条件下挤压成铝合金棒材,并室温冷却;
67.(6)将铝合金棒材进行人工时效处理,时效温度为140℃,时效时间为8h,得到高强 高延展率铝合金材料。
68.实施例5
69.一种高强高延展率铝合金材料,以质量百分比计,成分如下:8~11%zn,2~3%mg,1~ 3%cu,0.15~0.3%zr,0.1~0.5%ti,b≤0.1%,si≤0.01%,fe≤0.02%,余量为
al和不可避 免的杂质元素,总和为100%。
70.制备的具体步骤如下:
71.(1)该合金所用原材料为金属块材al(99.99%)、zn(99.99%)和mg(99.99%)以及 al-50cu和al-10zr中间合金,晶粒细化剂al-5ti-b合金颗粒,将所有原料烘干待用;
72.(2)依照成分百分比称取铝锭、锌锭、镁锭以及al-50cu和al-10zr中间合金放入熔炼 炉中熔炼,熔炼温度为800℃,待熔体稳定后加入晶粒细化剂al-5ti-b合金颗粒,开启电磁 搅拌(电流115ma,频率50hz)继续熔炼20min;
73.(3)利用氩气输送管道向熔体内部输送精炼剂2kg/t并均匀搅拌,扒渣后静止15min;
74.(4)降低熔体温度到720℃,由陶瓷过滤网进行过滤浇铸;调控铸模温度以2℃/s速率 缓慢降温至480℃保温10h进行均匀化处理,后以13℃/s的速率快速冷却到室温。
75.(5)开启热轧机,控制模具、铸锭和挤压筒温度在480℃,挤压速度为10m/min、挤 压比为20的条件下挤压成铝合金棒材,并室温冷却;
76.(6)将铝合金棒材进行人工时效处理,时效温度为150℃,时效时间为5h,得到高强 高延展率铝合金材料。
77.对实施例1-5不同制备工艺下的铝合金材料的抗拉强度、屈服强度和断裂伸长率进行检 测,结果见表1所示。
78.表1实施例1-5不同制备工艺下的铝合金材料的抗拉强度、屈服强度和断裂伸长率
[0079][0080]
由此,本技术制备铝合金管材用铝合金棒材具有优异的综合力学性能,具有较高的强度 和延展率,能够满足铝合金管材高强度及成形加工需求,有利于铝合金管材的后续加工,并 扩展了铝合金管材的应用领域;利用该种方法制备的铝合金具有高的抗拉强度≥600mpa,同 时断裂延伸率达到18%,较当前同类型铝合金提高了15%。
[0081]
另外,采用该方法制备铝合金铸坯在挤塑成型过程中,可有效解决结构件表面出现裂纹 的现象,保证了产品的成品率,节省生产成本。
[0082]
实施例6
[0083]
一种高强高延展率铝合金材料,以质量百分比计,成分如下:11%zn,3%mg,3%cu, 0.3%zr,0.5%ti,b≤0.1%,si≤0.01%,fe≤0.02%,余量为al和不可避免的杂质元素,总 和为100%。
[0084]
制备的具体步骤如下:
[0085]
(1)该合金所用原材料为金属块材al(99.99%)、zn(99.99%)和mg(99.99%)以及 al-50cu和al-10zr中间合金,晶粒细化剂al-5ti-b合金颗粒,将所有原料烘干待用;
[0086]
(2)依照成分百分比称取铝锭、锌锭、镁锭以及al-50cu和al-10zr中间合金放入熔炼 炉中熔炼,熔炼温度为755℃,待熔体稳定后加入晶粒细化剂al-5ti-b合金颗粒,开启电磁 搅拌(电流200ma,频率40hz)继续熔炼25min;
[0087]
(3)利用氩气输送管道向熔体内部输送精炼剂3kg/t并均匀搅拌,扒渣后静止20min;
[0088]
(4)降低熔体温度到715℃,由陶瓷过滤网进行过滤浇铸;调控铸模温度以1℃/s速率 缓慢降温至480℃保温10h进行均匀化处理,后以10℃/s的速率快速冷却到室温。
[0089]
(5)开启热轧机,控制模具、铸锭和挤压筒温度在450℃,挤压速度为8m/min、挤压 比为20的条件下挤压成铝合金棒材,并室温冷却;
[0090]
(6)将铝合金棒材进行人工时效处理,时效温度为150℃,时效时间为10h,得到高强 高延展率铝合金材料。
[0091]
实施例7
[0092]
一种高强高延展率铝合金材料,以质量百分比计,成分如下:10%zn,2.5%mg,2%cu, 0.2%zr,0.1%ti,b≤0.1%,si≤0.01%,fe≤0.02%,余量为al和不可避免的杂质元素,总 和为100%。
[0093]
制备的具体步骤如下:
[0094]
(1)该合金所用原材料为金属块材al(99.99%)、zn(99.99%)和mg(99.99%)以及 al-50cu和al-10zr中间合金,晶粒细化剂al-5ti-b合金颗粒,将所有原料烘干待用;
[0095]
(2)依照成分百分比称取铝锭、锌锭、镁锭以及al-50cu和al-10zr中间合金放入熔炼 炉中熔炼,熔炼温度为795℃,待熔体稳定后加入晶粒细化剂al-5ti-b合金颗粒,开启电磁 搅拌(电流180ma,频率60hz)继续熔炼30min;
[0096]
(3)利用氩气输送管道向熔体内部输送精炼剂2.5kg/t并均匀搅拌,扒渣后静止20min;
[0097]
(4)降低熔体温度到715℃,由陶瓷过滤网进行过滤浇铸;调控铸模温度以2℃/s速率 缓慢降温至450℃保温12h进行均匀化处理,后以13℃/s的速率快速冷却到室温。
[0098]
(5)开启热轧机,控制模具、铸锭和挤压筒温度在480℃,挤压速度为8m/min、挤压 比为15的条件下挤压成铝合金棒材,并室温冷却;
[0099]
(6)将铝合金棒材进行人工时效处理,时效温度为130℃,时效时间为5h,得到高强 高延展率铝合金材料。
[0100]
本技术提供了一种制备铝合金管材用铝合金棒材,该铝合金棒材的成分配制合理,具有 优异的综合力学性能,具有较高的强度和延展率,能够满足铝合金管材高强度及成形加工需 求,有利于铝合金管材的后续加工,并扩展了铝合金管材的应用领域;
[0101]
在制备过程中,采用了独特的梯度温度冷却工艺,即在浇铸凝固过程中,首先采用缓慢 冷却制度,给熔体提供一个充分的溶质再分配过程而获得更多的非晶增强相,然后在 alznmgcu共晶点附近温度下进行均匀化处理,并快速冷却以获得细化晶粒。利用该种方法 制备的铝合金具有高的抗拉强度≥600mpa,同时断裂延伸率达到18%,较当前同类型铝合金 提高了15%。采用该方法制备铝合金铸坯在挤塑成型过程中,可有效解决结构件表面出现裂 纹的现象,保证了产品的成品率,节省生产成本。
[0102]
在熔炼过程中加入al-5ti-b合金作为晶粒细化剂,采用梯度冷却工艺,生长大量均匀的 细小的alznmgcu共晶相,改善了微观组织,获得高强、高延展率铝合金,使其能够广泛应 用于挤压和轧制制造领域。
[0103]
当然,上述说明并非是对本发明的限制,本发明也并不仅限于上述举例,本技术领
域的 技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也应属于本发明的保护 范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1