一种自动化玻璃双边圆边机的制作方法
1.本发明涉及一种自动化玻璃双边圆边机。
背景技术:
2.玻璃圆边机主要适合于太阳能玻璃、家电玻璃、家具玻璃及建筑玻璃以及工艺玻璃的加工,主要用于平板玻璃底边和倒角的圆边磨削,抛光。
3.现有玻璃双边圆边机换磨轮,磨边进刀位、倒角位,需要人工调试无法一次性达到精度,反复调试测量核对玻璃尺寸才能达到生产要求,换一次磨轮就会停产调试影响生产,磨边生产过程因磨轮磨损操作工要定期进刀补偿,始终要有人值守。多槽口的磨边轮、倒角轮切换槽口和更换磨轮一样麻烦需要反复调试测量核对玻璃尺寸才能达到生产要求。更换磨轮只能根据操作工经验判断磨轮磨损情况来更换,操作工水平低的很容易把还不需要更换的磨轮更换了,浪费磨轮提高了磨边成本。人工调试磨边进刀位无法合理分配每个磨轮磨边量,生产效率降低,每个磨轮的磨损量不一致,同时更换磨轮造成磨轮浪费,增加磨边成本。磨边机玻璃进口处定位靠轮生产时间长定位靠轮磨损造成玻璃位移磨边质量不合格,需人工定期关注更换定位靠轮。
技术实现要素:
4.发明目的:针对上述现有技术,提出一种自动化玻璃双边圆边机,实现根据磨轮损耗值进行补偿并自动切换槽口,提高加工精度及生产效率,降低能耗和磨边生产成本人工成本。
5.技术方案:一种自动化玻璃双边圆边机,包括箱体底座、进刀滑台、对刀机构,以及控制器;所述进刀滑台设置在所述箱体底座上,所述进刀滑台包括由第一伺服电机驱动磨轮前后移动的第一运动机构,以及由第二伺服电机驱动磨轮上下移动的第二运动机构;所述第一伺服电机和第二伺服电机分别连接所述控制器;所述对刀机构包括水平固定的对刀点;所述磨轮水平安装于所述进刀滑台上;所述磨轮正式开始磨边或倒角前,所述控制器控制所述第一伺服电机和第二伺服电机,带动所述磨轮移动到磨轮槽口与所述对刀点发生接触,所述控制器根据所述第一伺服电机和第二伺服电机的运行数据计算得到所述磨轮的初始磨损值;在开始磨边或倒角时,所述控制器根据所述初始磨损值进行进刀补偿控制。
6.进一步的,所述磨轮为多槽口磨轮,在所述磨轮开始磨边或倒角前,所述控制器控制所述第二伺服电机按顺序依次检测磨轮各槽口的初始磨损值,直到检测到任一槽口的初始磨损值小于预设阈值时为止,并将该槽口设置为当前工作槽口。
7.进一步的,在磨轮进行磨边或倒角加工时,所述控制器记录当前工作槽口对玻璃磨边或倒角的长度,并根据单位长度磨轮磨损值计算得到当前工作槽口的实时磨损值。
8.进一步的,所述控制器根据磨轮的当前工作槽口的实时磨损值进行进刀的补偿控制。
9.进一步的,在磨轮的当前工作槽口的实时磨损值到达预设阈值后,所述控制器控制所述第二伺服电机切换到磨轮的下一槽口进行磨边或倒角加工。
10.进一步的,所述圆边机的进口前端设有固定板,若干输送定位靠轮沿直线间隔固定在所述固定板上,玻璃侧边紧贴所述输送定位靠轮;还包括设置在所述固定板上的距离测量仪,所述距离测量仪用于测量与所述玻璃侧边的距离;所述控制器根据所述距离测量仪检测得到的玻璃位移量得到所述输送定位靠轮的磨损量,根据所述输送定位靠轮的磨损量对磨边或倒角加工时的进刀量进行进一步的补偿控制。
11.有益效果:本发明的自动化玻璃双边圆边机中,在机器启动初始时,通过对各进刀滑台的驱动电机控制,通过磨轮对刀来判断对应磨轮当前槽口的初始磨损情况,在正式磨边或倒角过程中,各进刀滑台上的磨轮能够根据初始磨损值进行补偿控制,从而实现精准加工。
12.在磨边或倒角过程中,本双边圆边机能够进一步根据单位长度磨轮磨损值实时计算得到当前工作槽口的磨损值,当磨损值达到阈值时则会自动切换到新的槽口。
13.本发明还实现通过对定位靠轮磨损量的检测来进一步补偿进刀量,从而进一步提高加工的精度。
附图说明
14.图1是自动化玻璃双边圆边机的单边立体结构示意图;图2是进刀滑台的立体图一;图3是进刀滑台的立体图二;图4是自动化玻璃双边圆边机的单边整体内侧视图;图5是对刀机构安装示意图;图6为单个对刀机构的放大图;图7为进刀滑台与对刀机构的相对位置的正视图;图8为进刀滑台与对刀机构的相对位置的俯视图。
具体实施方式
15.下面结合附图对本发明做更进一步的解释。
16.实施例1:如图1、图4所示,一种自动化玻璃双边圆边机,包括箱体底座1、进刀滑台2、对刀机构,以及控制器。若干进刀滑台2间隔设置在箱体式底座1上,进刀滑台2包括由第一伺服电机201驱动磨轮前后移动的第一运动机构,以及由第二伺服电机202驱动磨轮上下移动的第二运动机构;第一伺服电机201和第二伺服电机202分别连接控制器。
17.具体的,如图2、图3所示,进刀滑台2包括第一托板203、第二托板204、两根第一直线导轨组205、两根第二直线导轨206、l型支架207、第一滚珠丝杠副208、第二滚珠丝杠副209。
18.两根第一直线导轨205平行固定在箱体底座1的水平面上,第一托板203与两根第
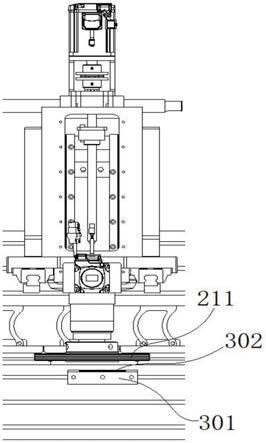
一直线导轨205的滑块固定连接。一对l型支架207分别通过水平边对称固定在第一托板203上,l型支架207的竖直边上分别固定有一根第二直线导轨206,竖直设置的第二托板204与两根第二直线导轨206的滑块固定连接。第一伺服电机201固定在箱体底座1的水平面上,第一伺服电机201驱动第一滚珠丝杠副208来带动第一托板203沿水平方向运动。两根第二直线导轨206的顶部固定连接横杆,第二伺服电机202固定在横杆上。第二伺服电机202驱动第二滚珠丝杠副209来带动第二托板204沿竖直方向运动。驱动磨轮的电机210竖直固定在第二托板上,磨轮211水平安装于电机210的驱动轴上。
19.如图5至图8所示,若干对刀机构包括对刀片固定块301,对刀片固定块301固定在箱体底座前侧面的横梁4上,并分别正对进刀滑台2;作为对刀点的对刀片302水平固定在对刀片固定块301的顶部,对刀片302的边缘相对突出于对刀片固定块301。图4中,横梁4外侧设有护罩。
20.开机后,磨轮正式开始磨边或倒角前,控制器控制第一伺服电机和第二伺服电机,带动水平的磨轮运动到磨轮槽口与对刀片的边缘发生接触,控制器根据第一伺服电机和第二伺服电机的运行数据计算得到磨轮的初始磨损值。在开始磨边或倒角时,控制器根据初始磨损值进行进刀补偿控制。其中,控制器根据伺服电机的传动位移数据来计算初始磨损值。
21.本发明的一种自动化玻璃双边圆边机,实现了开机后自动对刀,磨边或倒角过程中,系统会自动计算进刀补偿量,不需要操作工值守。多槽口的磨边轮、倒角轮会根据系统实时计算的槽口磨损值来自动切换下一个槽口磨边,无需停机调试提高生产效率。当磨轮损耗值达到设定值时需要更换磨轮,可实现系统自动提前提醒,并自动退出当前工作工序,以便于停机更换磨轮,这样提高磨轮最大化使用率,节约磨边成本。
22.系统支持自动按每个磨轮分配的磨边量来磨边,生产效率是现有玻璃双边圆边机的一倍,降低了能耗节约了投资成本及管理成本。此外,系统还支持自动进入磨边位、倒角位,由伺服电机一次性精准到位,不需要调试时间,提高了生产效率。
23.本发明的一种自动化玻璃双边圆边机自动化程度高,工作人员只需输入磨削量、倒角量、玻璃厚度、长度、宽度就可以根据自动测量的磨轮槽口磨损量,调试磨轮进刀位自动生产。
24.实施例2:与实施例1的区别仅在于,磨轮为多槽口磨轮,在磨轮正式开始磨边或倒角前,控制器控制第二伺服电机按顺序依次检测磨轮各槽口的初始磨损值,直到检测到任一槽口的初始磨损值小于预设阈值时为止,并将该槽口设置为当前工作槽口。
25.具体的,在开机后控制器首先控制位于磨轮顶部的第一槽口进行对刀,当计算到第一槽口的初始磨损值已大于阈值时,则自动切换到第二槽口进行对刀,若第一槽口的初始磨损值满足要求则采用该槽口进行磨边或倒角,并以此类推。
26.实施例3:与实施例2的区别仅在于,在磨轮进行磨边或倒角加工时,控制器记录当前工作槽口对玻璃磨边或倒角的长度,并根据单位长度磨轮磨损值计算得到当前工作槽口的实时磨损值,控制器根据实时计算得到的当前工作槽口的磨损值,实时进行进刀补偿控制,进一步提高磨边或倒角的精度。
27.并且,控制器在当前工作槽口的实时磨损值到达阈值后自动控制第二伺服电机切换到磨轮的下一槽口。
28.实施例4:与实施例3的区别仅在于,如图1所示,底座前端设有固定板,若干输送定位靠轮5沿直线间隔固定在固定板上,玻璃侧边紧贴输送定位靠轮5。输送定位靠轮5用于待加工玻璃的侧边定位与引导,其一般为尼龙塑料材质,因此在长期工作过程中会产生接触磨损,从而影响磨边或倒角时的精度。因此本实施例还包括设置在固定板上的距离测量仪6,距离测量仪6用于测量与玻璃侧边的距离。控制器根据距离测量仪6检测到的玻璃位移量,得到输送定位靠轮5的磨损量的,从而根据输送定位靠轮的磨损量对磨边或倒角时的进刀量进行进一步的补偿控制。
29.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1