精整加工系统的制作方法
1.本发明涉及一种根据de 10 2015 216 357 a1的精整加工系统(finish-bearbeitungssystem),其包括精整加工装置和待精整加工的工件,其中,精整加工装置包括:用于容纳待精整加工的工件的工件容纳装置和用于围绕工件旋转轴线驱动工件的旋转驱动器;用于精整加工工件的第一工件表面的第一精整工具和用于沿第一振荡轴线驱动第一精整工具或工件的第一振荡驱动器;用于精整加工工件的第二工件表面的第二精整工具和用于沿第二振荡轴线驱动第二精整工具或工件的第二振荡驱动器,其中,该工件具有被设计为围绕工件旋转轴线延伸的周向面的第一工件表面以及在与工件旋转轴线相交的平面中延伸的第二工件表面。
技术实现要素:
2.本发明的目的是进一步改进已知的精整加工系统,使其能够灵活地精整加工不同形状的工件。
3.根据本发明,该目的通过以下方式实现:周向面和第二工件表面在过渡区域中相互邻接,并且第一精整工具的第一工作区域被布置为在空间上相对于第二精整工具的第二工作区域偏移。
4.在根据本发明的精整加工系统中,可以同时精整加工周向面和第二工件表面,更确切的说,分别通过单独的精整工具进行精整加工,这些精整工具被分配给在空间上相互偏移的相应工作区域。周向面和第二工件表面之间的过渡区域特别是周向面的环形端部区域,其相对于工件的旋转轴线径向向外或径向向内地并入到第二工件表面。该过渡区域在横截面上可以是锐边或圆形设计的。
5.优选地,第一工作区域延伸成超出周向面的以平行于工件旋转轴线的方式测量的宽度,且/或第二工作区域延伸成超出第二工件表面的径向边界。这使得工件的精整加工能够超出周向面和/或超出进入过渡区域的第二工件表面,或者甚至超出过渡区域。因此,确保了周向面和/或第二工件表面可以在其整个范围内被精整加工。在此,也优选地精整加工过渡区域本身。
6.优选地,第一精整工具的操作范围被限制到周向面的最大180
°
的圆周。以此方式,在该圆周角之外提供了一个空间,该空间可以用作布置第二精整工具的“第二工作区域”。
7.为了提高材料去除量,优选地,第一精整工具和第一工件表面在周向面的圆周的部分圆周上在杯形接触区域中相互接触。第一精整工具和第一工件表面(即工件的周向面)之间的接触区域也可以是线形接触,例如使用精整带,该精整带通过挤压辊被压靠在第一工件表面上。
8.特别地,第一精整工具优选为精整带,且/或第二精整工具优选为精整带。
9.这两个精整工具中的一者或两者可被分别构造为精整石形式。
10.特别为精整带形式的第二精整工具优选地通过挤压辊作用在第二工件表面上。这使得第二精整工具能够与第二工件表面以在空间上受到限制的方式线形接触,其中,相对
紧凑的第二工作区域足以用于布置精整工具和挤压辊。
11.精整加工系统特别适用于为滚动轴承体形式的工件,其中,第二工件表面是滚动轴承体的端面。该滚动轴承体的周向面例如为圆柱形、圆锥形或桶形。
12.工件也可以优选为轴,其中,第二工件表面是轴的轴向轴承面或止推轴承面由精整加工系统加工的第一工件表面是该轴的周向面,该周向面布置为与轴向轴承面或止推轴承面直接相邻。该周向面可以是滑动轴承面例如曲轴的主轴承或连杆轴承或者凸轮轴的主轴承或凸轮面。
13.工件也可以是泵齿轮,其中,第二工件表面是齿端面。泵齿轮的第一工件表面是直接邻接齿端面的周向面,其例如用于将泵齿轮安装在泵装置中。
14.本发明的另一有利实施例在从属权利要求10中给出。利用该系统可以同时加工工件的三个工件表面。第三工件表面例如是滚动轴承体的(第二)端面、轴的另一轴向轴承面或止推轴承面或泵齿轮的(另一)齿端面。
15.在优选实施例中,第二精整工具保持在工具保持器上,该工具保持器可以沿平行于工件旋转轴线的移动轴线移动。这使得精整工具能够在工件的周向面的外部朝向第二工件表面推进。
16.替代地或补充地,第二精整工具优选地保持在工具保持器上,该工具保持器可以沿垂直于工件旋转轴线的移动轴线移动。这使得第二精整工具能够相对于工件旋转轴线在径向方向上推进。
17.有利地,由交叉滑道装置提供上述两个移动轴线的组合。
18.还优选地,第二精整工具以能够围绕倾斜轴线倾斜的方式安装在工具保持器上,其中,倾斜轴线垂以直于工件旋转轴线并与该工件旋转轴线间隔开的方式延伸。这使得能够在第二工件表面的精整加工期间跟随第二工件表面的曲率,且/或能够将第二精整工具定位在第一工件表面和第二工件表面之间的过渡区域中。特别地,在此也可以对过渡区域本身(即,例如周向面和第二工件表面之间的圆角)进行精整加工。
19.优选地,精整工具在第一倾斜方向上被围绕倾斜轴线偏置。以此方式,可以定义第二精整工具的优选位置,该优选位置允许与第二工件表面的不同部分的平坦接触,但其中,第二精整工具仍然可以逆着偏置方向倾斜,特别是为了能够跟随过渡区域的弯曲轮廓。在第一倾斜方向的方向上作用的偏置可以例如通过弹簧或通过气动致动器产生。
20.对于根据本发明的精整加工系统可以考虑不同的工件容纳装置。例如,工件可以保持在两个定心尖端之间。该容纳装置特别适于布置在水平面中的工件旋转轴线。
21.本发明还涉及一种精整加工装置,其包括上述精整加工系统,此外还包括第二精整加工装置和用于在第一精整加工装置和第二精整加工装置之间传送工件的传送装置。每个精整加工装置用于同时精整加工在过渡区域中彼此直接邻接的两个工件表面。
22.传送装置有利地包括用于使工件转向的转向装置。
23.在一特别有利的实施例中,第一精整加工装置被构造为用于加工工件的周向面和工件的第一端面,而第二精整加工装置被构造为用于加工工件的周向面和工件的第二端面。这使得可以通过第一精整加工装置和第二精整加工装置来加工工件的同一周向面。在这种情况下,特别优选地,第一精整加工装置的第一精整工具是粗加工工具
(schruppwerkzeug),而第二精整加工装置的第一精整工具是细磨工具(schlichtwerkzeug)。因此,可以通过第一精整加工装置对工件的周向面进行粗加工,并通过第二精整加工装置对其进行细磨。
24.粗加工工具优选为精整石,并且细磨工具优选为精整带。
附图说明
25.本发明的其他特征和优点是以下说明和优选的示例性实施例的附图的主题。
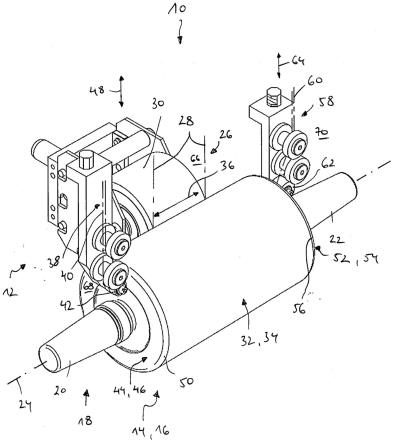
26.图1示出了具有为滚动元件形式的工件的精整加工系统的实施例的立体图。
27.图2从相反的视角示出了根据图1的精整加工系统。
28.图3示出了具有为轴形式的工件的精整加工系统的另一实施例的立体图,其中工件是分离的。
29.图4示出了对应于图3的精整加工系统的视图,其中,工件被精整加工。
30.图5示出了具有为泵齿轮形式的工件的精整加工系统的一实施例的立体图。
31.图6在特有位置示出了根据图5的精整加工系统的泵齿轮、精整工具和挤压工具的一部分。
32.图7从相反的角度示出了根据图5的精整加工系统。
33.图8示出了用于精整加工系统的第二精整工具的工具保持器的一实施例的立体图。
34.图9示出了在第一工作位置中的根据图8的工具保持器的组件的前视图。
35.图10示出了对应于图9的在第二工作位置中的前视图。
36.图11示出了具有两个精整加工装置和翻转装置的精整加工系统的一实施例的俯视图。
37.图12示出了根据图11的精整加工设备的前视图。
具体实施方式
38.在图1和图2中,精整加工系统的一实施例作为一个整体由附图标记10表示。系统10包括整体由附图标记12表示的精整加工装置和待精整加工的工件14,对于图1和图2的示例,工件为滚动轴承体16的形式。
39.精整加工装置12包括用于容纳工件14的工件容纳装置18。工件容纳装置18包括两个相互间隔开的定心尖端(zentrierspitzen)20和22,它们以已知的方式耦接到头架或尾架。这种头架形成用于围绕工件旋转轴线24驱动工件14的旋转驱动器。
40.精整加工装置12包括为精整带28形式的第一精整工具26,其在图1中由点划边界线表示。
41.通过挤压辊30挤压精整带28,并将其压靠在工件14的为周向面34形式的第一工件表面32上。
42.在此过程中,使用已知的且在此未示出的第一振荡驱动器,挤压辊30以及因此还有第一精整工具26沿第一振荡轴线36振荡。
43.精整加工装置12还包括为精整带40形式的第二精整工具38。通过挤压辊42将精整带40压靠在工件14的为端面46形式的第二工件表面44上。
44.通过已知的并因此未示出的振荡驱动器来振荡地驱动挤压辊42并因此驱动精整带40,使得挤压辊42和精整带40沿第二振荡轴线48以振荡方式运动。
45.第一振荡轴线36以平行于工件旋转轴线24的方式延伸。
46.第二振荡轴线48以垂直于工件旋转轴线24的方式延伸;振荡轴线48可以以垂直于挤压辊42的旋转轴线(如图1所示)或平行于挤压辊42的旋转轴线的方式延伸。
47.振荡运动的幅度是几个毫米,并可以特别小于待加工的工件表面32、44的相应延伸量。因此,第一精整工具26可以通过已知的且在此未示出的移动驱动器在平行于第一振荡轴线36的方向上移动。类似地,第二精整工具38可以通过已知的且在此未示出的移动驱动器在平行于第二振荡轴线48的方向上移动。
48.周向面34和端面46在过渡区域50中相互邻接。在图1和2所示的示例性实施例中,过渡区域50在横截面上是凸起圆角。
49.工件14具有第三工件表面52,在沿工件旋转轴线24看时,该第三工件表面布置成与第二工件表面44间隔开。第三工件表面是滚动轴承体16的第二端面54。
50.第三工件表面52与工件14的周向面34相邻地布置。端面54和周向面34之间的过渡区域由附图标记56表示。在这种情况下,该过渡区域在横截面上是凸起圆角。
51.精整加工装置12包括为精整带60形式的第三精整工具58,通过挤压辊62将第三精整工具58压靠在第三工件表面52上。通过已知的且在此未示出的第三振荡驱动器来振荡地驱动挤压辊62和第三精整工具58,使得挤压辊62和精整带58被驱动以沿第三振荡轴线64振荡。此外,设置有用于第三精整工具58的在平行于第三振荡轴线64的方向上作用的移动驱动器。
52.第三振荡轴线64以垂直于工件旋转轴线24的方式延伸。
53.特别地,振荡轴线48和/或64相对于工件旋转轴线24在径向方向上延伸。
54.每个所述精整工具26、38、58分别分配到相应的工作区域66、68和70。这些工作区域彼此偏移,使得可以同时加工三个不同的工件表面32、44和52。
55.在沿工件旋转轴线24看时,第一精整工具26的工作区域66至少在周向面34的宽度上延伸,即在端面46和54之间延伸。在沿工件旋转轴线24看时,第一工作区域66有利地延伸成超出端面46和54,使得精整带28可被带到如下位置,在该位置处,精整带28仅沿其部分宽度抵靠在周向面34上,并且精整带28的至少部分区域布置在过渡区域50或过渡区域56的高度上。
56.第二精整工具38和第三精整工具58的工作区域68和70布置为相对于第一工作区域偏移,并且它们又相对彼此间隔开。
57.以相应的方式,第二工作区域68在过渡区域50的高度处径向向外地不受第二工件表面44的径向边界的限制,但工作区域68可以至少延伸到周向面34的高度上。这以相应的方式适用于第三工作区域70。
58.图3和图4所示的精整加工系统10的示例性实施例包括工件14,工件为轴72的形式,特别是凸轮轴(此处示出)或曲轴的形式。
59.与根据图1和2的上述示例性实施例在功能上相同或相似的部件使用相同的附图标记表示。将参考上文对图1和2的说明。下文将解释与根据图1和2的示例性实施例相比根据图3和4的实施例的差异和特殊特征。
60.在根据图3和图4的系统10的精整加工装置12中,为精整带28形式的第一精整工具26通过壳体(schale)74被压靠到为周向面34形式的第一工件表面32(在此为轴72的轴承面)上。在此,精整带28在周向面34的圆周的部分圆周上在杯形接触区域中与周向面34接触。
61.为精整带40形式的第二精整工具38和为精整带60形式的可选的第三精整工具58可以分别通过平坦的挤压元件76、80而被加压,以相应地加工与周向面34相邻的工件表面,即加工第二工件表面44和可选的第三工件表面52。工件表面44、52被构造为轴向轴承面。
62.挤压元件76和78可以通过插入的楔形元件78在相互相反的方向上展开,使得精整工具38和58可以与工件表面44和52同时啮合。
63.精整工具38和58支撑在公共单元82上,该单元可以沿平行于振荡轴线48、64的移动轴线84移动。在水平的工件旋转轴线24的情况下,移动轴线84垂直地布置。单元82的精整工具38、58可以在径向方向上沿进给轴线86朝向工件旋转轴线24推进。
64.第一精整工具26和挤压壳体74保持在与单元82分离的单元88上。单元88可以在相对于工件旋转轴线24在径向方向上沿进给轴线90朝向工件14推进。
65.图4示出了精整加工系统10的操作状态。在该状态下,具有第一精整工具26的单元88在径向方向上沿进给轴线90朝向工件14推进,使得挤压壳体74将为精整带28形式的第一精整工具26压靠在轴72的周向面34上。
66.单元82沿进给轴线84移动,使得挤压元件76、80分别布置在第二工件表面44和第三工件表面52的高度处。此外,所述精整工具在径向方向上沿进给轴线86朝向工件14的工件旋转轴线24推进,使得精整带40和60分别与轴72的第二工件表面44和第三工件表面52抵接。
67.为了对轴72进行精整加工,通过旋转驱动器驱动轴72以使其围绕工件旋转轴线24旋转。第一精整工具26沿平行于工件旋转轴线24的第一振荡轴线36振荡(参见图1)。
68.第二精整工具38和第三精整工具58沿相互平行的振荡轴线48和64振荡,振荡轴线48和64以垂直于第一振荡轴线36并垂直于工件旋转轴线24的方式延伸。
69.对于第一精整工具26的振荡驱动,设置有已知的且在此未示出的振荡驱动器。对于精整工具38和58的振荡驱动,单元82包括振荡驱动器92,该振荡驱动器至少将挤压元件76和80的区域调节为振荡运动。为了产生沿振荡轴线48和64的振荡运动,设置有公共的振荡驱动器92。
70.精整带28的宽度小于周向面34的以平行于工件旋转轴线24方式测量的宽度。然而,通过精整带28的沿第一振荡轴线36的振荡,可以加工周向面34和到第二工件表面44的过渡区域50或到第三工件表面52的过渡区域(没有附图标记)的整个宽度。
71.因此,第一精整工具26的第一工作区域66由第二工件表面44和第三工件表面52界定。在水平的工件旋转轴线24的情况下以及在包括工件旋转轴线24的假想竖直平面的情况下,第一工作区域66与第二精整工具38和第三精整工具58的两个工作区域68和70布置在垂直平面的不同侧。工作区域68和70又相对彼此间隔开。
72.图3和图4所示的系统10能够对轴72的周向面34进行精整加工,并能够同时加工至少一个与该周向面34邻接的轴向轴承面或止推轴承面。
73.对于图3和4所示的示例性实施例,第一工件表面32和第二工件表面44之间或第一
工件表面32和第三工件表面52之间的相应过渡区域在横截面上形成有凸起圆角。
74.沿第一振荡轴线36的振荡运动可以不通过以振荡的方式驱动第一精整工具26产生,而是通过在平行于工件旋转轴线24的方向上以振荡的方式驱动工件14而产生。在这种情况下,在沿工件旋转轴线24看时,第一精整工具26可以是静止的。在沿第一振荡轴线36的振荡运动通过工件14的运动产生的情况下,优选地设置有补偿装置94,该补偿装置允许第二精整工具38和可选的第三精整工具58沿平行于振荡轴线36的补偿轴线96(被动地)运动。
75.在图3和4所示的示例性实施例中,第二精整工具38和第三精整工具58由彼此分离的精整带40和60提供。第二和第三精整工具可以由同一精整带提供,其中,将该精整带的第一部分分配到第二工件表面44,然后精整带在偏转部中偏转,并且其中,将同一精整带的第二部分分配到第三工件表面52。
76.在图5至图7所示的精整加工系统10的示例性实施例中,工件14被构造为泵齿轮(pumpenzahnrads)98的形式(特别参见图6)。
77.泵齿轮98具有两个相互偏移地布置的周向面34a和34b。在这些周向面之间形成有齿区域100。齿区域100具有为第一齿端面形式的第二工件表面44,第二工件表面邻接第一周向面34a。齿区域100还具有背向第二工件表面44的第三工件表面52,该第三工件表面被构造为齿端面并邻接第二周向面34b。
78.根据图5至图7的系统10的一个特殊特征在于,系统10具有为精整带104形式的第四精整工具102,该第四精整工具通过挤压辊106被压靠在第二周向面34b上。
79.其他精整工具也通过相应的挤压辊分别被压靠在待精整加工的工件表面上,例如对于第一精整工具26使用挤压辊30。
80.所有精整工具26、38、58和102被振荡地驱动。除了第一精整工具26沿第一振荡轴线36的振荡以及第二和第三精整工具38和58分别沿第二和第三振荡轴线48和64的振荡之外,也驱动第四精整工具102以沿第四振荡轴线108振荡。第四振荡轴线108以平行于工件旋转轴线24的方式延伸。
81.第一精整工具26和第二精整工具38用于加工第一周向面34a和与其邻接的第二工件表面44(两个齿端面中的一者的形式)。
82.以相应的方式,第三精整工具58和第四精整工具102用于精整加工第三工件表面52(另一齿端面的形式)和与其邻接的周向面34b。
83.第四工作区域110被分配有第四精整工具102(参见图5和6)。该第四工作区域110相对于前三个精整工具26、38和58的相应工作区域66、68、70在空间上偏移。工作区域66、68和70在空间上也分别彼此偏移地布置。
84.泵齿轮98的每“一半”的加工情况(即,一方面加工周向面34a和第二工件表面44,另一方面加工第二周向面34b和工件表面52)分别与参照图3和4的示例性实施例所述的与过渡区域50相邻的“撞击(auf stoβ)”加工情况相当。
85.此外,对于根据图5至7的示例性实施例的说明的其他部分,将参考根据图1至4的示例性实施例的上述说明。
86.为了保持特别是精整带40形式的第二精整工具38,可以有利地使用以下参考图8至10说明的工具保持器112。
87.工具保持器112可以沿平行于工件旋转轴线24的移动轴线114移动。这使得第二精
整工具38能够在工件24的周向面34的外部朝向第二工件表面44推进。此外,工具保持器112可以沿垂直于工件旋转轴线24的移动轴线116移动。这使得第二精整工具38能够相对于工件旋转轴线24在径向方向上推进。为了提供移动轴线114和116,设置有已知的且因此未示出的交叉滑道装置(kreuzschlittenanordnung)。
88.精整工具38以能够围绕倾斜轴线118倾斜的方式安装在工具保持器112上(参见图9和10)。这使得能够加工工件14的第二工件表面44和周向面34之间的圆角过渡区域50,该工件14特别被构造为滚动元件16。
89.工具保持器112包括台座(gestell)120,该台座还例如用于布置用于新精整带40的供应辊122以及用于布置用于用过的精整带40的收集辊124。
90.台座120包括用于布置倾斜轴承(kipplagers)128并用于布置框架130的托架(ausleger)126。倾斜臂132可倾斜地安装在倾斜轴承128上。倾斜臂132在其自由端处支撑挤压辊42,该挤压辊用于将精整工具38压靠在第二工件表面44和圆角过渡区域50上。
91.工具保持器112还包括例如气动致动器134,该致动器在一端处支撑在框架130上,且在另一端处连接到倾斜臂132的耦接部分136。致动器在第一倾斜方向138上围绕倾斜轴线118偏置精整工具38。以此方式,第二精整工具38从与第二工件表面44平坦接触的第一工作位置(参见图9,第一工作位置)开始偏置,使得第二精整工具38在径向地向外移动时,保留与工件24的圆角过渡区域50的平坦接触,即,也可以跟随过渡区域的弧形轮廓(参见图10,第二工作位置)。
92.以上参考图8至10所述的工具保持器112特别适合在以下参考图11和12所述的精整加工设备140中使用。
93.精整加工设备140包括两个上文参照图1至10所述的精整加工装置。它们在图11和12中由附图标记12a和12b表示。
94.可以利用每个精整加工装置12a和12b分别加工工件14a或14b,从而优选地同时操作两个精整加工装置12a和12b。然而,精整加工装置12a和12b在此用于顺序地加工相同的工件14a、14b,这些工件特别被构造为滚动轴承体16a、16b的形式。
95.精整加工设备140包括用于将工件14a、14b从第一精整加工装置12a传送到第二精整加工装置12b的传送装置142。
96.传送装置142包括分配到第一精整加工装置12a的第一传输装置144,此外还有转向装置146和最后分配到第二精整加工装置12b的第二传输装置148。
97.第一传输装置144包括用于未加工工件14a、14b的工件入口150以及用于在第一精整加工装置12a中加工的工件14a、14b的工件出口152。
98.第二传输装置148包括用于在第一精整加工装置12a中加工的工件14a、14b的工件入口154以及用于首先在第一精整加工装置12a中加工并然后在第二精整加工装置12b中加工的工件14a、14b的工件出口156。
99.转向装置146包括支架158,该支架与第一传输装置144的工件出口152和第二传输装置148的工件入口154一起布置在滑块160上。
100.转向装置146包括自动转向机162,该自动转向机用于将布置在支架158上的工件14a、14b相对于工件轴线24a、24b转动180
°
。
101.精整加工设备140的操作方式如下:
102.在初始状态下,没有工件14a、14b布置在精整加工装置12a和12b中。从此开始,通过第一传输装置144的工件入口150将第一工件(在以下说明中仅用“14”表示而没有“a”或“b”)输送到第一精整加工装置12a。在此,利用优选为粗加工工具形式的第一精整工具26a,对工件14的周向面34的区域进行精整加工。同时,通过第二精整工具38a对邻接周向面34的第一端面46进行精整加工。例如,可以将第二精整工具38a保持在参考图8至10所述的工具保持器112上。在精整加工装置12a内的加工是以上述参考图1至10的方式进行的。
103.在第一精整加工装置12a中完成对工件14的加工之后,通过第一传输装置144将工件14传送到工件出口152并从此传送到支架158。具有自动转向机162的转向装置146将先前在精整加工装置12a中加工的工件14相对于工件轴线24转动180
°
,使得先前在第一精整加工装置12a中加工的端面46在转向过程完成之后被放置在支架158上,并使得工件14的先前未加工的第二端面54向上露出。在这种状态下,将工件14输送到第二传输装置148的工件入口154,并从此输送到第二精整加工装置12b。
104.在第二精整加工装置12b中,通过被优选地构造为细磨工具的第一精整工具26b对工件14的周向面34进行新的精整加工。同时,在第二精整加工装置12b中,通过第二精整工具38b对未在第一精整加工装置12a中加工的端面54进行精整加工。
105.在第二精整加工装置12b中的加工完成之后,通过第二传输装置148将工件14输送到工件出口156。因此,在第一精整加工装置12a和第二精整加工装置12b中连续加工这种工件14。在第一装置12a中,对周向面34进行粗加工并且对第一端面46进行精整加工。在第二装置12b中,对先前粗加工的周向面34进行细磨加工并且也将先前未加工的端面54进行精整加工。
106.图11和12示出了两个精整加工装置12a和12b都被各自的工件14a、14b占据的状态。因此,在图11和12的第二精整加工装置12b中所示的工件14b已经先前在第一精整加工装置12a中进行了加工;在第一精整加工装置12a中所示的工件14a在根据图11和12表示的后续步骤中被输送到第二精整加工装置12b。
107.优选地,传输装置144和148被分别构造为可围绕各自的旋转轴线164、166旋转的三重夹持单元。
108.对于第一传输装置144的示例,未加工的工件从工件入口150到第一精整加工装置12a的位置变化与在第一精整加工装置12a中加工的工件14a到工件出口152的位置变化同时发生。
109.对于第二传输装置148的示例,在第一精整加工装置12a中加工的工件14a从工件入口154到第二精整加工装置12b的位置变化与在第二精整加工装置12b中加工的工件14b到工件出口156的位置变化同时发生。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1