一种高综合性能的含钨酸锆的铝基复合材料的制备方法
1.本发明涉及一种高综合性能的含zrw2o8的铝基复合材料的制备方法。
背景技术:
2.环境温度变化时大部分固体材料会发生热胀冷缩。材料的热胀冷缩会降低器件的结构稳定性,从而使安全可靠性下降且缩短了使用寿命等,因此需要开发低热膨胀材料。以光纤陀螺为例,其作为导航系统的关键,对精度要求极高。低膨胀材料主要应用于惯性导航仪表如光纤陀螺中的光纤骨架,光纤缠绕在骨架上,构成光纤线圈。在光纤陀螺的工作温度范围内(-40℃~60℃),光纤骨架需要与光纤(由外涂覆层、内涂覆层、包层和纤芯高应力区组成)保持热匹配,否则骨架材料与石英光纤之间的膨胀系数不匹配将产生热应力,引起偏置漂移,严重影响光纤陀螺的精度。
3.钨酸锆(zrw2o8)是一种具有负热膨胀系数的材料,其在0.3~1050k的温度区间内具有各相同性的负膨胀效应,且α-zrw2o8具有-8.7
×
10-6k-1
的负膨胀系数。将其加入具有正热膨胀系数的铝中得到zrw2o8/al复合材料,可以有效调节其热膨胀系数,使其与光纤材料的热膨胀系数保持匹配,减小热应力,保证光纤陀螺的精度和可靠性。
4.为降低zrw2o8/al复合材料的热膨胀系数,需要加入高含量的zrw2o8增强体。但是,zrw2o8较软,导致zrw2o8/al复合材料强度较低。且在zrw2o8/al复合材料制备过程中,zrw2o8与al基体的热错配应力会促使α-zrw2o8向γ-zrw2o8的转变。γ-zrw2o8的负膨胀系数仅为-1
×
10-6
k-1
,使得zrw2o8/al复合材料的低膨胀效果有限,因此,急需一种高综合性能的含zrw2o8的铝基复合材料的制备方法。
技术实现要素:
5.本发明为了解决现有zrw2o8/al复合材料强度较低,且γ-zrw2o8含量过多导致复合材料热膨胀系数较大的问题,提出了一种高综合性能的含zrw2o8的铝基复合材料的制备方法。
6.本发明高综合性能的含zrw2o8的铝基复合材料的制备方法按照以下步骤进行:
7.一、称料:
8.称取zrw2o8粉、高强度陶瓷粉和铝基体为原料;
9.所述原料中铝基体的体积分数为5~40%,高强度陶瓷粉的体积分数为0.1~15%,zrw2o8粉为余量;
10.所述高强度陶瓷粉的平均粒径为0.5~15μm;zrw2o8粉由2-5种不同平均粒径的zrw2o8粉混合而成,zrw2o8粉的平均粒径为0.5~200μm;
11.所述高强度陶瓷粉为sic粉、b4c粉、al2o3粉中的一种或其中几种的组合;
12.所述铝基体为纯铝或铝合金;所述铝合金为al-si合金、al-si-cu合金、al-cu-mg合金、al-zn-cu合金、al-zn-mg-cu合金、al-si-cu-mg合金中的一种或其中几种的组合;
13.二、增强体预制体的制备:
14.将步骤一称取的高强度陶瓷粉和zrw2o8粉混合并进行球磨,然后将球磨所得粉末置于石墨模具中,预压得到增强体预制体;
15.所述球磨工艺为:球料比为(5~20):1,转速为100~250rpm,时间为1~15h;
16.所述预压的压力为90~200mpa;
17.三、预热和熔融态金属基体制备:
18.将步骤二得到的增强体预制体带模具移至加热炉中进行预热,得到预热的增强体预制体;在保护气氛下,将步骤一称取的铝基体加热,得到熔融态的铝基体;
19.所述增强体预制体的预热温度为350~450℃,保温0.5~2h;
20.所述铝基体的加热温度为铝基体熔点以上250~350℃;
21.所述保护气氛为氩气气氛、氮气气氛或氦气气氛;
22.四、液态铝浸渗:
23.在空气环境下,将步骤三中所得的预热的增强体预制体带模具置于压力机台面上,将熔融态的铝基体倒入模具内增强体预制体的上面,进行压力浸渗,得到zrw2o8的铝基复合材料;
24.所述压力浸渗工艺为:压力为50~150mpa,浸渗的速度为1~3mm/s,熔融态的铝完全浸到增强体预制体中之后,冷却至室温,最后脱模,得到含zrw2o8的铝基复合材料;
25.所述冷却速度为80~100℃/h;
26.五、复合材料退火处理:
27.对含zrw2o8的铝基复合材料进行去应力退火,促使γ-zrw2o8向α-zrw2o8转变,得到综合性能优异的含zrw2o8的铝基复合材料;
28.所述退火工艺为:在150~450℃下保温0.1~7h,然后以20~200℃/h的冷却速度为冷却至室温。
29.本发明具备以下有益效果:
30.1、本发明含zrw2o8的铝基复合材料制备时由于zrw2o8颗粒和高强度陶瓷颗粒采用了多种粒径的混合配比,小粒径颗粒可以有效填充大粒径颗粒产生的孔隙,从而提高了增强体的体积分数。
31.2、本发明通过去应力退火处理减小内应力,可以进一步减少zrw2o8/al复合材料中γ-zrw2o8含量,从而降低复合材料的热膨胀系数。
32.3、本发明含zrw2o8的铝基复合材料制备时由于增加了高强度陶瓷颗粒,可以在保证复合材料低膨胀特性的基础上,提高复合材料的强度,从而有效改善复合材料的综合性能。
33.4、本发明提供了一种高综合性能的含zrw2o8的铝基复合材料的制备方法,工艺过程简单,易于实现产业化生产及应用。
附图说明:
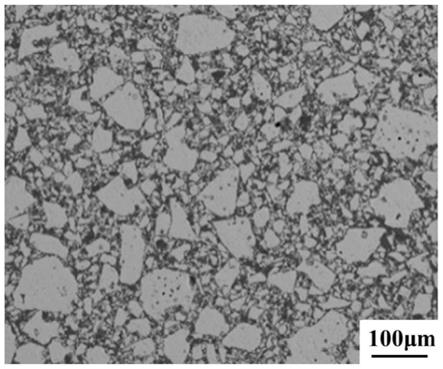
34.图1为实施例1制备出含zrw2o8的铝基复合材料的sem形貌;
35.图2为实施例1制备出含zrw2o8的铝基复合材料的面分布分析结果;
36.图3为实施例1制备出含zrw2o8的铝基复合材料的热膨胀曲线,图中a对应铸态复合材料,b对应退火态复合材料;
37.图4为实施例2制备出含zrw2o8的铝基复合材料的sem形貌;
38.图5为实施例2制备出含zrw2o8的铝基复合材料的热膨胀曲线,图中a对应铸态复合材料,b对应退火态复合材料。
具体实施方式
39.本发明技术方案不局限于以下所列举具体实施方式,还包括各具体实施方式间的任意合理组合。
40.具体实施方式一:本实施方式高综合性能的含zrw2o8的铝基复合材料的制备方法按照以下步骤进行:
41.一、称料:
42.称取zrw2o8粉、高强度陶瓷粉和铝基体为原料;
43.所述原料中铝基体的体积分数为5~40%,高强度陶瓷粉的体积分数为0.1~15%,zrw2o8粉为余量;
44.所述高强度陶瓷粉的平均粒径为0.5~15μm;zrw2o8粉由2-5种不同平均粒径的zrw2o8粉混合而成,zrw2o8粉的平均粒径为0.5~200μm;
45.所述高强度陶瓷粉为sic粉、b4c粉、al2o3粉中的一种或其中几种的组合;
46.二、增强体预制体的制备:
47.将步骤一称取的高强度陶瓷粉和zrw2o8粉混合并进行球磨,然后将球磨所得粉末置于石墨模具中,预压得到增强体预制体;
48.所述预压的压力为90~200mpa;
49.三、预热和熔融态金属基体制备:
50.将步骤二得到的增强体预制体带模具移至加热炉中进行预热,得到预热的增强体预制体;在保护气氛下,将步骤一称取的铝基体加热,得到熔融态的铝基体;
51.所述增强体预制体的预热温度为350~450℃,保温0.5~2h;
52.所述铝基体的加热温度为铝基体熔点以上250~350℃;
53.四、液态铝浸渗:
54.在空气环境下,将步骤三中所得的预热的增强体预制体带模具置于压力机台面上,将熔融态的铝基体倒入模具内增强体预制体的上面,进行压力浸渗,得到zrw2o8的铝基复合材料;
55.所述压力浸渗工艺为:压力为50~150mpa,浸渗的速度为1~3mm/s,熔融态的铝完全浸到增强体预制体中之后,冷却至室温,最后脱模,得到含zrw2o8的铝基复合材料;
56.五、复合材料退火处理:
57.对含zrw2o8的铝基复合材料进行去应力退火,促使γ-zrw2o8向α-zrw2o8转变,得到综合性能优异的含zrw2o8的铝基复合材料;
58.所述退火工艺为:在150~450℃下保温0.1~7h,然后以20~200℃/h的冷却速度为冷却至室温。
59.本实施方式具备以下有益效果:
60.1、本实施方式含zrw2o8的铝基复合材料制备时由于zrw2o8颗粒和高强度陶瓷颗粒采用了多种粒径的混合配比,小粒径颗粒可以有效填充大粒径颗粒产生的孔隙,从而提高
了增强体的体积分数。
61.2、本实施方式通过去应力退火处理减小内应力,可以进一步减少zrw2o8/al复合材料中γ-zrw2o8含量,从而降低复合材料的热膨胀系数。
62.3、本实施方式含zrw2o8的铝基复合材料制备时由于增加了高强度陶瓷颗粒,可以在保证复合材料低膨胀特性的基础上,提高复合材料的强度,从而有效改善复合材料的综合性能。
63.4、本实施方式提供了一种高综合性能的含zrw2o8的铝基复合材料的制备方法,工艺过程简单,易于实现产业化生产及应用。
64.具体实施方式二:本实施方式与具体实施方式一不同的是:步骤一所述铝基体为纯铝或铝合金;所述铝合金为al-si合金、al-si-cu合金、al-cu-mg合金、al-zn-cu合金、al-zn-mg-cu合金、al-si-cu-mg合金中的一种或其中几种的组合。
65.具体实施方式三:本实施方式与具体实施方式一或二不同的是:步骤二所述球磨工艺为:球料比为(5~20):1,转速为100~250rpm,时间为1~15h。
66.具体实施方式四:本实施方式与具体实施方式一至三之一不同的是:所述预压的压力为100mpa。
67.具体实施方式五:本实施方式与具体实施方式一至四之一不同的是:步骤三所述增强体预制体的预热温度为400℃,保温1h。
68.具体实施方式六:本实施方式与具体实施方式一至五之一不同的是:步骤三所述铝基体的加热温度为铝基体熔点以上300℃。
69.具体实施方式七:本实施方式与具体实施方式一至六之一不同的是:步骤三所述保护气氛为氩气气氛、氮气气氛或氦气气氛。
70.具体实施方式八:本实施方式与具体实施方式一至七之一不同的是:步骤四所述压力浸渗工艺为:压力为100mpa,浸渗的速度为1~3mm/s,熔融态的铝完全浸到增强体预制体中之后,冷却至室温,最后脱模,得到含zrw2o8的铝基复合材料。
71.具体实施方式九:本实施方式与具体实施方式一至八之一不同的是:步骤四所述冷却速度为80~100℃/h。
72.具体实施方式十:本实施方式与具体实施方式一至九之一不同的是:步骤五所述退火工艺为:在200℃下保温0.5h,然后以60℃/h的冷却速度为冷却至室温。
73.采用以下实施例验证本发明的有益效果:
74.实施例1:
75.本实施例高综合性能的含zrw2o8的铝基复合材料的制备方法按照以下步骤进行:
76.一、称料:
77.称取zrw2o8粉、高强度陶瓷粉和铝基体为原料;
78.所述原料中高强度陶瓷粉的体积分数5%,zrw2o8粉体积分数为65%,铝基体的体积分数为30%;
79.所述高强度陶瓷粉为sic,平均粒径为6.5μm;zrw2o8粉由3种不同平均粒径的zrw2o8粉混合而成,平均粒径分别为25μm、75μm、100μm;
80.所述铝基体为al-12si合金(al-12si合金中si的质量分数为12%);
81.二、增强体预制体的制备:
82.将步骤一称取的高强度陶瓷粉和zrw2o8粉混合并进行球磨,然后将球磨所得粉末置于石墨模具中,预压得到增强体预制体;
83.所述球磨工艺为:球料比为10:1,转速为100rpm,时间为12h;
84.所述预压的压力为90mpa;
85.三、预热和熔融态金属基体制备:
86.将步骤二得到的增强体预制体带模具移至加热炉中进行预热,得到预热的增强体预制体;在保护气氛下,将步骤一称取的铝基体加热,得到熔融态的铝基体;
87.所述增强体预制体的预热温度为400℃,保温1h;
88.所述铝基体的加热温度为铝基体熔点以上900℃;
89.所述保护气氛为氮气气氛;
90.四、液态铝浸渗:
91.在空气环境下,将步骤三中所得的预热的增强体预制体带模具置于压力机台面上,将熔融态的铝基体倒入模具内增强体预制体的上面,进行压力浸渗,得到zrw2o8的铝基复合材料;
92.所述压力浸渗工艺为:压力为100mpa,浸渗的速度为1mm/s,熔融态的铝完全浸到增强体预制体中之后,冷却至室温,最后脱模,得到含zrw2o8的铝基复合材料;
93.所述冷却速度为90℃/h;
94.五、复合材料退火处理:
95.对含zrw2o8的铝基复合材料进行去应力退火,促使γ-zrw2o8向α-zrw2o8转变,得到综合性能优异的含zrw2o8的铝基复合材料;
96.所述退火工艺为:在200℃下保温0.5h,然后以60℃/h的冷却速度为冷却至室温。
97.图1为实施例1制备出含zrw2o8的铝基复合材料的sem形貌。从图1中可以看出,步骤1采用了三种不同粒径的zrw2o8颗粒和小粒径sic颗粒,小粒径颗粒可以有效填充大粒径颗粒产生的孔隙,从而提高了增强体的体积分数,zrw2o8和sic的总体积分数达到70%。图2为实施例1制备出含zrw2o8的铝基复合材料的面分布分析结果(经过能谱分析),其中图2(d)图中的圆圈内为sic颗粒。可看出zrw2o8颗粒和sic颗粒均匀分布在基体中,未发生团聚。
98.实施例1制备的铸态复合材料中γ-zrw2o8的含量为23%(xrd测试),退火后减小为3.2%(xrd测试)。图3为实施例1制备含zrw2o8的铝基复合材料的热膨胀曲线。在-40℃到60℃的温度区间(温区范围100℃),铸态和退火态复合材料的热膨胀系数分别为6.2
×
10-6
k-1
和2.6
×
10-6
k-1
。退火处理减小了γ-zrw2o8的含量,从而降低了复合材料的热膨胀系数。
99.对比例1:本对比例与实施例1不同的是,步骤一所述原料为zrw2o8粉和铝基体,zrw2o8粉的体积分数为70%,铝基体的体积分数为30%,其他工艺参数与实施例1相同。
100.实施例1制备复合材料的退火前后的弯曲强度分别为86.9、76.8mpa,对比例1未添加sic,所制备的复合材料退火前后的弯曲强度为60.8、62.3mpa,实施例1与对比例1相比,退火前后弯曲强度分别提高了42.9%和23.3%。
101.实施例2:本实施例高综合性能的含zrw2o8的铝基复合材料的制备方法按照以下步骤进行:
102.一、称料:
103.称取zrw2o8粉、高强度陶瓷粉和铝基体为原料;
104.所述原料中高强度陶瓷粉的体积分数15%,zrw2o8粉体积分数为5%,铝基体的体积分数为30%;
105.所述高强度陶瓷粉为sic,平均粒径为6.5μm;zrw2o8粉由2种不同平均粒径的zrw2o8粉混合而成,平均粒径分别为25μm、75μm;
106.所述铝基体为al-12si合金;
107.二、增强体预制体的制备:
108.将步骤一称取的高强度陶瓷粉和zrw2o8粉混合并进行球磨,然后将球磨所得粉末置于石墨模具中,预压得到增强体预制体;
109.所述球磨工艺为:球料比为10:1,转速为100rpm,时间为8h;
110.所述预压的压力为120mpa;
111.三、预热和熔融态金属基体制备:
112.将步骤二得到的增强体预制体带模具移至加热炉中进行预热,得到预热的增强体预制体;在保护气氛下,将步骤一称取的铝基体加热,得到熔融态的铝基体;
113.所述增强体预制体的预热温度为400℃,保温1h;
114.所述铝基体的加热温度为铝基体熔点以上900℃;
115.所述保护气氛为氮气气氛;
116.四、液态铝浸渗:
117.在空气环境下,将步骤三中所得的预热的增强体预制体带模具置于压力机台面上,将熔融态的铝基体倒入模具内增强体预制体的上面,进行压力浸渗,得到zrw2o8的铝基复合材料;
118.所述压力浸渗工艺为:压力为150mpa,浸渗的速度为1mm/s,熔融态的铝完全浸到增强体预制体中之后,冷却至室温,最后脱模,得到含zrw2o8的铝基复合材料;
119.所述冷却速度为90℃/h;
120.五、复合材料退火处理:
121.对含zrw2o8的铝基复合材料进行去应力退火,促使γ-zrw2o8向α-zrw2o8转变,得到综合性能优异的含zrw2o8的铝基复合材料;
122.所述退火工艺为:在200℃下保温0.5h,然后以60℃/h的冷却速度为冷却至室温。图4为实施例2制备出含zrw2o8的铝基复合材料的sem形貌。从图3中可以看出,步骤1采用了两种不同粒径的zrw2o8颗粒和小粒径sic颗粒,小粒径颗粒可以有效填充大粒径颗粒产生的孔隙,从而提高了增强体的体积分数,zrw2o8和sic的总体积分数达到70%。
123.实施例2制备的铸态复合材料中γ-zrw2o8的含量为31%(xrd测试),退火后减小为5.1%(xrd测试)。图5为实施例2制备出含zrw2o8的铝基复合材料的热膨胀曲线。在-40℃到60℃的温度区间(温区范围100℃),铸态和退火态复合材料的热膨胀系数分别为10.1
×
10-6
k-1
和5.4
×
10-6
k-1
。退火处理减小了γ-zrw2o8的含量,从而降低了复合材料的热膨胀系数。
124.实施例2制备复合材料的退火前后的弯曲强度分别为152.2、143.1mpa,对比例1未添加sic,所制备的复合材料退火前后的弯曲强度为60.8、62.3mpa,实施例2与对比例1相比,退火前后弯曲强度分别提高了150.3%和129.7%。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1