一种通过激光重熔提高SLM成形316L不锈钢抗空蚀性能的方法
一种通过激光重熔提高slm成形316l不锈钢抗空蚀性能的方法
技术领域
1.本发明涉及金属增材制造领域,尤其涉及一种通过激光重熔提高slm成形316l不锈钢抗空蚀性能的方法。
背景技术:
2.空化是指在给定温度下液体局部压力低于饱和蒸汽压力而产生的液体气化现象,液体气化过程会产生空泡。空泡的孕育、空泡的生长以及最终空泡的坍塌溃灭过程被统称为空化现象。空蚀是指空泡坍塌溃灭过程中形成的冲击波和微射流作用于材料表面从而产生损伤破坏的现象。传统加工方式成形件在流体冲击作用下,材料表面由于局部压力变化会产生空化现象,材料表面可能会产生空蚀损伤,影响成形件的工作性能。
3.slm技术作为金属增材制造技术的一种典型方式,通过粉末床一层一层的铺粉,采用激光快速熔化粉末从而层层堆叠成形样品,可以成形不同形状的成形件。然而,采用slm技术成形的样品,由于成形的粉末材料需要经历快速剧烈熔凝的加工过程,从而导致成形件表面产生孔隙、粘粉、裂纹和应力集中等成形缺陷,成形件表面质量差异很大。slm成形316l不锈钢产生的制造缺陷势必加剧样品表面的空蚀磨损问题,从而对样品表面产生机械破坏,严重时会导致成形件表面材料剥落,工作性能降低,使用寿命下降,直接关系到slm成形件的可靠性。因此,如何提高slm成形316l不锈钢表面的抗空蚀性能,从而解决slm成形316l不锈钢表面的空蚀问题,提升成形件表面的力学性能和使用寿命值得关注。
技术实现要素:
4.本发明的目的在于针对现有技术的不足,提供一种通过激光重熔提高slm成形316l不锈钢抗空蚀性能的方法,采用本发明能够显著提高slm成形316l不锈钢的力学性能,形成等轴细小的晶粒结构,从而使其抗空蚀性能大幅提高,延长了slm成形316l不锈钢的使用寿命。
5.本发明的目的是通过以下技术方案来实现的:
6.一种通过激光重熔提高slm成形316l不锈钢抗空蚀性能的方法,该方法包括以下步骤:
7.步骤一:建立样品的三维模型;
8.步骤二:选择成形设备,设置激光加工工艺参数;
9.步骤三:设置垂直重熔参数;
10.步骤四:根据设定的激光工艺参数和垂直重熔参数进行样品的打印。
11.进一步地,所述316l不锈钢的各组分和配比如下:c为0~0.003%,ni为12.5~13%,mn为0~2.00%,s为0~0.01%,p为0~0.02%,cr为17.5~18%,cu为0~0.50%,mo为2.25~2.5%,其余为fe。
12.进一步地,所述的成形设备为renishawn am250,激光加工工艺参数如下:其中,激
光功率为160~200w,扫描间距为80~110μm,扫描速度为750~1000mm/s,层厚为50μm,曝光时间为60~80μs,点距为60μm,保护气体为氩气;
13.进一步地,所述的垂直重熔参数如下:激光功率为200w,扫描间距为10~30μm,扫描速度为750mm/s,层厚为50μm,曝光时间为80μs,点距为60μm,垂直重熔成形策略,保护气体为氩气;
14.进一步地,激光加工工艺参数为:激光功率200w,扫描间距100μm,扫描速度750mm/s,层厚为50μm,曝光时间为80μs,点距为60μm。
15.进一步地,垂直重熔参数为激光功率200w,扫描间距10μm,扫描速度750mm/s,层厚50μm,曝光时间80μs,点距60μm,垂直重熔成形策略。
16.本发明的有益效果如下:
17.本发明的方法通过垂直激光重熔策略,能够提高slm成形316l的抗空蚀性能。其次,通过综合考虑激光功率,扫描策略,曝光时间,层厚,点距等多工艺参数,采用提供的垂直重熔工艺参数成形的316l不锈钢样品,能够显著提高slm成形316l不锈钢的力学性能,形成等轴细小的晶粒结构,从而使其抗空蚀性能大幅提高,延长了slm成形316l不锈钢的使用寿命。本发明提出的一种通过激光重熔提高slm成形316l不锈钢抗空蚀性能的方法,能够解决slm成形316l不锈钢面临的空蚀破坏问题,有效提升其工作性能和使用寿命。
附图说明
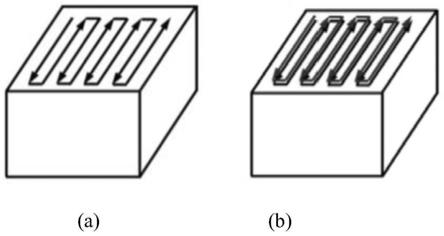
18.图1为实施例的slm成形316l不锈钢常规工艺参数和垂直激光重熔参数加工路径:图(a)为常规工艺参数激光加工路径,图(b)为垂直激光重熔参数加工路径;
19.图2为实施例的slm成形常规工艺参数和垂直激光重熔参数316l不锈钢样品的硬度;
20.图3为实施例的slm成形常规工艺参数和垂直激光重熔参数316l不锈钢样品的屈服强度和延伸率;
21.图4为实施例的slm成形常规工艺参数和垂直激光重熔参数316l不锈钢样品的电子背散射衍射(ebsd):图(a)为常规工艺参数成形样品的电子背散射图,图(b)为垂直重熔参数成形样品的电子背散射图;
22.图5为实施例的slm成形常规工艺参数和垂直激光重熔参数316l不锈钢样品微观结构:图(a)为常规工艺参数成形样品微观结构,图(b)为垂直重熔参数成形样品微观结构;
23.图6为实施例的slm成形常规工艺参数和垂直激光重熔参数316l不锈钢样品的空蚀质量损失曲线;
24.图7为实施例的slm成形常规工艺参数和垂直激光重熔参数316l不锈钢样品的空蚀形貌:图(a)为常规工艺参数样品的空蚀形貌,图(b)为垂直重熔参数样品的空蚀形貌。
具体实施方式
25.下面根据附图和优选实施例详细描述本发明,本发明的目的和效果将变得更加明白,应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
26.实施例
27.本实施例中的slm成形316l不锈钢其化学成分为c为0.01%,ni为11.32%,mn为
1.52%,s为0.01%,p为0.01%,cr为15.04%,cu为0.16%,mo为3.45%,其余为fe。
28.该实施例的通过激光重熔提高slm成形316l不锈钢抗空蚀性能的方法,包括如下步骤:
29.(1)建立slm成形316l不锈钢样品的三维模型;
30.(2)设定slm成形液压流道的激光工艺参数,第一组设置slm成形316l不锈钢的激光加工工艺参数:激光功率200w,扫描间距110μm,扫描速度750,层厚50μm,曝光时间80μs,点距60μm,保护气体为氩气,样品简写为z。
31.(3)设置垂直激光重熔参数,命名为r90,分为三组:第一组,激光功率200w,扫描间距10μm,扫描速度750mm/s,层厚50μm,曝光时间80μs,点距60μm,垂直重熔成形策略,保护气体为氩气,样品简写为r90(10);第二组,激光功率200w,扫描间距20μm,扫描速度750mm/s,层厚50μm,曝光时间80μs,点距60μm,垂直重熔成形策略,保护气体为氩气,样品简写为r90(20);第三组,激光功率200w,扫描间距30μm,扫描速度750mm/s,层厚50μm,曝光时间80μs,点距60μm,垂直重熔成形策略,保护气体为氩气,样品简写为r90(30)。
32.(4)根据设定的激光工艺参数和垂直激光重熔参数进行316l不锈钢样品的打印。
33.图1为实施例的slm成形316l不锈钢常规工艺参数和垂直激光重熔参数加工路径。图2和图3为分别为slm成形常规工艺参数和垂直激光重熔参数316l不锈钢样品的硬度、屈服强度。采用本发明方法得到的slm成形316l不锈钢样品硬度、屈服强度均大幅提高。图4为实施例的slm成形常规工艺参数和垂直激光重熔参数316l不锈钢样品的电子背散射衍射(ebsd),重熔样品晶粒细小,且等轴;z样品晶粒粗大,非等轴,晶粒长轴沿扫描轨迹的长轴方向。图5为实施例的slm成形常规工艺参数和垂直激光重熔参数316l不锈钢样品微观结构,z样品熔池大,沿扫描轨迹方向,熔池边界处有少量柱状结构;r90样品熔池细小,方向纵横交错且均匀。
34.根据g32-16国际标准,采用超声波振动空蚀试验系统进行slm成形316l不锈钢常规工艺参数和垂直激光重熔参数样品的空蚀试验,工作频率为为20khz,振幅为50μm,试样与变幅杆端部的间距为0.5mm,实验介质为自来水,本实施例slm成形316l不锈钢样品的超声振动空蚀时间为60min,其中每间隔5-10min,将样品取出清洗,干燥,称重,空蚀试验前后使用超声波清洗机对样品进行超声清洗。
35.图6为实施例的slm成形常规工艺参数和垂直激光重熔参数316l不锈钢样品的空蚀质量损失曲线-时间图,采用本发明制备的slm成形316l不锈钢垂直重熔样品r90(10)的空蚀质量损失为0.87mg,是slm成形常规工艺参数不锈钢样品z空蚀质量损失(4.03mg)的22%。空蚀质量损失结果表明,与slm成形常规工艺参数不锈钢样品z相比,采用本发明制备的slm成形316l不锈钢垂直重熔样品r90抵抗空蚀破坏的能力更强,其抗空蚀能力得到大幅提高。图7为实施例的slm成形常规工艺参数和垂直激光重熔参数316l不锈钢样品的空蚀形貌。从图7中可以看出,slm成形常规工艺参数不锈钢样品z表面空蚀破坏严重,表面出现大量裂缝和滑移线,材料从表面剥落,出现巨大的空蚀坑。而slm成形316l不锈钢垂直重熔样品r90局部区域出现了塑性变形,大部分区域基本完整,空蚀破坏程度明显减弱。由以上可见,采用本发明的方法制备的slm成形316l不锈钢垂直重熔样品r90的抗空蚀性能有明显提高。
36.本领域普通技术人员可以理解,以上所述仅为发明的优选实例而已,并不用于限
制发明,尽管参照前述实例对发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实例记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在发明的精神和原则之内,所做的修改、等同替换等均应包含在发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1