一种多孔电极箔及其制备工艺的制作方法
1.本发明属于阳极箔化成技术领域,具体涉及一种多孔电极箔及其制备工艺。
背景技术:
2.电极箔是铝电解电容器的关键原材料,而铝电解电容器是各种电器、计算机、通讯器材、自动化设备等必须使用的三大元器件之一。电极箔的品质直接影响电容器的使用寿命,而电容器又决定了电子整机的使用寿命。电子行业目前的发展趋势是向整机小型化发展,而电容器在电子产品中所占空间比例较大,因此缩小铝电解电容器的体积是整机小型化的关键,这就对电极箔比容提出了更高的要求。
3.根据静电容量公式(式中,c为电容量,ε0为真空介电常数,ε为电介质层相对介电常数,s为电介质层表面积,d为介质层厚度(d=ea*k),ea为氧化膜形成电压,k为氧化膜形成常数)可知,要想提高阳极箔比容,增大箔片比表面积s是一个可行途径。
4.因此,传统的电极箔制备工艺中通常会对电极箔实施化学蚀刻处理以形成隧道型孔洞,达到增大箔片比表面积的目的。但隧道孔径长短难以均匀控制,且传统的蚀刻工艺需要用到大量的盐酸、硫酸及硝酸等环境污染原料,给环保处理带来很大的压力。
5.授权公告号为cn109036852b的中国发明专利公开了一种三维多孔铝电极箔及其制备方法,该电极箔的制备方法包括:(1)将含铝粉末、铝纤维和高介电氧化物粉末混合均匀成混合粉体;(2)将混合粉体均匀分散在铝箔基材两面,并进行压实形成密堆积的多孔箔片;(3)将密堆积的多孔箔片进行热化处理,并通过挤压处理控制气孔率为35%-45%、厚度为80μm-200μm,最终形成复合网状多孔铝电极箔;(4)将热化处理后的多孔铝电极箔进行化成赋能处理。
6.然而,上述制备方法仍存在如下缺陷:(1)直接将混合粉末分散在铝箔基材表面并进行辊压,由于混合粉末的粒径均是微米级的,在分散和辊压过程中容易出现扬尘,不仅工人工作环境差,而且车间内存在粉尘爆炸等隐患;(2)热化处理不理想,高介电常数阀金属氧化物与铝粉和铝基材之间很难形成稳定的熔融结构,限制了其在高压化成领域中的应用。
技术实现要素:
7.本发明的发明目的是提供一种多孔电极箔及其制备工艺,该制备工艺安全可靠,无粉尘爆炸风险,且获得的多孔电极箔中多孔复合膜与铝箔基材之间能形成十分稳定的熔融结构,扩大了多孔电极箔在高压化成领域中的应用。
8.为实现上述发明目的,本发明的技术方案为:
9.一种多孔电极箔,包括铝箔基材和形成于铝箔基材至少一面上的多孔复合膜,所述的多孔复合膜的原料包括:铝粉、阀金属氧化物粉末、粘结剂和溶剂;
10.所述的阀金属氧化物的介电常数大于6.5;
11.所述的粘结剂的闪点在650℃以下。
12.本发明的多孔电极箔中,多孔复合膜的原料中除含有铝粉和阀金属氧化物粉末外,还含有粘结剂和溶剂,则当将铝粉、阀金属氧化物粉末、粘结剂及溶剂混合后,能够以流体形态涂覆在铝箔基材表面,不会出现扬尘;且由于粘结剂的存在,当将混合流体烘干后,粘结剂也能对铝粉和阀金属氧化物粉末形成束缚,辊压时也不会出现扬尘,确保车间内工作环境良好,有效地去除了粉尘爆炸等隐患。
13.本发明中采用的粘结剂的闪点在650℃以下,而650℃是多孔复合膜的烧结温度,如此可确保烧结时粘结剂已完全燃烧而被去除,获得的多孔复合膜中仅含有铝和阀金属氧化物,不会影响多孔复合膜的性能。
14.在上述的多孔电极箔中,按质量百分比计,所述的多孔复合膜的原料包括:50wt.%~55wt.%铝粉,0.05wt.%~3wt.%阀金属氧化物粉末,3wt.%~7wt.%粘结剂,35wt.%~47wt.%溶剂。
15.在上述的多孔电极箔中,所述的粘结剂为聚偏氟乙烯、甲基纤维素、乙基纤维素、三苯甲基纤维素、氰乙基纤维素、羧甲基纤维素、羧乙基纤维素、氨乙基纤维素或乙氧基纤维素中的至少一种。
16.在上述的多孔电极箔中,所述的阀金属氧化物为二氧化钛、五氧化二钽或五氧化二铌中的至少一种;作为优选,所述的阀金属氧化物为二氧化钛。
17.在上述的多孔电极箔中,所述的阀金属氧化物粉末的平均粒径在0.1-10μm之间,所述的铝粉的平均粒径在0.5-50μm。
18.在上述的多孔电极箔中,所述的溶剂为水或有机溶剂。该有机溶剂可以是乙醇、甲苯、n-甲基吡咯烷酮等。本发明对溶剂的种类没有过多要求,只要确保能将铝粉、阀金属氧化物和粘结剂调和成流体,且对铝粉、阀金属氧化物和粘结剂的性能无影响,后期进行烘干时易于挥发即可。
19.本发明还提供了上述多孔电极箔的制备工艺,该制备工艺包括以下步骤:
20.(1)按预设的质量比,将铝粉、阀金属氧化物粉末、粘结剂和溶剂混匀,获得混合流体;
21.(2)将所述的混合流体涂覆在铝箔基材的至少一面上,烘干并压实,获得复合铝箔;
22.(3)对所述的复合铝箔作分段烧结处理,对完成烧结的箔片作赋能和阳极氧化处理,获得所述的多孔电极箔。
23.作为优选,步骤(2)中,以喷涂法将混合流体喷涂在铝箔基材的表面,喷涂厚度为55-65μm。
24.作为优选,步骤(3)中,所述的分段烧结处理包括依次进行的至少一次排胶热处理和至少一次烧结热处理,至少在排胶热处理和烧结热处理之间设有热辊压处理;
25.且所述的排胶热处理、热辊压处理和烧结热处理在复合铝箔移动状态下进行。
26.其中,排胶热处理是为了排除复合铝箔表面涂层中的粘结剂,而烧结热处理是使铝粉、阀金属氧化物粉末与铝箔熔融;在排胶热处理后、烧结热处理前对复合铝箔实施热辊压,一方面可以有效防止排胶后出现粉末脱落现象,另一方面能够提高阀金属氧化物粉末和铝粉的压实率,则烧结时粉末与铝箔基材之间的熔接更加紧密,多孔复合膜与铝箔基材
之间形成的熔融结构更加稳定,多孔复合膜的强度各也更高。
27.本发明中,是将复合铝箔展开后以移动速度进行上述的分段烧结处理中,因此能够彻底解决传统热处理工艺带来的整卷铝箔加热过程中卷芯、外温度差,提升铝箔各项性能稳定性,缓解受热变形,优化铝箔外观,提升铝箔版型的稳定性。
28.采用上述制备工艺制得的多孔电极箔可以广泛应用于高压化成领域,不仅化成时的电耗大大降低,而且电极箔的比容量也得到大幅提升,具有更高的产品附加值。
29.作为优选,在上述的多孔电极箔的制备工艺中,所述的排胶热处理在惰性气体保护气氛、200-500℃下进行,处理时间为15-60min;所述的烧结热处理在惰性气体保护气氛、550-650℃下进行,处理时间为15-60min;
30.所述的复合铝箔的移动速度为0.5-2m/min。
31.所述的惰性气体保护气氛可以是氮气或氩气。
32.本发明对排胶热处理的时间没有特别限制,处理时间主要取决于复合铝箔前进车速以及热处理温度,只要确保在相应车速和处理温度下将粘结剂完全排出即可。
33.作为进一步优选,在上述的多孔电极箔的制备工艺中,所述的分段烧结处理包括:
34.使所述的复合铝箔以0.5-2m/min的车速依次经过第一箱式气氛炉、第一热压辊、第二箱式气氛炉、第二热压辊和第三箱式气氛炉;
35.所述的第一箱式气氛炉和所述的第二箱式气氛炉的炉温为200-500℃,所述的复合铝箔经过第一箱式气氛炉和第二箱式气氛炉的时间分别为15-60min;
36.所述的第一热压辊和所述的第二热压辊的辊温为200-500℃,辊压为10-30kg;
37.所述的第三箱式气氛炉的炉温为550-650℃,所述的复合铝箔经过第三箱式气氛炉的时间为15-60min;
38.所述的第一箱式气氛炉、所述的第二箱式气氛炉和所述的第三箱式气氛炉均具有惰性气体保护气氛。
39.与现有技术相比,本发明的有益效果体现在:
40.(1)本发明的多孔电极箔中,多孔复合膜的原料中除含有铝粉和阀金属氧化物粉末外,还含有粘结剂和溶剂,则当将铝粉、阀金属氧化物粉末、粘结剂及溶剂混合后,能够以流体形态涂覆在铝箔基材表面,不会出现扬尘;且由于粘结剂的存在,当将混合流体烘干后,粘结剂也能对铝粉和阀金属氧化物粉末形成束缚,辊压时也不会出现扬尘,确保车间内工作环境良好,有效地去除了粉尘爆炸等隐患;本发明中采用的粘结剂的闪点在650℃以下,而650℃是多孔复合膜的烧结温度,如此可确保烧结时粘结剂已完全燃烧而被去除,获得的多孔复合膜中仅含有铝和阀金属氧化物,不会影响多孔复合膜的性能。
41.(2)本发明的制备工艺中,对复合铝箔采用分段烧结处理法,其中,排胶热处理是为了排除复合铝箔表面涂层中的粘结剂,而烧结热处理是使铝粉、阀金属氧化物粉末与铝箔熔融;在排胶热处理后、烧结热处理前对复合铝箔实施热辊压,一方面可以有效防止排胶后出现粉末脱落现象,另一方面能够提高阀金属氧化物粉末和铝粉的压实率,则烧结时粉末与铝箔基材之间的熔接更加紧密,多孔复合膜与铝箔基材之间形成的熔融结构更加稳定,多孔复合膜的强度各也更高。
42.(3)本发明的制备工艺中,是将复合铝箔展开后以移动速度进行上述的分段烧结处理中,因此能够彻底解决传统热处理工艺带来的整卷铝箔加热过程中卷芯、外温度差,提
升铝箔各项性能稳定性,缓解受热变形,优化铝箔外观,提升铝箔版型的稳定性。
43.(4)采用本发明的制备工艺制得的多孔电极箔可以广泛应用于高压化成领域,不仅化成时的电耗大大降低,而且电极箔的比容量也得到大幅提升,具有更高的产品附加值。
附图说明
44.图1为本发明多孔电极箔的制备工艺所采用的生产线简图;
45.其中,1为放箔机,2为挤压涂布机,3为烘箱,4为冷辊,5为第一箱式气氛炉,6为第一热压辊,7为第二箱式气氛炉,8为第二热压辊,9为第三箱式气氛炉,10为收箔机。
具体实施方式
46.下面结合附图和具体实施方式对本发明的技术方案作进一步详细说明。
47.实施例1
48.本实施例一种多孔电极箔的制备工艺,包括以下步骤:
49.(1)按预设的质量比,将铝粉(平均粒径为3μm)、阀金属氧化物粉末(平均粒径为100nm的二氧化钛粉末)、粘结剂(聚偏氟乙烯)和溶剂(n-甲基吡咯烷酮)混匀,获得混合流体;
50.其中,按质量百分比计,该混合流体由50wt.%铝粉、2.5wt.%二氧化钛粉末、5wt.%聚偏氟乙烯和42.5wt.%n-甲基吡咯烷酮组成(质量比20:1:2:17);
51.(2)将混合流体涂覆在铝箔基材的两面上,烘干并压实,获得复合铝箔;
52.具体地,用挤压涂布机在厚度为20μm的铝箔基材上进行双面对称涂布,单面涂布厚度为55~65μm,烘干后并进行辊压处理,使获得的复合铝箔的总厚度达到130μm;
53.(3)对复合铝箔作分段烧结处理,对完成烧结的箔片作赋能和阳极氧化处理,获得本实施例的多孔电极箔;
54.具体地,使复合铝箔以0.5m/min的车速依次经过第一箱式气氛炉、第一热压辊、第二箱式气氛炉、第二热压辊和第三箱式气氛炉;
55.首先,复合铝箔在第一箱式气氛炉中进行第一次排胶热处理,第一箱式气氛炉的炉温为250℃,复合铝箔经过第一箱式气氛炉所用时间为60min;
56.离开第一箱式气氛炉的复合铝箔经过第一热压辊进行热压压实,第一热压辊的辊温为250℃,辊压为20kg;
57.其次,复合铝箔在第二箱式气氛炉中进行第二次排胶热处理,第二箱式气氛炉的炉温为300℃,复合铝箔经过第二箱式气氛炉所用时间为60min;
58.离开第二箱式气氛炉的复合铝箔经过第二热压辊进行热压压实,第二热压辊的辊温为300℃,辊压为20kg;
59.而后,复合铝箔在第三箱式气氛炉中进行烧结热处理,第三箱式气氛炉的炉温为620℃,复合铝箔经过第三箱式气氛炉所用时间为60min;
60.第一箱式气氛炉、第二箱式气氛炉和第三箱式气氛炉的保护气氛均为氩气;
61.最后,将完成烧结的箔片作常规赋能-阳极氧化处理(参考cn100463086c进行),即获得本实施例的多孔电极箔。
62.实施例2-4
63.实施例2-4的多孔电极箔的制备工艺与实施例1基本相同,不同之处仅在于:复合铝箔的移动车速分别为1m/min、1.5m/min、2m/min;相应地,复合铝箔经过各箱式气氛炉所用时间为30min、20min、15min。
64.对比例1
65.将130μm厚经退火处理后的软质光箔,使用已知的蚀刻工艺形成隧道孔洞,再经化成处理制得阳极箔。
66.对比例2
67.对比例2的多孔电极箔的制备工艺与实施例1基本相同,不同之处仅在于:
68.步骤(3)中,将整卷复合铝箔先在450℃下作排胶热处理,而后直接在620℃氩气气氛下烧结5h。
69.实施例5
70.实施例5的多孔电极箔的制备工艺与实施例1基本相同,不同之处仅在于:步骤(3)中,仅进行第一次排胶热处理,第一次排胶热处理、第一次热辊压后,直接进行烧结热处理。
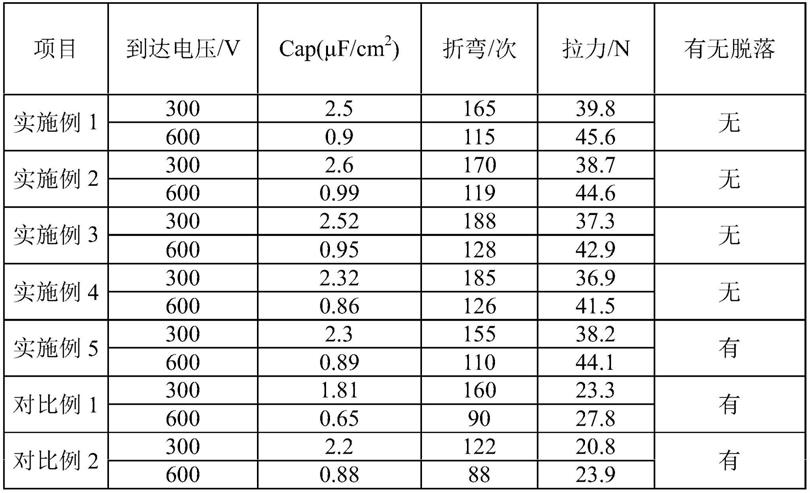
71.按sj/t 11140-1997标准对实施例1-5和对比例1-2制得的多孔电极箔进行性能测试,测试结果见表1。
72.表1
[0073][0074]
由表1可见,与对比例1相比,实施例1-4获得的多孔电极箔的比表面积大大增加,且由于阀金属氧化物的加入,电极箔的比容也大大提升;与对比例2相比,实施例2的比容、折弯强度和拉伸强度均大大提升。
[0075]
实施例6-9
[0076]
实施例6-9的多孔电极箔的制备工艺与实施例2基本相同,不同之处在于:第一热压辊和第二热压辊的辊压调整为10kg、15kg、25kg、30kg。
[0077]
按sj/t 11140-1997标准对实施例6-9制得的多孔电极箔进行性能测试,测试结果见表2。
[0078]
表2
[0079][0080]
由表2可见,随着热压辊辊压增大,多孔电极箔的各项性能均逐渐提升,当辊压为20kg时,达到最优。
[0081]
实施例10
[0082]
实施例10的多孔电极箔的制备工艺与实施例2基本相同,不同之处在于:将步骤(3)中的保护气氛调整为氮气。
[0083]
对比例3
[0084]
对比例3的多孔电极箔的制备工艺与实施例2基本相同,不同之处在于:将步骤(3)中的保护气氛调整为空气。
[0085]
按sj/t 11140-1997标准对实施例10和对比例3制得的多孔电极箔进行性能测试,测试结果见表3。
[0086]
表3
[0087][0088]
由表3可见,在氮气保护气氛下进行分段烧结处理(实施例10)与在氩气保护气氛下进行分段烧结处理(实施例2)获得多孔电极箔的各项性能相当,但显著优于对比例3。
[0089]
实施例11-13
[0090]
实施例11-13的多孔电极箔的制备工艺与实施例2基本相同,不同之处仅在于:
[0091]
实施例11的混合流体由55wt.%铝粉、3wt.%二氧化钛粉末、3wt.%聚偏氟乙烯和39wt.%n-甲基吡咯烷酮组成(铝粉与二氧化钛粉末的质量比为18:1);
[0092]
实施例12的混合流体由51.3wt.%铝粉、2.7wt.%二氧化钛粉末、7wt.%聚偏氟乙烯和39wt.%n-甲基吡咯烷酮组成(铝粉与二氧化钛粉末的质量比为19:1);
[0093]
实施例12的混合流体由50.4wt.%铝粉、2.4wt.%二氧化钛粉末、6wt.%聚偏氟乙烯和41.2wt.%n-甲基吡咯烷酮组成(铝粉与二氧化钛粉末的质量比为21:1)。
[0094]
按sj/t 11140-1997标准对实施例11-13制得的多孔电极箔进行性能测试,测试结果见表4。
[0095]
表4
[0096][0097]
实施例14-18
[0098]
实施例14-18的多孔电极箔的制备工艺与实施例2基本相同,不同之处仅在于:
[0099]
实施例14的粘结剂为羧甲基纤维素,第一箱式气氛炉的炉温为240℃,第二箱式气氛炉的炉温为280℃。
[0100]
实施例15的粘结剂为羧乙基纤维素,第一箱式气氛炉的炉温为280℃,第二箱式气氛炉的炉温为320℃。
[0101]
实施例16的粘结剂为乙基纤维素,第一箱式气氛炉的炉温为300℃,第二箱式气氛炉的炉温为350℃。
[0102]
实施例17的粘结剂为甲基纤维素,第一箱式气氛炉的炉温为240℃,第二箱式气氛炉的炉温为280℃。
[0103]
按sj/t 11140-1997标准对实施例14-18制得的多孔电极箔进行性能测试,测试结果见表5。
[0104]
表5
[0105][0106]
由表5可见,由于将第一箱式气氛炉和第二箱式气氛炉的炉温调节为与相应粘结剂的闪点相当,因此在排胶热处理过程中,粘结剂已全部燃烧而无残留,因此对最终多孔电极箔的性能基本无影响。
[0107]
实施例19-21
[0108]
实施例19-21多孔电极箔的制备工艺与实施例2基本相同,不同之处仅在于:
[0109]
实施例19中,第三箱式气氛炉的炉温为550℃;
[0110]
实施例20中,第三箱式气氛炉的炉温为600℃;
[0111]
实施例21中,第三箱式气氛炉的炉温为650℃。
[0112]
按sj/t 11140-1997标准对实施例14-18制得的多孔电极箔进行性能测试,测试结果见表6。
[0113]
表6
[0114]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1