一种多功能板材双边磨边加工中心的制作方法
1.本实用新型涉及磨边设备领域,具体涉及一种多功能板材双边磨边加工中心。
背景技术:
2.当今市场上的玻璃、大理石、岩板及陶瓷等板材广泛应用于建筑、工程、汽车、电子电器、家具及装修装饰等与人们的日常生活相关的领域,上述板材经过裁切后都需要进行磨边加工,上述板材裁切的形状根据不同的使用场合分为有五种:方形、矩形、梯形、圆形及异形(不规则形状),而与不同的边部工艺要求对应的板材的边部加工形状有六种:直线直边、直线斜边、直线圆边、波浪(异形)直边、波浪(异形)斜边及波浪(异形)圆边,举例地,上述“直线圆边”是指板材的边是直线边,但板材的边缘的截面是呈圆弧状;磨边加工的品质又分为:粗磨、精磨及抛光三种要求。目前市场上针对上述板材边缘的加工要求的磨边设备种类较多,但是目前还没有一种能够覆盖加工上述列举的板材形状、边部工艺要求及品质要求的设备。
3.现有的双边磨边机只能加工方形或矩形的直线直边,不能加工其它形状的板材产品或其它工艺要求的边部。现有单边磨边机不能加工圆形或异形板材产品,加工效率低。手工磨边机对于工人的操作技能要求高,工作环境恶劣,生产效率和加工品质非常低,生产成本非常高。所以需要实用新型一种多功能的板材双边磨边加工中心以弥补市面上现有的磨边设备功能不全的缺陷。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供一种多功能板材双边磨边加工中心,它的磨边加工功能覆盖面广,且加工效率高。
5.本实用新型的目的是通过下述技术方案实现的。
6.本实用新型公开的多功能板材双边磨边加工中心,包括y轴装置,所述y轴装置的左侧设有第一x轴装置,所述y轴装置的右侧设有第二x轴装置;所述y轴装置包括工作台底座、工作台滑座、及用于与板材相对固定的旋转台,所述工作台滑座与所述工作台底座滑动连接,所述旋转台与所述工作台滑座转动连接,所述y轴装置设有用于带动所述工作台滑座相对所述工作台底座沿前后方向移动的y轴伺服驱动机构及用于带动所述旋转台相对所述工作台滑座转动的旋转驱动机构;所述第一x轴装置包括第一底座、第一滑座及至少三套用于磨削板材的左部边缘的第一磨边机头,所述第一滑座与所述第一底座滑动连接,所述第一磨边机头沿前后方向排列布置在所述第一滑座上,所述第一x轴装置设有用于带动所述第一滑座相对所述第一底座沿左右方向移动的第一x轴伺服驱动机构,所述第一磨边机头设有用于带动对应的第一砂轮沿左右方向移动的第一进给伺服驱动机构;所述第二x轴装置包括第二底座、第二滑座及至少三套用于磨削板材的右部边缘的第二磨边机头,所述第二滑座与所述第二底座滑动连接,所述第二磨边机头沿前后方向排列布置在所述第二滑座上,所述第二x轴装置设有用于带动所述第二滑座相对所述第二底座沿左右方向移动的第
二x轴伺服驱动机构,所述第二磨边机头设有用于带动对应的第二砂轮沿左右方向移动的第二进给伺服驱动机构。
7.优选地,所述旋转台上设有用于吸持板材的真空吸盘。
8.优选地,所述旋转台的底部固定连接有轨道圆盘,所述工作台滑座上设有至少三个用于支撑所述旋转台的外圈带槽轴承,所述外圈带槽轴承的外圈与所述轨道圆盘的边缘部适配贴靠连接。
9.优选地,还包括轴承座,所述外圈带槽轴承的内圈与所述轴承座固定连接,所述轴承座形成有调位长孔,所述轴承座的底部与所述工作台滑座通过对应的穿过所述调位长孔的螺钉固定连接。
10.优选地,所述旋转驱动机构包括第一电机及第一蜗轮蜗杆减速器,所述旋转台固定连接有传动轴,所述第一电机通过第一蜗轮蜗杆减速器驱动连接所述传动轴,所述工作台滑座设有安装腔,所述安装腔位于所述旋转台的对应下方,所述第一电机及所述第一蜗轮蜗杆减速器设置在所述安装腔内。
11.优选地,所述旋转驱动机构包括第二蜗轮蜗杆减速器,所述第一电机通过所述第二蜗轮蜗杆减速器驱动连接所述第一蜗轮蜗杆减速器,所述第二蜗轮蜗杆减速器设置在所述安装腔内。
12.优选地,所述真空吸盘的数量设为八个,所述真空吸盘以所述传动轴的轴线为中心周向均匀布置。
13.优选地,所述第一底座及第二底座分别通过对应的螺钉与所述工作台底座连接。
14.优选地,所述第一磨边机头包括主轴电机、磨头底座及磨头电机座,所述主轴电机安装在所述磨头电机座上,所述磨头电机座与所述磨头底座铰接,所述磨头电机座与所述磨头底座通过定位螺栓相对固定。
15.优选地,述第一x轴滚珠丝杆副的丝杆与所述第一底座转动连接,所述第一x轴滚珠丝杆副的螺母与所述第一滑座固定连接,所述第一x轴伺服电机驱动连接所述第一x轴滚珠丝杆副的丝杆,所述第一x轴伺服电机安装在所述第一底座上,所述第一滑座的前部及所述第一滑座的后部分别对应安装有所述第一x轴滚珠丝杆副的螺母。
16.本实用新型与现有技术相比较,其有益效果是:通过y轴装置,y轴装置的左侧设有第一x轴装置,y轴装置的右侧设有第二x轴装置,y轴装置包括工作台底座、工作台滑座、及用于与板材相对固定的旋转台,工作台滑座与工作台底座滑动连接,旋转台与工作台滑座转动连接,y轴装置设有用于带动工作台滑座相对工作台底座沿前后方向移动的y轴伺服驱动机构及用于带动旋转台相对工作台滑座转动的旋转驱动机构,第一x轴装置设有用于带动第一滑座相对第一底座沿左右方向移动的第一x轴伺服驱动机构,第一磨边机头沿前后方向排列布置在第一滑座上,第一磨边机头设有用于带动对应的第一砂轮沿左右方向移动的第一进给伺服驱动机构,第二磨边机头沿前后方向排列布置在第二滑座上,第二x轴装置设有用于带动第二滑座相对第二底座沿左右方向移动的第二x轴伺服驱动机构,第二磨边机头设有用于带动对应的第二砂轮沿左右方向移动的第二进给伺服驱动机构;由于设置了旋转驱动机构,使得本实用新型的多功能板材双边磨边加工中心可以加工圆形的板材;由于第一磨边机头沿前后方向排列布置在第一滑座上,第二磨边机头沿前后方向排列布置在第二滑座上,结合旋转驱动机构,使得本实用新型的多功能板材双边磨边加工中心可以高
效地加工矩形、方形或异形的板材,本实用新型的板材双边磨边加工中心的磨边加工功能覆盖面广,能更好地适应市场的需求。
附图说明
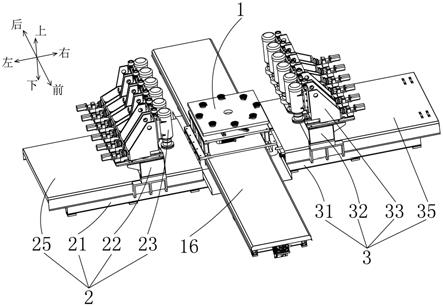
17.图1为本实用新型的板材双边磨边加工中心的立体结构示意图。
18.图2为本实用新型的板材双边磨边加工中心的正视结构示意图。
19.图3为本实用新型的板材双边磨边加工中心的左视结构示意图。
20.图4为本实用新型的板材双边磨边加工中心与板材组合的立体结构示意图。
21.图5本实用新型的板材双边磨边加工中心的分解示意图。
22.图6为本实用新型的第一磨边机头的正视结构示意图。
23.图7为本实用新型的y轴装置的正视结构示意图。
24.图8为本实用新型的旋转台、轨道圆盘及外圈带槽轴承组合的结构示意图。
25.图9为本实用新型的工作台滑座、第一电机、第一蜗轮蜗杆减速器及第二蜗轮蜗杆减速器组合的局部结构示意图。
26.图10为本实用新型的轴承座与外圈带槽轴承组合的立体结构示意图。
27.图11为本实用新型的第一砂轮与板材组合的示意图。
28.图12为圆形板材与第一砂轮及第二砂轮组合的俯视简图。
29.标号说明:1
‑
y轴装置;11
‑
工作台底座;12
‑
工作台滑座;13
‑
旋转台;131
‑
真空吸盘;132
‑
轨道圆盘;133
‑
外圈带槽轴承;134
‑
轴承座;1341
‑
调位长孔;1342
‑
支轴;14
‑
y轴伺服驱动机构;15
‑
旋转驱动机构;151
‑
第一电机;152
‑
第一蜗轮蜗杆减速器;153
‑
传动轴;154
‑
第二蜗轮蜗杆减速器;16
‑
第一护罩;17
‑
安装腔;18
‑
立柱;2
‑
第一x轴装置;21
‑
第一底座;22
‑
第一滑座;23
‑
第一磨边机头;231
‑
主轴电机;2311
‑
第一砂轮;232
‑
磨头底座;233
‑
磨头电机座;234
‑
销轴;235
‑
定位螺栓;236
‑
第一进给伺服驱动机构;24
‑
第一x轴伺服驱动机构;241
‑
第一x轴滚珠丝杆副;25
‑
第二护罩;3
‑
第二x轴装置;31
‑
第二底座;32
‑
第二滑座;33
‑
第二磨边机头;3311
‑
第二砂轮;34
‑
第二x轴伺服驱动机构;35
‑
第三护罩;336
‑
第二进给伺服驱动机构;99
‑
板材。
具体实施方式
30.下面结合附图对本实用新型作进一步的描述。
31.本实用新型的板材双边磨边加工中心,如图1至图7所示,包括y轴装置1,y轴装置1的左侧设有第一x轴装置2,y轴装置1的右侧设有第二x轴装置3。
32.如图1至图7所示(需要注意的是,图5没有画出第一护罩16、第二护罩25及第三护罩35),y轴装置1包括工作台底座11、工作台滑座12、及用于与板材99相对固定的旋转台13,工作台滑座12与工作台底座11通过对应的直线导轨副滑动连接,旋转台13与工作台滑座12转动连接,y轴装置1设有用于带动工作台滑座12相对工作台底座11沿前后方向移动的y轴伺服驱动机构14及用于带动旋转台13相对工作台滑座12转动的旋转驱动机构15。y轴伺服驱动机构14包括y轴伺服电机,y轴伺服电机通过对应的滚珠丝杆副驱动工作台滑座12沿前后方向移动(即是在“y轴”上移动)。
33.如图1至图7所示,第一x轴装置2包括第一底座21、第一滑座22及至少三套用于磨
削板材99的左部边缘的第一磨边机头23,举例地,如图6所示,第一磨边机头23设有第一砂轮2311,第一砂轮2311的外圆部用于打磨板材99的边缘,如图1和图5所示,第一滑座22与第一底座21通过对应的直线导轨副滑动连接,第一磨边机头23沿前后方向排列布置在第一滑座22上,第一磨边机头23的数量可以设为六套。第一x轴装置2设有用于带动第一滑座22相对第一底座21沿左右方向移动的第一x轴伺服驱动机构24,具体地,第一x轴伺服驱动机构24设有第一x轴伺服电机,第一x轴伺服电机通过第一x轴滚珠丝杆副241驱动第一滑座22沿左右方向移动(即是在“x轴”上移动)。
34.第一磨边机头23设有用于带动对应的第一砂轮2311沿左右方向移动的第一进给伺服驱动机构236,举例地,如图6所示,第一进给伺服驱动机构236设有第一进给伺服电机,上述第一进给伺服电机通过对应的滚珠丝杆副驱动对应的第一砂轮2311沿左右方向进给移动。
35.如图1至图7所示,第二x轴装置3包括第二底座31、第二滑座32及至少三套用于磨削板材99的右部边缘的第二磨边机头33,第二滑座32与第二底座31滑动连接,第二磨边机头33沿前后方向排列布置在第二滑座32上,第二x轴装置3设有用于带动第二滑座32相对第二底座31沿左右方向移动的第二x轴伺服驱动机构34,第二磨边机头33设有用于带动对应的第二砂轮3311沿左右方向移动的第二进给伺服驱动机构336。
36.如图1和图5所示,第一x轴装置2与第二x轴装置3可以设为左右对称关系,所以此处不再对第二x轴装置3的结构原理作详述。
37.本实用新型的板材双边磨边加工中心还设有电气控制箱(需要注意的是,各附图都没有画出上述电气控制箱),电气控制箱与板材双边磨边加工中心可以设为分体式结构,换句话说,电气控制箱可以独立放置在地面上。电气控制箱内的控制主机采用总线型运动控制器,控制主机以总线方式控制连接本实用新型的板材双边磨边加工中心的y轴装置1、第一x轴装置2及第二x轴装置3,本实用新型的电气控制箱还设有触摸式工业电脑一体机,触摸式工业电脑一体机与上述控制主机电连接,触摸式工业电脑一体机的系统可以将导入的板材99的cad图形转换形成g代码方式控制的加工路径。
38.以下简要说明本实用新型的板材双边磨边加工中心的工作原理:预先将板材99与旋转台13相对固定,并将板材99的设计图输入上述触摸式工业电脑一体机,上述控制主机首先控制第一x轴伺服驱动机构24将第一滑座22和第一滑座22之上的各套第一磨边机头23向右移动,并同时地控制第二x轴伺服驱动机构34将第二滑座32和第二滑座32之上的各套第二磨边机头33向左移动,换句话说,在上述过程中,第一磨边机头23与对应的第二磨边机头33相互靠近移动,使得第一磨边机头23与对应的第二磨边机头33之间的距离达到与板材99形状相对应的设定值;然后上述控制主机控制各套第一磨边机头23及第二磨边机头33启动运转,再控制y轴伺服驱动机构14带动工作台滑座12向后移动;当板材99到达图1中的位于最靠前位置的一套第一磨边机头23的第一砂轮2311对应的位置时,上述控制主机控制第一磨边机头23的第一进给伺服驱动机构236及第二磨边机头33的第二进给伺服驱动机构336按照板材99对应的g代码加工路径带动第一磨边机头23的第一砂轮2311及第二磨边机头33的第二砂轮3311移动;当板材99到达图1中的位于第二靠前位置的一套第一磨边机头23的第一砂轮2311对应的位置时,上述控制主机控制位于第二靠前位置的第一砂轮2311及第二砂轮3311按照板材99对应的g代码加工路径移动,如此类推;第一x轴装置2上的各套第
一磨边机头23的第一砂轮2311所走的路径一致,但是各套第一磨边机头23的第一进给伺服驱动机构236按顺序启动,同样地,各套第二磨边机头33按顺序启动,于是板材99的一对边缘加工完毕。上述控制主机接着控制第一磨边机头23与第二磨边机头33相互离开移动,上述控制主机再控制工作台滑座12快速向前移动回退,给板材99让出旋转的空间之后,上述控制主机控制旋转驱动机构15带动旋转台13旋转90度后锁止,上述控制主机控制工作台滑座12向后移动,然后上述控制主机控制各套第一磨边机头23及第二磨边机头33按照上述次序加工板材99的另一对边缘,于是如图4所示,由于各套第一磨边机头23及第二磨边机头33各自通过对应的第一进给伺服驱动机构236及第二进给伺服驱动机构336驱动,所以外形为呈方形、矩形、梯形或异形的板材99就可以通过上述的工作流程完成加工,而由于第一磨边机头23及第二磨边机头33的数量分别设为至少三套,于是举例地,三套第一磨边机头23可以依次安装粗磨、精磨及抛光三种加工所对应的第一砂轮2311;图11举例示意地展示了第一砂轮2311加工边部工艺要求为圆边的板材99的情况,在此情况下,第一砂轮2311的外圆部通过仿形的方法加工板材99的边缘,由于板材99向后移动结合第一磨边机头23及第二磨边机头33沿左右方向移动,使得本实用新型的板材双边磨边加工中心能够加工出图4所示的呈异形的板材99,于是边部工艺要求为直线直边、直线圆边、波浪(异形)直边及波浪(异形)圆边的板材99都可以通过本实用新型的板材双边磨边加工中心加工完成加工。对于外形为圆形的板材99,可以采用如下加工流程进行加工:将呈圆形的板材99与旋转台13相对固定,板材99的中心与旋转台13的旋转中心对应,上述控制主机将旋转台13的旋转中心移动至位于前方的两个第一砂轮2311的沿前后方向的中间位置,然后上述控制主机控制旋转台13旋转,在图12中,为了便于理解,将标号a和b代表两个第一砂轮2311,标号c和d代表两个第二砂轮3311,a对应粗加工,b对应细加工,c对应精加工,d对应抛光加工,上述控制主机先控制a对板材99进行粗加工,当经过粗加工的板材99的边缘到达b对应的位置时,上述控制主机控制b对板材99进行细加工,如此类推,可以设定板材99旋转720度,使上述的针对圆形板材99的磨边工序得以完成,于是外形为圆形的板材99能通过本实用新型的板材双边磨边加工中心加工制作。从上述可见,本实用新型的板材双边磨边加工中心的磨边加工功能齐全、覆盖面广,更好地适应市场的需求,由于本实用新型的板材双边磨边加工中心能够在板材99与旋转台13的一次相对固定中实现粗、精及抛光加工,而且加工动作均通过上述控制主机自动控制,所以加工效率高。
39.进一步地,如图5所示,旋转台13上设有用于吸持板材99的真空吸盘131。真空吸盘131为现有技术的产品,真空吸盘131的底部可以通过对应的螺钉与旋转台13固定连接,于是一些类型的板材99,例如材料为玻璃、大理石、岩板或陶瓷的板材99可以通过真空吸盘131固定在旋转台13上,尤其是材料为玻璃的板材99更适合被真空吸盘131吸持,在将板材99放在真空吸盘131上时,可以通过机械定位的方式使板材99与旋转台13相对定位,再使真空吸盘131吸持固定板材99;通过设置真空吸盘131可以方便板材99上料及卸料。
40.进一步地,如图7和图8所示,旋转台13的底部固定连接有轨道圆盘132,工作台滑座12上设有至少三个用于支撑旋转台13的外圈带槽轴承133,外圈带槽轴承133为现有技术的产品,外圈带槽轴承133的外圈形成有凹槽,外圈带槽轴承133的轴线沿上下方向设置,外圈带槽轴承133的外圈与轨道圆盘132的边缘部适配贴靠连接,于是轨道圆盘132的边缘部得到了对应的外圈带槽轴承133的支撑和限位,在旋转台13旋转时,轨道圆盘132与外圈带
槽轴承133相对滚动。假设旋转台13的中心部通过推力球轴承结合深沟球轴承与工作台滑座12连接,由于板材99的面积较大且重量较重,旋转台13自身的重量也较大,所以会导致旋转台13的中心部位所受的弯矩较大,而且旋转台13与工作台滑座12之间的安装连接间隙会使板材99的边缘部位容易出现上下松动现象,导致影响磨边加工质量;而本实用新型设置了外圈带槽轴承133的外圈与轨道圆盘132的边缘部适配贴靠连接的支撑方式,使得各个外圈带槽轴承133所受的弯矩较小,而且大幅减小了旋转台13的上下间隙摆动的幅度,有利于避免板材99的边缘部位出现松动,有利于旋转台13运行平稳,提高了本实用新型的板材双边磨边加工中心的耐用性。
41.进一步地,如图8和图10所示,还包括轴承座134,外圈带槽轴承133的内圈与轴承座134固定连接,具体地,轴承座134形成有支轴1342,外圈带槽轴承133的内圈与支轴1342过盈配合连接,轴承座134形成有调位长孔1341,轴承座134的底部与工作台滑座12通过对应的穿过调位长孔1341的螺钉固定连接,于是在装配外圈带槽轴承133的外圈与轨道圆盘132的边缘部连接的过程中,在上述螺钉的松开状态下,可以方便地调整对应的外圈带槽轴承133的位置,使各个外圈带槽轴承133与轨道圆盘132的边缘部良好地适配贴靠连接。
42.进一步地,如图7和图9所示(需要注意的是,为了便于观察,图9没有画出旋转台13及轨道圆盘132),旋转驱动机构15包括第一电机151及第一蜗轮蜗杆减速器152,如图8所示,旋转台13固定连接有传动轴153,第一电机151通过第一蜗轮蜗杆减速器152驱动连接传动轴153,如图7所示,工作台滑座12设有安装腔17,具体地,安装腔17是由立柱18支撑形成的,安装腔17位于旋转台13的对应下方,第一电机151及第一蜗轮蜗杆减速器152设置在安装腔17内,上述结构布置合理,将旋转驱动机构15的第一电机151及第一蜗轮蜗杆减速器152设置在旋转台13的对应下方,避免旋转驱动机构15与第一磨边机头23及第二磨边机头33的加工移动空间干涉,换句话说,使得本实用新型的板材双边磨边加工中心的结构紧凑,减小占用空间。
43.进一步地,如图7和图9所示,旋转驱动机构15包括第二蜗轮蜗杆减速器154,第一电机151通过第二蜗轮蜗杆减速器154驱动连接第一蜗轮蜗杆减速器152,具体地,第一电机151安装在第一蜗轮蜗杆减速器152上,第一电机151的转轴与第一蜗轮蜗杆减速器152的蜗杆连接,第一蜗轮蜗杆减速器152的蜗轮与第二蜗轮蜗杆减速器154的蜗杆连接,第二蜗轮蜗杆减速器154的蜗轮与传动轴153连接;通过设置第一蜗轮蜗杆减速器152及第二蜗轮蜗杆减速器154二级蜗轮蜗杆传动,使旋转台13的旋转速度进一步降低,在加工圆形板材99时,旋转台13的低转速有利于保证磨边抛光加工的效果;而在第一电机151停止并且第一磨边机头23及第二磨边机头33进行加工时,由于二级蜗轮蜗杆传动的传动比大,自锁能力得以提高,避免呈方形或矩形的板材99在磨边过程中旋转移位,从而有利于保证磨边加工质量。第二蜗轮蜗杆减速器154设置在安装腔17内,有利于使本实用新型的板材双边磨边加工中心的结构紧凑。
44.进一步地,如图5所示,真空吸盘131的数量设为八个,真空吸盘131以传动轴153的轴线为中心周向均匀布置,从而有利于使呈圆形的板材99在旋转过程中受力平衡,也有利于板材99与旋转台13可靠相对固定。
45.进一步地,如图5所示,第一底座21及第二底座31分别通过对应的螺钉与工作台底座11连接。第一底座21、第二底座31及工作台底座11都可以分别采用钢制型材拼焊接而制
成,如图5所示,于是当本实用新型的板材双边磨边加工中心测试完毕而需要交付客户使用时,可以方便地将y轴装置、第一x轴装置2及第二x轴装置3拆分开,从而方便装车运输,在客户的厂房内也可以方便地将y轴装置、第一x轴装置2及第二x轴装置3组装起来。
46.在一些实施方式中,如图6所示,第一磨边机头23包括主轴电机231、磨头底座232及磨头电机座233,第一砂轮2311安装在对应的主轴电机231的转轴上,主轴电机231安装在磨头电机座233上,磨头电机座233与磨头底座232通过销轴234铰接,磨头电机座233与磨头底座232通过定位螺栓235相对固定,具体地,磨头底座232形成有弧线状通孔,定位螺栓235穿过上述弧线状通孔,另外,第一进给伺服驱动机构236的滚珠丝杆副的螺母与磨头底座232相对固定安装。当松开定位螺栓235时,可以将磨头电机座233、主轴电机231及对应的第一砂轮2311一起摆动角度调位,定位螺栓235在上述弧线状通孔内滑行,将对应的第一砂轮2311的倾角调整到位之后,再将定位螺栓235锁紧;第二磨边机头33也采用上述图6中的第一磨边机头23的摆动结构,从而使本实用新型的板材双边磨边加工中心可以适应加工边部工艺要求为直线斜边或波浪(异形)斜边的板材99。
47.进一步地,如图5所示,第一x轴伺服驱动机构24包括第一x轴滚珠丝杆副241及第一x轴伺服电机,第一x轴滚珠丝杆副241的丝杆与第一底座21转动连接,第一x轴滚珠丝杆副241的螺母与第一滑座22固定连接,第一x轴伺服电机驱动连接第一x轴滚珠丝杆副241的丝杆,第一x轴伺服电机安装在第一底座21上,第一滑座22的前部及第一滑座22的后部分别对应安装有第一x轴滚珠丝杆副241的螺母,换句话说,第一x轴装置2设有两套第一x轴伺服驱动机构24,两套第一x轴伺服驱动机构24的第一x轴伺服电机同步运行,由于第一磨边机头23沿前后方向排列布置,所以第一滑座22沿前后方向的长度较大,所以在第一滑座22的前部及第一滑座22的后部分别对应安装有第一x轴滚珠丝杆副241的螺母,有利于第一滑座22受力平衡,使第一磨边机头23移动平稳。同理地,第二x轴装置3可以设置成与第一x轴装置2的上述结构相同。
48.如图1和图7所示,工作台滑座12与对应的直线导轨副之间设有第一护罩16,第一护罩16与工作台底座11相对固定,于是避免磨边加工形成的粉尘落入工作台滑座12对应的直线导轨副及y轴伺服驱动机构14的滚珠丝杆副上,在清洗粉尘时,也避免水与工作台滑座12对应的直线导轨副及y轴伺服驱动机构14的滚珠丝杆副接触,从而有利于本实用新型的板材双边磨边加工中心能够保证长期正常运行。同理地,第一x轴装置2对应设有第二护罩25,第二x轴装置3对应设有第三护罩35。
49.本实用新型的多功能板材双边磨边加工中心适用各种形状的玻璃、大理石、陶瓷及岩板的周边磨边加工,通过运动控制器数字控制的形式,对被加工的板材进行的直线直边、直线斜边、波浪直边、波浪斜边、圆形直边及圆形斜边的粗磨、精磨及抛光加工可以一次性完成,本实用新型的多功能板材双边磨边加工中心对工人的工艺技术水平要求低,加工范围广,生产效率很高,适用于所有玻璃、大理石及陶瓷加工厂使用,单件或批量生产加工的效率都很高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1