机器人精铸工作站的制作方法
1.本实用新型涉及浇铸技术领域,具体为一种机器人精铸工作站。
背景技术:
2.产品浇铸成型又称静态铸塑,是将已准备好的浇铸原料注人模具中使其固化,获得与模具型腔相似的制品,传统的浇铸是由工人手动操作的较多,非常耗费体力,浇铸效率也难以提升,并且由于浇铸过程中,浇铸料普遍温度较高,经常出现浇铸料溅出等问题,造成浇铸工人受伤。
技术实现要素:
3.为了解决现有浇铸效率低,人力劳动强度大,容易出现安全事故的问题,本实用新型提供了一种机器人精铸工作站其能够减少人力劳动,提高浇铸效率和浇铸安全性。
4.其技术方案是这样的:一种机器人精铸工作站,其特征在于,其包括三个机器人,分别为烘烤抓取机器人、浇铸机器人、保温桶抓取机器人,所述烘烤抓取机器人旁设置有上料托盘和烤箱,所述烘烤抓取机器人上安装有第一机械臂,所述第一机械臂端部安装有u形叉,所述浇铸机器人旁设置有中频炉,所述浇铸机器人上安装有第二机械臂,所述第二机械臂上安装有称重托盘,所述称重托盘上安装有称重传感器,所述中频炉的开口一端下部铰接于浇铸底座,所述浇铸底座上安装有驱动所述中频炉翻转的油缸,所述油缸与所述中频炉侧壁铰接,所述中频炉的开口处下端安装有导流槽,所述保温桶抓取机器人旁设置有下料托盘和保温桶放置托盘,所述保温桶抓取机器人上安装有第三机械臂,所述第三机械臂上安装有吊钩。
5.其进一步特征在于,所述中频炉对应设置两个;
6.所述浇铸底座上安装有两个支撑柱,所述支撑柱顶部安装有铰接座,所述中频炉的开口一端下部与所述铰接座铰接;
7.所述称重托盘上安装有隔热层;
8.所述称重传感器连接无线发送装置,所述无线发送装置与连接无线接收装置的plc通讯,所述plc连接驱动所述油缸工作的液压泵。
9.一种使用上述机器人精铸工作站的浇铸工艺,其特征在于,其包括以下步骤:
10.(1)烘烤抓取机器人抓取上料托盘上的模壳放入烤箱内进行加热,将模壳加热至1000-1200℃,浇铸机器人驱动称重托盘至接料位置;
11.(2)烘烤抓取机器人抓取加热好的模壳放至称重托盘内,浇铸机器人驱动称重托盘将模壳移至浇铸位置;
12.(3)油缸驱动中频炉翻转,将中频炉内的浇铸料倒入模壳内,当称重托盘的称重传感器检测到浇铸料倒入重量达到预定值时,油缸驱动中频炉反向翻转,停止倒料;
13.(4)浇铸机器人将浇铸好的模壳移至取料位置,烘烤抓取机器人抓取浇铸好的模壳放置到下料托盘上,保温桶抓取机器人将保温桶放置托盘上的保温桶扣合于模壳上进行
保温;
14.(5)重复步骤(1)-(4),当下料托盘上放满浇铸好的模壳后,取走装满料的下料托盘并更换空的下料托盘。
15.其进一步特征在于,步骤(1)之前,烘烤抓取机器人抓取真空吸管清理烤箱内的残渣。
16.采用本实用新型后,使用三个机器人来实现模壳自动加热、模壳自动浇铸、模壳自动保温,只需要操作人员对上料托盘、下料托盘和保温桶放置托盘进行操作即可,大大节省了人力劳动,提高了浇铸效率,模壳浇铸过程中无需人工直接接触,浇铸安全性得到有效保证。
附图说明
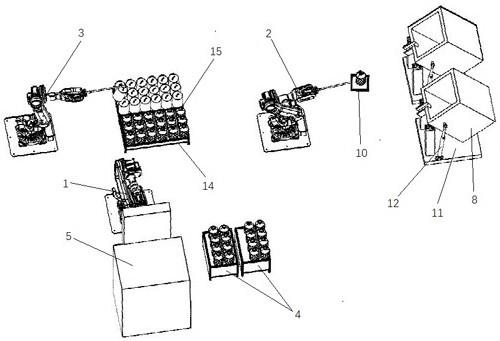
17.图1为本实用新型结构示意图;
18.图2为烘烤抓取机器人及其周围布置示意图;
19.图3为浇铸机器人和中频炉布置示意图;
20.图4为保温桶抓取机器人及其周围布置示意图。
具体实施方式
21.见图1,图2,图3,图4所示,一种机器人精铸工作站,其包括三个机器人,分别为烘烤抓取机器人1、浇铸机器人2、保温桶抓取机器人3,烘烤抓取机器人1旁设置有上料托盘4和烤箱5,一般上料托盘4设置两个,当一个上料托盘4内的模壳全部取走后,再取另一个上料托盘4内的模壳,此时第一个空的上料托盘4取走换上装满模壳的上料托盘4,如此反复,即可以实现持续上料,烘烤抓取机器人1上安装有第一机械臂6,第一机械臂6端部安装有u形叉7,u形叉7卡入模壳的颈部即可抓取模壳进行移动,浇铸机器人2旁设置有中频炉8,浇铸机器人2上安装有第二机械臂9,第二机械臂9上安装有称重托盘10,称重托盘10上安装有称重传感器,称重传感器可以检测模壳的重量,即后续浇铸料注入量,中频炉8的开口一端下部铰接于浇铸底座11,浇铸底座11上安装有两个驱动中频炉8翻转的油缸12,油缸12与中频炉8侧壁铰接,中频炉8的开口处下端安装有导流槽13,保温桶抓取机器人3旁设置有下料托盘14和保温桶放置托盘15,保温桶抓取机器人3上安装有第三机械臂16,第三机械臂16上安装有吊钩17。图中20为模壳,21为保温桶。
22.由于加热好的浇铸料倒出一部分后再注入新的浇铸料,此时需要中频炉加热一段时间,中频炉8对应设置两个,这样就可以实现一个浇铸的同时另一个加热,下一次转换一下,实现持续浇铸。
23.浇铸底座11上安装有两个支撑柱18,支撑柱18顶部安装有铰接座19,中频炉8的开口一端下部与铰接座19铰接。
24.称重托盘10上安装有隔热层,用于保护称重托盘10内的器件,防止受高温损坏。
25.称重传感器连接无线发送装置,无线发送装置与连接无线接收装置的plc通讯,plc连接驱动油缸工作的液压泵,称重传感器实时检测称重托盘称承受的重量,并将检测数据发送给plc装置,当称重传感器检测的重量达到设定值,即浇铸量达到设定量后,plc发送停止信号给液压泵,液压泵控制油缸12的活塞杆缩回使中频炉8反向翻转,不再向外倒出浇
铸料。
26.一种使用上述机器人精铸工作站的浇铸工艺,其包括以下步骤:
27.(1)烘烤抓取机器人1抓取上料托盘4上的模壳20放入烤箱5内进行加热,将模壳20加热至1000-1200℃,浇铸机器人2驱动称重托盘10至接料位置;
28.(2)烘烤抓取机器人1抓取加热好的模壳20放至称重托盘10内,浇铸机器人2驱动称重托盘10将模壳20移至浇铸位置;
29.(3)油缸12驱动中频炉8翻转,将中频炉8内的浇铸料倒入模壳20内,当称重托盘10的称重传感器检测到浇铸料倒入重量达到预定值时,油缸12驱动中频炉8反向翻转,停止倒料;
30.(4)浇铸机器人2将浇铸好的模壳20移至取料位置,烘烤抓取机器人1抓取浇铸好的模壳20放置到下料托盘14上,保温桶抓取机器人3将保温桶放置托盘15上的保温桶21扣合于模壳20上进行保温;
31.(5)重复步骤(1)-(4),当下料托盘14上放满浇铸好的模壳20后,取走装满料的下料托盘14并更换空的下料托盘。
32.步骤(1)之前,烘烤抓取机器人抓取真空吸管清理烤箱内的残渣,防止有残渣混入模壳内影响浇铸质量。
技术特征:
1.一种机器人精铸工作站,其特征在于,其包括三个机器人,分别为烘烤抓取机器人、浇铸机器人、保温桶抓取机器人,所述烘烤抓取机器人旁设置有上料托盘和烤箱,所述烘烤抓取机器人上安装有第一机械臂,所述第一机械臂端部安装有u形叉,所述浇铸机器人旁设置有中频炉,所述浇铸机器人上安装有第二机械臂,所述第二机械臂上安装有称重托盘,所述称重托盘上安装有称重传感器,所述中频炉的开口一端下部铰接于浇铸底座,所述浇铸底座上安装有驱动所述中频炉翻转的油缸,所述油缸与所述中频炉侧壁铰接,所述中频炉的开口处下端安装有导流槽,所述保温桶抓取机器人旁设置有下料托盘和保温桶放置托盘,所述保温桶抓取机器人上安装有第三机械臂,所述第三机械臂上安装有吊钩。2.根据权利要求1所述的一种机器人精铸工作站,其特征在于,所述中频炉对应设置两个。3.根据权利要求1所述的一种机器人精铸工作站,其特征在于,所述浇铸底座上安装有两个支撑柱,所述支撑柱顶部安装有铰接座,所述中频炉的开口一端下部与所述铰接座铰接。4.根据权利要求1所述的一种机器人精铸工作站,其特征在于,所述称重托盘上安装有隔热层。5.根据权利要求1所述的一种机器人精铸工作站,其特征在于,所述称重传感器连接无线发送装置,所述无线发送装置与连接无线接收装置的plc通讯,所述plc连接驱动所述油缸工作的液压泵。
技术总结
本实用新型涉及一种机器人精铸工作站,其能减少人力劳动,提高浇铸效率和浇铸安全性,其包括三个机器人,分别为烘烤抓取机器人、浇铸机器人、保温桶抓取机器人,烘烤抓取机器人旁设置有上料托盘和烤箱,烘烤抓取机器人上安装有第一机械臂,第一机械臂端部安装有U形叉,浇铸机器人旁设置有中频炉,浇铸机器人上安装有第二机械臂,第二机械臂上安装有称重托盘,称重托盘上安装有称重传感器,中频炉的开口一端下部铰接于浇铸底座,浇铸底座上安装有驱动中频炉翻转的油缸,油缸与中频炉侧壁铰接,中频炉的开口处下端安装有导流槽,保温桶抓取机器人旁设置有下料托盘和保温桶放置托盘,保温桶抓取机器人上安装有第三机械臂,第三机械臂上安装有吊钩。上安装有吊钩。上安装有吊钩。
技术研发人员:何礼平 何鑫 田燕凤
受保护的技术使用者:无锡市精捷机器人科技有限公司
技术研发日:2021.04.23
技术公布日:2022/3/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1