一种斜凹槽组合刀具的制作方法
1.本实用新型涉及玻璃加工的技术领域,具体为一种斜凹槽组合刀具。
背景技术:
2.随着玻璃触控屏、显示屏的发展,电子类加工领域对于玻璃的加工要求越来越高,对于带有厚度的玻璃的边缘,为了在组装过程中减少崩边、破碎,需要在玻璃的边缘进行倒边处理,现有的斜凹槽刀具在进行倒边时,有如下两种方式:一、通过斜凹槽刀具直接加工形成倒边结构,由于刀具的凹槽和玻璃的厚度边直接面面接触磨削,磨削过程中产生大量的热不能及时散发出去,易使得玻璃被烧焦或发生崩边;二、通过辊刀在玻璃的厚度边粗加工去除部分加工量、之后再通过第二把斜凹槽刀进行倒边,其加工效率低下。
技术实现要素:
3.针对上述问题,本实用新型提供了一种斜凹槽组合刀具,其快速进行玻璃厚度边的倒边加工,确保玻璃边的成型质量,且提升了加工效率。
4.一种斜凹槽组合刀具,其特征在于,其包括:
5.刀柄部分,其用于整体刀具的夹持组装;
6.刀头部分,其用于玻璃的磨削;
7.所述刀头部分包括粗加工刀头、精加工斜凹槽刀头,所述粗加工刀头靠近刀柄部分布置,所述精加工斜凹槽刀头远离所述刀柄部分布置;
8.所述精加工斜凹槽刀头的轴向区域内布置有至少一组加工斜凹槽;
9.每组加工斜凹槽的内壁上布置有若干间隔布置的内凹导流槽,所述内凹导流槽相对于所述加工斜凹槽的内壁内凹设置。
10.其进一步特征在于:
11.所述加工斜凹槽的内壁上布置有高目数金刚砂,所述粗加工刀头的外环面布置有低目数金刚砂,使得粗加工刀头用于玻璃表面的粗加工,加工斜凹槽用于精加工形成玻璃的倒边;
12.所述加工斜凹槽包括第一斜壁、水平内凹环壁、第二斜壁,所述第一斜壁、第二斜壁仿形于设定的倒边的角度布置;
13.所述内凹导流槽为沿着第一斜壁、斜向连通水平内凹环壁、再斜向连通第二斜壁的斜向布置导流槽,所述导流槽在磨削玻璃时用于转运冷却液,降低玻璃在磨削时的温度;
14.相邻的所述内凹导流槽的间隔距离相同,确保磨削均匀可靠;
15.所述粗加工刀头和精加工斜凹槽刀头的起始端间设置有第一光面连接结构;
16.优选地,所述精加工斜凹槽刀头的轴向区域布置有两组加工斜凹槽,两组加工斜凹槽之间设置有第二光面连接结构;
17.两组加工斜凹槽的形状相同,确保在其中一组加工斜凹槽无法正常工作后、另一组加工斜凹槽可以继续加工作业,保证刀具的有效使用寿命相对较长;
18.所述第一光面连接结构、第二光面连接结构的光面是指外环面不设置金刚砂结构;
19.所述刀柄部分的轴向长度方向上设置有定位凸台,所述定位凸台用于刀具的快速组装定位;
20.所述刀柄部分的远离刀头部分的末端设置为圆弧过渡末端,确保不易损伤。
21.采用上述技术方案后,将刀具夹持于cnc机床,之后驱动主轴转动,使得粗加工刀头用于玻璃的厚度边的粗磨削,之后轴向进给主轴,然后调整玻璃的相对位置,使得一组加工斜凹槽对位于玻璃的厚度边,主轴转动进行倒边加工,在加工过程中,冷却水持续施加于玻璃的对应厚度边,冷却水通过内凹导流槽被持续传导至厚度边的磨削区域,冷却水用于冷却,玻璃不易崩边和烧焦,直至倒边加工形成,其通过一把刀具即可进行倒边作业,其快速进行玻璃厚度边的倒边加工,确保玻璃边的成型质量,且提升了加工效率。
附图说明
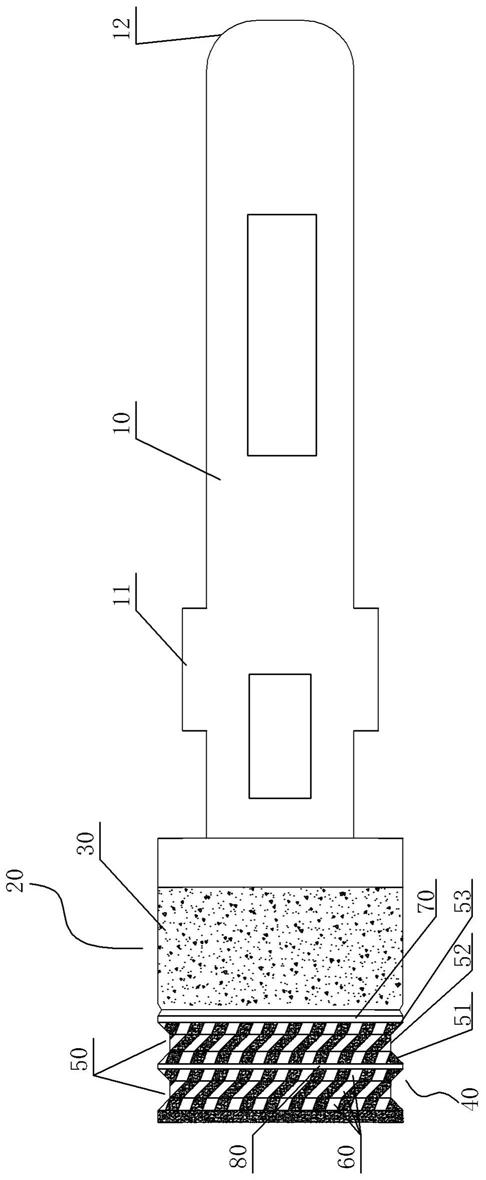
22.图1为本实用新型具体实施例的主视图结构示意图;
23.图2为图1的刀头部分的局部放大结构示意图;
24.图中序号所对应的名称如下:
25.刀柄部分10、定位凸台11、圆弧过渡末端12、刀头部分20、粗加工刀头30、精加工斜凹槽刀头40、加工斜凹槽50、第一斜壁51、水平内凹环壁52、第二斜壁53、内凹导流槽60、第一光面连接结构70、第二光面连接结构80。
具体实施方式
26.一种斜凹槽组合刀具,见图1、图2,其包括:刀柄部分10、刀头部分20,刀头部分20包括粗加工刀头30、精加工斜凹槽刀头40,粗加工刀头30靠近刀柄部分10布置,精加工斜凹槽刀40头远离刀柄部分10布置;
27.精加工斜凹槽刀头40的轴向区域内布置有至少一组加工斜凹槽50;
28.每组加工斜凹槽50的内壁上布置有若干间隔布置的内凹导流槽60,内凹导流槽60相对于加工斜凹槽50的内壁内凹设置。
29.具体实施例,见图1和图2:粗加工刀头30和精加工斜凹槽刀头40的起始端间设置有第一光面连接结构70;
30.精加工斜凹槽刀头40的轴向区域布置有两组加工斜凹槽50,两组加工斜凹槽50之间设置有第二光面连接结构80;两组加工斜凹槽50的形状相同,确保在其中一组加工斜凹槽50无法正常工作后、另一组加工斜凹槽50可以继续加工作业,保证刀具的有效使用寿命相对较长;第一光面连接结构70、第二光面连接结构80的光面是指外环面不设置金刚砂结构;
31.加工斜凹槽50的内壁上布置有1000#的电镀金刚砂,粗加工刀头30的外环面布置有450#的电镀金刚砂,使得粗加工刀头30用于玻璃表面的粗加工,加工斜凹槽50用于精加工形成玻璃的倒边;
32.加工斜凹槽50包括第一斜壁51、水平内凹环壁52、第二斜壁53,第一斜壁51、第二斜壁53仿形于设定的倒边的角度布置;具体实施时第一斜壁51的角度为向外扩口45
°
、第二
斜壁53的角度为向内扩口45
°
,水平内凹环壁52的内凹深度h为0.5mm。
33.内凹导流槽60为沿着第一斜壁51、斜向连通水平内凹环壁52、再斜向连通第二斜壁53的斜向布置导流槽,内凹导流槽60在磨削玻璃时用于转运冷却液,降低玻璃在磨削时的温度;
34.相邻的内凹导流槽60的间隔距离相同,确保磨削均匀可靠。
35.具体实施时,刀柄部分10的轴向长度方向上设置有定位凸台11,定位凸台11用于刀具的快速组装定位;
36.刀柄部分10的远离刀头部分的末端设置为圆弧过渡末端12,确保不易损伤。
37.制作刀具本体时,通过机械加工形成精加工斜凹槽刀头40的对应加工斜凹槽50和内凹导流槽60,之后进行电镀金刚砂喷砂处理,使得制作快捷方便。
38.其工作原理如下:将刀具夹持于cnc机床,之后驱动主轴转动,使得粗加工刀头用于玻璃的厚度边的粗磨削,之后轴向进给主轴,然后调整玻璃的相对位置,使得一组加工斜凹槽对位于玻璃的厚度边,主轴转动进行倒边加工,在加工过程中,冷却水持续施加于玻璃的对应厚度边,冷却水通过内凹导流槽被持续传导至厚度边的磨削区域,冷却水用于冷却,玻璃不易崩边和烧焦,直至倒边加工形成,其通过一把刀具即可进行倒边作业,其快速进行玻璃厚度边的倒边加工,确保玻璃边的成型质量,且提升了加工效率。
39.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
40.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1