对工件进行批量抛光的装置
1.本实用新型涉及抛光机和抛光方法,尤其是涉及对多个工件进行批量高精度抛光的抛光装置和方法。
背景技术:
2.具有复杂曲面的光学元件或其他工件,由于其优越的光学和力学性能,在生物医学、航空航天、光学成像、珠宝首饰等领域有着广泛的应用,这里所说的复杂曲面包括非球面、具有特定结构的曲面、不规则形状曲面。对光学元件或工件表面的抛光工艺是对工件表面进行去毛刺、抛光和打磨的最后一道加工工序,对决定工件的精度起着重要的作用。高精度抛光工艺不仅需要降低表面粗糙度(即提表面高光滑度),而且需要保形抛光(conformal polishing),即保持工件表面形状精度不变,甚至将工件表面修改为所需形状。为了实现复杂表面的精密抛光,提出了多种抛光工艺。磁场辅助抛光是近几十年来广泛应用于去毛刺和表面精加工的一种方法。
3.但目前的磁场辅助抛光工艺主要是逐件精密抛光,难以应用于复杂表面的批量抛光,不利于实际批量生产。虽然研发人员也发展了新的磁场辅助抛光方法,但仍存在抛光不均匀,改变被抛光工件表面曲率的缺陷。另外,还提出了各种新的精密抛光方法,包括筒式抛光(barrel finishing)、震动抛光(vibratory finishing)、离心抛光(centrifugal finishing)等。但这些方法也存在降低被抛光工件表面形状精确度且难以达到高光滑度的问题。
技术实现要素:
4.针对现有技术的上述缺陷,本发明的发明人提出了一种新的磁场辅助批量抛光的装置和方法,不仅可以实现对复杂曲面的批量抛光,而且继承了磁场辅助抛光的高精度抛光特性。该方法可用于人工种植入体、涡轮叶片、光学模具等不规则曲面的抛光,并且本技术的发明人还提出了均匀去除表面材料的控制方法,以减小了对曲面形状的破坏。
5.根据本发明的一个方面,提供了一种抛光装置包括,抛光容器(7),用于容纳抛光液,并具有上部开口;盖部件(6),能够封闭所述抛光容器(7)的上部开口;恒星齿轮(4),可转动地固定在所述盖部件(6)上;多个行星齿轮(5),可转动地固定在所述盖部件(6)上并与所述恒星齿轮(4)啮合;每个行星齿轮(5)具有转动轴;并且其中,所述恒星齿轮(4)和每个行星齿轮(5)能够升降,当所述恒星齿轮(4)和每个行星齿轮(5)被升起后,每个行星齿轮(5)的转动轴的末端能够可拆卸地固定待抛光的工件;在所述恒星齿轮(4)和每个行星齿轮(5)被下降时,所述工件能够被浸入所述抛光容器(7)中的抛光液中;其中,当恒星齿轮(4)转动时,带动与之啮合的各个行星齿轮(5)同时自转,从而使固定在各个行星齿轮(5)的转轴末端的工件(16)在所述抛光液中自转,从而被抛光液抛光。
6.在一个优选实施例中,所述抛光容器(7)包括环形外壁和与环形外壁同心布置的环形内壁,以及联结环形外壁和环形内壁的底壁,从而在环形外壁、环形内壁和底壁之间形
成容纳所述抛光液的抛光室;并且其中,所述抛光装置还包括转动台(14)以及固定在该转动台(14)上的磁铁对,每对磁铁对中的一个磁铁(12)布置在所述抛光容器(7)的环形外壁之外,每对磁铁对中的另一个磁铁(12)布置在所述抛光容器(7)的环形内壁之内,每对磁铁异性磁极相对,从而将磁场施加在抛光容器(7)中的抛光液;其中,所述抛光液包含磁性颗粒。
7.在一个优选实施例中,所述抛光装置还包括,第一马达(a),用于驱动所述恒星齿轮(4)转动;第二马达(b),用于驱动所述转动台(14)和所述磁铁(12)沿着所述抛光容器(7)的环形外壁或环形内壁转动。
8.根据本发明的另一个方面,提供了一种对工件进行抛光的方法,包括步骤:将每个待抛光的工件(16)固定在与恒星齿轮(4)啮合的对应的行星齿轮(5)上;将固定在行星齿轮(5)上的待抛光的工件(16)浸入抛光液中;转动恒星齿轮(4)从而驱动与该恒星齿轮(4)啮合的多个所述行星齿轮(5)自转,从而驱动每个工件(16)在抛光液中自转。
9.在一个实施例中,所述的对工件进行抛光的方法,还包括,通过磁铁对所述抛光液施加磁场,并且驱动所述磁铁转动;其中,所述抛光液中包含磁性颗粒,当所述磁铁转动时带动所述磁性颗粒运动。
10.在一个优选实施例中,驱动所述磁铁转动包括:驱动所述磁铁以50至5000周/每分钟的速度转动。
11.在一个优选实施例中,驱动每个工件(16)在抛光液中自转包括,驱动每个工件(16)交替地沿正反两个方向自转。
12.在一个优选实施例中,驱动每个工件(16)在抛光液中自转包括,驱动每个工件(16)沿某一方向自转一定弧度,停留一段时间,然后沿同一方向继续自转相同弧度。
13.在一个优选实施例中,驱动每个工件(16)在抛光液中自转包括,驱动每个工件(16)沿某一方向自转一定弧度,停留一段时间,然后沿相反方向继续自转相同弧度。
附图说明
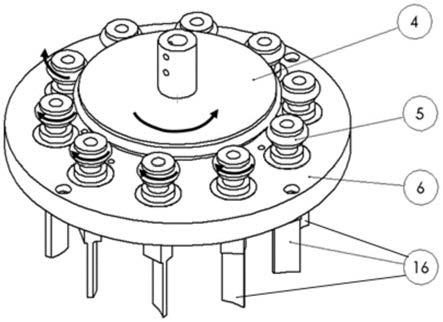
14.下面参照附图对本发明的各个实施例做详细的描述,所述附图包括:图1是本发明一个实施例的抛光装置中使得多个工件同时转动的相关部件的示意图;
15.图2a是本发明一个实施例的抛光容器的纵向截面示意图,其中没有注入抛光液;
16.图2b是图2a所示抛光容器中注入抛光液后的纵向截面示意图;
17.图3是本发明一个实施例的磁体分布俯视示意图;
18.图4a、4b、4c是本发明中磁体的不同形状的示意图;
19.图5是本发明一个实施例的抛光装置的示意性透视图;
20.图6是本发明一个实施例的抛光装置的示意性前视图;
21.图7是图6所示抛光装置的纵向剖面图。
具体实施方式
22.为了使本发明的目的、技术方案及优点更加清楚明白,以下通过实施例并结合附图,对本发明做进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
23.在使用抛光液体对工件(例如光学镜片)进行抛光时,需要将工件浸入抛光液体,工件相对于抛光液体中的抛光颗粒运动,使得抛光液体中的抛光颗粒撞击工件表面以对工件表面进行抛光。在抛光工序中,需要不停地转动或摆动工件以对工件的不同表面进行抛光,或使得抛光液体中的抛光颗粒从不同角度撞击工件的表面上的同一部位以去除工件表面上的微小的凸起,使表面光滑。为了对多个工件同时进行批量抛光,需要使得侵入到抛光液中的多个工件同时转动或摆动。为此,本发明的发明人设计了一种工件运动装置。
24.下面参照图1介绍本发明一个实施例中的用于对多个工件同时进行抛光的工件运动装置。
25.图1所示的装置包括位于中心的恒星齿轮4,以及围绕恒星齿轮4布置并与恒星齿轮4啮合的多个行星齿轮5。恒星齿轮4和围绕其布置的上述多个行星齿轮5安装在基板6上。在本发明的一个实施例中,基板6是抛光容器7的盖子,即盖部件。恒星齿轮4联接到一个马达(本文称为工件马达a,或第一马达,在图3、5中示出)。工件马达a用来通过恒星齿轮4和多个行星齿轮5来驱动待抛光的各个工件的转动。首先,在工件马达a的驱动下,恒星齿轮4发生转动,进而带动与之啮合的多个行星齿轮5转动。
26.再次参见图1,每个行星齿轮5的转动轴穿过抛光容器7的盖部件6向下延伸,每个待抛光的工件16附接到相应行星齿轮5的转动轴的末端。当行星齿轮5转动时,附接在其转轴末端的工件16也相应地转动。
27.各个工件16附接在盖部件6下侧的行星齿轮5的转动轴的末端后,向下移动盖部件6使得工件16进入抛光容器7(在图2a、2b中示出)中。抛光容器7可注入有抛光液,待抛光的工件1自上向下移动进入抛光液中。这样,在工件马达a的驱动下,通过恒星齿轮4、各个行星齿轮5带动各个工件16在抛光容器7的抛光液中自转。容易理解,工件马达a能够沿正反两个方向(顺时针和逆时针方向)交替转动,从而带动各个工件16在抛光容器7的抛光液中交替地沿两个相反方向转动。
28.图2a、2b示出了本发明一个实施例中抛光容器7的纵向剖面图;图2b还示出了容纳在抛光容器7中的抛光液,图2a所示的抛光容器7中没有注入抛光液。在图2a、2b所示实施例中,抛光容器7包括环形的外壁和环形的内壁以及底壁,环形外壁和环形内壁同心布置。在环形外壁以内和环形内壁以外以及底壁之间限定了用于容纳抛光液的腔室。此外,在环形内壁以内的空间用于容纳磁铁等其他部件(以下详细描述)。
29.抛光容器7的上部具有开口。图1中的盖部件6能够盖在抛光容器7的开口上以封闭抛光容器7。如上所述,各个工件16附接在盖部件6下侧的行星齿轮5的转动轴的末端,当盖部件6封闭抛光容器7的上部开口后,各个待抛光工件16沉浸在抛光容器7内的抛光液中。在工件马达a的驱动下,通过恒星齿轮4、各个行星齿轮5使得各个工件16在抛光液中转动以进行抛光。
30.另外,在图2a、2b中,抛光容器7的环形外壁和环形内壁之间的间距是d(参见图2a)。显然,进入到抛光容器7中的待抛光工件16的横向尺寸应小于d。在图2a、2b中,上述间距d从上至下保持恒定,使得这部分横截面形成为矩形,但本发明不限于此。间距d可以由下至上逐渐增大,使得这部分横截面形成为倒梯形或倒三角形。另外,抛光容器7的上述横截面也可以是半圆形或半椭圆形,或是便于容纳待抛光工件的任何其他形状。
31.在图2a、2b中,抛光容器7的环形外壁形成有用于使冷却剂流过的冷却剂通道。冷
却剂用来对抛光容器7的以及容纳在其中的抛光液降温。但这不是必须的。
32.在另一实施例中,冷却剂管道螺旋状地缠绕在抛光容器7的环形外壁的外表面,使得冷却剂沿着螺旋状冷却剂管道流过,从而为抛光容器7降温。
33.在另一实施例中,可以不使用冷却剂管道,而是在抛光容器7的环形外壁之外布置至少一个冷却剂喷头,所述至少一个冷却剂喷头能够将冷却剂喷射到抛光容器7的环形外壁的外表面。另外可在抛光容器7下方布置冷却剂收集槽,使得喷到抛光容器7的环形外壁上的冷却剂沿着外壁向下流动,最后流入冷却剂收集槽。
34.所述冷却剂可以是水或任何商业上可行的冷却剂。
35.在各个实施例中,工件马达a能够以可控的速度转动,或在一定角度范围(例如180
°
)内重复摆动,或者沿着一个方向(顺时针或逆时针)转过一定角度后停止一段时间然后继续沿着同一方向继续转动,不停地重复这样运动模式。工件马达a的上述各个不同的运动模式通过恒星齿轮4和各个行星齿轮5带动各个被抛光工件以可控的速度转动,或在一定角度范围内重复摆动,或者沿着一个方向(顺时针或逆时针)转过一定角度后停止一段时间然后继续沿着同一方向继续转动,从而使得被抛光工件中的抛光颗粒以不同的速度、不同的角度不断撞击,以对工件表面各个部位抛光。
36.在本发明的一个优选实施例中,在上述各个实施例的基础上,还可以进一步应用磁场辅助抛光工艺,以进一步提高抛光的精细度,使得抛光后的工件表面具有超高光滑度。接下来介绍磁场辅助抛光工艺。
37.众所周知,抛光液中含有大量用于抛光或打磨的微小颗粒。被抛光工件在抛光液中转动、摆动或以本领域技术人员理解的任何方式相对于抛光液运动时,抛光液中的微小颗粒撞击被加工工件表面,以对工件抛光或打磨。在磁场辅助抛光工艺中,抛光液中包含颗粒状的磁性磨料,所用磁性磨料包括固结磨粒型和游离磨粒型。固结磨粒型磁性磨料由铁磁性颗粒(例如铁粉)与抛光粉烧结,抛光粉包括但不限于氧化铝、碳化硅、金刚石微粒中的一种或多种。固结磨粒型磁性磨料的直径(或线性尺度)为几微米至几百微米的范围内。可以将润滑液或其他液体与颗粒状磁性磨料混合作为抛光液来对工件抛光,也可以单独使用颗粒状磁性磨料的粉末(不包括润滑剂或其他液体)来对工件抛光。另外,游离磨粒型磁性磨料由铁磁性颗粒(例如羰基铁粉)与抛光液直接混合形成,所述抛光液包含润滑剂(或其他液体)与抛光粉末,粉末直径可为10纳米至1微米,粉末材料包括但不限于:氧化铝、碳化硅、金刚石、氧化铈中的一种或多种。
38.使用永久性磁铁或电磁铁对抛光液施加磁场,使得永久性磁铁或电磁铁移动,抛光液中的磁性颗粒随之移动,同时,浸泡在抛光液中的被加工工件旋转或以其他方式移动,从而使抛光液对工件表面进行更均匀的抛光。
39.图3示出了本发明一个实施例中四对磁铁12布置在抛光容器7内、外侧的示意性俯视图,其中还示意性地示出了多个待抛光的工件16。四对磁铁12均固定在转动台14(图5-7示出)上。每一对磁铁12中的一个磁铁布置在抛光容器7外壁之外,另一个磁铁布置在抛光容器7内壁之内,两个磁体的异性磁极相对,使得异性磁极之间的磁场穿过抛光容器7中容纳的抛光液。在另外的马达(本文称为磁铁马达b,或第二马达,在图5-7中示出)的驱动下,各个磁铁对相对于抛光容器7转动,通过磁力拖动抛光容器7中颗粒状磁性磨料沿着环形的抛光室运动,同时,各个工件16在工件马达a的驱动下自转,使得各个工件16被打磨和抛光。
40.每个磁铁可以具有不同的形状,以增强每对磁极之间的磁场。图4a、4b、4c示出了几种不同形状的磁铁的示例。在一个实施例中,施加到抛光液的磁场强度为0.01特斯拉至5特斯拉。
41.在图3的实施例中布置了4对磁铁12,但本发明不限于此,可以布置2对、3对、5对、6对或更多对磁铁12。
42.在上述实施例中,磁铁12成对布置,即,磁铁沿两个同心的环形布置,但本发明不限于此。磁铁12可以不成对布置,例如磁铁12只布置在抛光容器7外壁之外,或者磁铁12只布置在抛光容器7内壁之内,并且,施加在抛光液的磁场强度为0.01特斯拉至5特斯拉。
43.图5是本发明一个实施例的抛光装置的示意性透视图;图6是该实施例的抛光装置的示意性前视图;图7是图6所示抛光装置的纵向剖面图。下面结合图5-7介绍根据发明一个实施例的抛光装置的结构。
44.根据一个实施例的抛光装置包括机架15,具有中空的结构。磁铁马达b安装在机架15的底部。转动台14设置在机架15内,位于磁铁马达b上方,转动台14上固定安装有多对磁铁12。磁铁马达b能够驱动转动台14绕其竖直方向的转轴转动,从而带动转动台14上的对对磁铁12转动。在一个实施例中,每个磁铁12通过磁铁固定件13固定在转动台14上,并且各个磁铁12沿着两个同心的环形分布。固定件13可以是本领域技术人员所知的任何能够固定磁铁的装置。抛光容器7通过固定板11固定在机架15内,使得每一对磁铁12中的一个位于抛光容器7的外壁之外,另一个磁铁12位于抛光容器7的内壁之内。当转动台14在磁铁马达b的驱动下转动从而带动安装在其上的各个磁铁12转动时,抛光容器7是静止的,因而磁铁12相对于抛光容器7转动。
45.在一个实施例中磁铁马达b驱动转动台14以及磁铁12以50-5000周/每分钟的速度转动。
46.在图示实施例中,固定板11位于转动台14的上方,与转动台14平行。固定板11的外周沿固定在机架15上。固定板11的中央具有孔,抛光容器7穿过该孔安装在固定板11上。
47.如前文所述,抛光容器7的上部具有开口,盖部件6能够盖在该开口上。盖部件6以及驱动该盖部件6转动的工件马达a布置在能够沿竖直方向升降的升降装置上。该升降装置包括沿竖直方向延伸的升降螺杆1,还包括与升降螺杆1机械联结的马达基座10。工件马达a固定在马达基座10上。该在一个实施例中,升降螺杆1具有手柄,当人工地转动该手柄时,升降螺杆1转动,从而带动马达基座10以及安装其上的工件马达a,以及盖部件6和安装在盖部件上的各个工件16沿竖直方向上下移动。
48.如上所述,盖部件6上侧的中央位置安装有恒星齿轮4,工件马达a能够驱动该恒星齿轮4转动。在盖部件6上侧,在恒星齿轮4的周围布置有与恒星齿轮4啮合的多个行星齿轮5。在开始步骤,可以人工转动升降螺杆1的手柄使工件马达a和盖部件6上升,然后将各个工件16固定在盖部件6的下侧,分别位于各个行星齿轮5的下方。每个工件16通过工件安装件17(参见图7)固定到各个行星齿轮5的延伸到盖部件6下侧的转动轴的末端。工件安装件17可以是本领域技术人员所熟知的能够将工件16固定在行星齿轮5转动轴末端并能够从行星齿轮5转动轴末端移除的任何机制。
49.在将各个工件16固定在盖部件6的下侧后,转动升降螺杆1的手柄,使工件马达a和盖部件6下降,从而使盖部件6盖在抛光容器7的上部开口上,并且各个工件16浸入到抛光容
器7中的抛光液中。
50.升降装置优选具有止动器2,当盖部件6升降到位后,扳动止动器2,使得升降装置不能够再继续升降。当沿相反方向再次扳动止动器2,升降装置又能够继续升降。
51.以上实施例中描述了手动升降装置,但本发明不限于此。本领域技术人员可以理解,可以采用电动升降装置来替换上述手动升降装置。
52.下面介绍本发明对多个待抛光工件进行批量抛光的方法。
53.步骤1,在环形抛光容器7的抛光室内注入包含磁性磨料的抛光液。其中,磁性磨料例如可以是如上所述固结型磁性磨料和游离型磁性磨料。
54.步骤2,在环形抛光容器7的周围在转动台14上布置磁铁12,转动台14能够相对于抛光容器7转动。磁铁12可以使永久磁铁,也可以是电磁铁。所述磁铁12对抛光容器7内的抛光液施加磁场。
55.步骤3,将固定在多个行星齿轮5上的多个工件16浸入抛光液。
56.步骤4,驱动恒星齿轮4转动从而带动与恒星齿轮4啮合的多个行星齿轮5转动,从而使多个工件16自转。
57.步骤5,驱动转动台14以及安装在转动台14上的磁铁12绕抛光容器7转动从而使得抛光液中的颗粒状磁性磨料运动。
58.本领域技术人员可以理解,以上各个步骤的顺序不是限定性的,各个步骤可以改变顺序执行,或两个或多个步骤同时执行而不影响对工件的抛光,例如,步骤4和步骤5被同时执行。
59.在一个优选实施例中,由上述磁铁对抛光液施加的磁场强度在为0.01特斯拉至5特斯拉范围内。
60.在一个优选实施例中,在上述步骤5中,磁铁12的绕抛光容器7转动的速率是50~5000周/每分钟。
61.在一个优选实施例中,在上述步骤4中,所述多个工件16沿顺时针和逆时针方向交替自转。
62.在一个优选实施例中,在上述步骤4中,所述多个工件16在交替地沿相反方向自转之间,停顿一段时间。停顿的所述一段时间可以是1秒、2秒,或其他时间间隔。
63.在一个优选实施例中,在上述步骤4中,所述多个工件16沿某一方向自转,然后停顿一段时间,然后继续沿同一方向继续自转,如此重复转动。所述一段时间可以是1秒、2秒,或其他时间间隔。
64.虽然本发明是通过具体实施例进行说明的,本领域技术人员应当明白,在不脱离本发明的范围的情况下,还可以对本发明进行各种变化及同等替代。另外,针对特定情形或材料,可以对本发明做各种修改,而不脱离本发明的范围。因此,本发明不局限于所公开的具体实施例,而应当包括落入本发明权利要求范围内的全部实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1