一种真空热处理用料框的制作方法
1.本实用新型涉及一种工件热处理用笼子,具体是涉及一种真空热处理用料框。
背景技术:
2.在工件经过热处理后,需要进行运输装炉,就需要用到料框,而现有料框大多使用圆棒焊接,小节圆棒焊接在加热快速冷却后易产生开裂,使用时间大概在720小时左右报废,使用寿命短,维修成本高。
3.所以需要一种使用寿命更长,维修成本更高的真空热处理用料框。
技术实现要素:
4.为解决上述技术问题,提供一种真空热处理用料框。
5.为达到以上目的,本实用新型采用的技术方案为:
6.一种真空热处理用料框,包括,底板,底板为长方形钢板,
7.所述用料框还包括框体,框体包括方条,方条为长条形扁钢条,框体由多个水平放置的方条和竖直放置的方条焊接而成,所述多个水平放置的方条和竖直放置的方条焊接连接形成“田”字形结构,所述底板和框体焊接固定形成上端具有敞口的热处理用料框。
8.优选的,所述底板包括若干均匀分布的贯穿孔圆孔。
9.优选的,料框还包括下料口,下料口包括有:
10.框门,框门由方形条焊接而成,框门可转动的安装在框体一侧;
11.第一轴接件,第一轴接件固定安装在框门上;
12.第二轴接件,第二轴接件固定安装在框体上,第二轴接件与第一轴接件轴接;
13.连接扣,连接扣安装在框体上。
14.优选的,所述连接扣包括手柄卡扣和挂钩,手柄卡扣由一个手柄和转动安装在手柄上的环扣组成,手柄卡扣可转动的安装在与框门相邻的框体两侧上,挂钩固定安装在框门与框体相邻处。
15.优选的,所述框体还包括安装座,安装座为“n”形钢条,安装座两底端分别固定在框体与框门相邻的两侧上端;料框还包括吊耳,吊耳包括底座和吊钩,底座可转动的安装在安装座中心位置,吊钩固定安装在底座上。
16.优选的,所述吊耳还包括轴承,轴承套接在底座上。
17.优选的,所述安装座还设有两个固定吊扣,固定吊扣为环形扣,两个固定吊扣以底座为中心对称固定安装在安装座上。
18.本技术与现有技术相比具有的有益效果是:
19.1.本技术通过由方条焊接而成的框体,实现了增加料框寿命,减少维护成本的目的。
20.2.本技术通过底板的圆孔实现了防止底板受热膨胀导致开裂目的。
21.3.本技术通过下料口的框门、第一轴接件、第二轴接件和连接扣用以执行对料框
进行上下料步骤,实现了对料框进行快速上下料的目的。
22.4.本技术通过连接扣的3a1和挂钩用以执行固定框门的步骤,解决了连接扣如何快速固定和松开框门的技术问题。
23.5.本技术通过吊耳的底座和吊钩用以执行安装吊扣步骤,解决了如何实现料框快速安装吊扣进行吊装的技术问题。
24.6.本技术通过固定安装在安装座上的两个固定吊扣用以执行安装吊扣步骤,解决了料框盛放某些小物料时,在吊装过程中料框可能发生旋转导致物料脱落,引起安全事故的问题。
附图说明
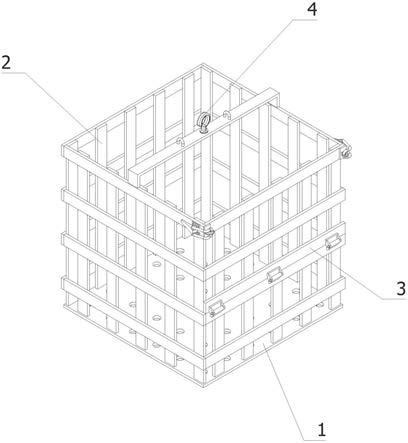
25.图1为本实用新型的立体示意图;
26.图2为本实用新型的正视图;
27.图3为本实用新型的俯视图;
28.图4为图3中d-d的截面剖视图;
29.图5为图4中b处的局部放大图;
30.图6为本实用新型的左视图;
31.图7为图3中a处的局部放大图;
32.图中标号为:
33.1-底板;1a-圆孔;
34.2-框体;2a-方条;2b-安装座;2b1-固定吊扣;
35.3-下料口;3a-框门;3b-第一轴接件;3c-第二轴接件;3d-连接扣;3d1-手柄卡扣;3d2-挂钩;
36.4-吊耳;4a-底座;4b-吊钩;4c-轴承。
具体实施方式
37.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
38.为了解决用料框在加热快速冷却易产生开裂导致使用寿命短且维修成本高的技术问题,如图1和图2所示,提供以下优选技术方案:
39.一种真空热处理用料框,包括,底板1,底板1为长方形钢板,
40.所述用料框还包括框体2,框体2包括方条2a,方条2a为长条形扁钢条,框体2由多个水平放置的方条2a和竖直放置的方条2a焊接而成,所述多个水平放置的方条2a和竖直放置的方条2a焊接连接形成“田”字形结构,所述底板1和框体2焊接固定形成上端具有敞口的热处理用料框。
41.具体的,由于现有技术中的热处理用料框多采用小节圆棒焊接而成,在加热快速冷却后容易产生开裂,大大降低了料框的使用时间;本方案改用方条2a在连接为焊接固定,在高温急冷也不至于断开,最多在局部焊接位置开裂,不会影响料框的使用,甚至报废,维护起来也仅需在焊接位置重新焊接,大大降低了维护成本,相同尺寸料框改进后重量也减轻了40%左右,即降低了成本,也减轻了运输负担。
42.进一步的,为了解决如何防止底板1受热膨胀导致开裂的技术问题,如图1和图3所示,提供以下优选技术方案:
43.所述底板1包括若干均匀分布的贯穿孔圆孔1a。
44.具体的,由于料框经常处于高温状态,所以底板1会受热膨胀,可能导致开裂,从而影响底板的使用寿命,所以在底板上设置了均匀分布的圆孔1a作为缓冲,而且在底板1上均匀分布的圆孔1a还可以加速料框内工件的散热。
45.进一步的,为了解决如何快速对料框进行上下料的技术问题,如图4-6所示,提供以下优选技术方案:
46.料框还包括下料口3,下料口3包括有:
47.框门3a,框门3a由方形条焊接而成,框门3a可转动的安装在框体2一侧;
48.第一轴接件3b,第一轴接件3b固定安装在框门3a上;
49.第二轴接件3c,第二轴接件3c固定安装在框体2上,第二轴接件3c与第一轴接件3b轴接;
50.连接扣3d,连接扣3d安装在框体2上。
51.具体的,为了方便工人卸料,本方案在框体2一侧设置了可开合的框门3a,框门3a通过第一轴接件3b和第二轴接件3c的配合可转动的安装在下料口3上,然后通过连接扣3d对其进行固定;在工人上料时,通过连接扣3d松开对框门3a的固定,将框门3a打开,然后进行上料,上料完成后将框门3a关上,并通过连接扣3d进行固定,对工件处理完后,再松开连接扣3d,将框门3a打开,进行下料,这样大大提高了上下料的速度。
52.进一步的,为了解决连接扣3d如何快速固定和松开框门3a的技术问题,如图7所示,提供以下优选技术方案:
53.所述连接扣3d包括手柄卡扣3d1和挂钩3d2,手柄卡扣3d1由一个手柄和转动安装在手柄上的环扣组成,手柄卡扣3d1可转动的安装在与框门3a相邻的框体2两侧上,挂钩3d2固定安装在框门3a与框体2相邻处。
54.具体的,由于料框的框门3a需要经常关合,所以需要一种能快速固定框门3a的连接扣3d,为此设置了有手柄卡扣3d1和挂钩3d2组成的连接结构;在操作人员需要将工件摆放到料框内时,先将连接扣3d的手柄卡扣3d1拉开,松开拉住挂钩3d2的环扣,然后打开框门3a,开始上料,上料完成后,将框门3a关上,用手拉开手柄卡扣3d1的手柄,将手柄卡扣3d1往远离框体2的方向旋转,然后将手柄卡扣3d1上的环扣扣住挂钩3d2,再将手柄卡扣3d1的手柄抵在框体2上,至此,手柄卡扣3d1将紧紧勾住固定安装在框门3a上的挂钩3d2,完成对框门3a的固定,这种固定方法能快速且稳固的固定框门3a。
55.进一步的,为了解决如何实现料框快速安装吊扣进行吊装的技术问题,如图1和图5所示,提供以下优选技术方案:
56.所述框体2还包括安装座2b,安装座2b为“n”形钢条,安装座2b两底端分别固定在框体2与框门3a相邻的两侧上端;料框还包括吊耳4,吊耳4包括底座4a和吊钩4b,底座4a可转动的安装在安装座2b中心位置,吊钩4b固定安装在底座4a上。
57.具体的,由于料框用于盛放物料,需要进行安装吊扣进行吊装移动,所以需要一个用来安装吊扣的吊耳4,在需要进行吊装时,先将吊装设备的吊扣扣住吊耳4的吊钩4b,在移动完成后再将吊扣移走即可完成对料框的吊装移动。
58.进一步的,料框安装某些吊扣时,可能吊钩4b和吊扣角度不匹配,导致吊扣安装困难,为了解决上述技术问题,如图5所示,提供以下优选技术方案:
59.所述吊耳4还包括轴承4c,轴承4c套接在底座4a上。
60.具体的,底座4a可转动的安装在安装座2b上,在操作人员安装吊扣时,吊耳4可以旋转,调整吊钩4b的角度,所以可以很快的将吊扣安装在吊钩4b上,大大提高了工作效率。
61.进一步的,料框盛放某些小物料时,在吊装过程中料框可能发生旋转导致物料脱落,引起安全事故,为了解决上述技术问题,如图4所示,提供以下优选技术方案:
62.所述安装座2b还设有两个固定吊扣2b1,固定吊扣2b1为环形扣,两个固定吊扣2b1以底座4a为中心对称固定安装在安装座2b上。
63.具体的,料框在吊装运送没有小物料时,可能会发生旋转导致物料脱落,为了防止这种不必要的旋转,在安装座2b上还设置了固定安装的两个固定吊扣2b1,在开始吊装时,还可以将吊扣通过两个连接勾勾在两个固定吊扣2b1上,从而形成相对稳定的三角结构,既可以将料框的重力分摊,也可以防止料框在空中发生旋转,满足某些情景下的需要。
64.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型的范围内。本实用新型要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1