一种过渡垫板成型装置的制作方法
1.本实用新型涉及一种过渡垫板成型装置。
背景技术:
2.随着汽车产业的发展,汽车上许多部件采用铝合金铸件制成。例如汽车上安装的一种过渡垫板,其采用铝合金制成,但由于其上需要安装螺栓,因而单纯采用铝铸件上的螺纹孔不能保证其强度(由于铝合金材质的问题),因而需要将钢柱嵌铸在铝件中,该钢柱具有内螺纹,这种结构能充分保证该铝铸件的螺纹连接强度。但在加工这种嵌铸钢柱的铝铸件时,根据过渡垫板的尺寸要求,其螺纹柱的部分部位需要设置台阶,也就是说,该铝铸件上的多个钢柱的尺寸不一致,因而在向铝铸件的模箱中放置该钢柱时,若采用人工放置,其劳动效率低下并且存在容易放错的问题。并且现在还没有一种能实现连续自动化生产该过渡垫板的装置。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种过渡垫板成型装置,其能实现自动快速的将需要嵌铸的钢柱放置在压铸机的下模座中,同时通过压铸机进行连续化压铸生产,提高劳动效率和提高产品质量。
4.为了解决上述技术问题,本实用新型提供了一种如下结构的过渡垫板成型装置,包括压铸机,压铸机具有下模座和上模座,其结构特点是:所述压铸机的一侧设有钢柱上料装置,所述钢柱上料装置包括上料机架,上料机架上装有能前后运动的滑移座,滑移座设置有多组模具板,模具板上设有能套装钢柱的多个插装柱,所述上料机架上还连接有能抓取钢柱并将其转移至下模座中的机械手;模具板上设有位于其中部分插装柱的外侧的限位凹槽或者模具板上设置有能与插装柱配合限制钢柱的限位凸台;所述压铸机上连接有下模座滑移装置且下模座滑移装置能将多个下模座逐一送入压铸机中对应上模座的位置以及能将下模座逐一送出压铸机。
5.所述上料机架上装有位于滑移座前方的回转支承转盘,回转支承转盘上连接有上伸支臂,上伸支臂上装有能上下滑移的抓取架,所述机械手连接在抓取架上。
6.所述机械手包括连接在抓取架上的机械手座,机械手座上装有向下伸出的多个启动夹爪。
7.所述述上料机架上设置有上下间隔设置的至少两层滑移座且相邻的两层滑移座能前后错开设置,上料机架上连接有能固定位于最前方的滑移座的定位装置。
8.所述定位装置包括连接在上料机架上的上伸气缸,上伸气缸的活塞杆上装有向前伸出的定位气缸,定位气缸的活塞杆上装有能挤压最前方的滑移座的定位板。
9.所述下模座滑移装置包括连接在压铸机上的下模座平台,所述下模座平台装有能推入下模座的推入气缸,所述下模座平台上设有正对上模座设置的密封沉台,上模座上设有正对密封沉台设置的密封凸台,所述下模座平台上还连接有能将下模座拉出的拉出气
缸。
10.采用上述结构后,由于预先设置了模具板,并且有插柱以及相应的限位凹槽或限位凸台同时对待嵌铸的钢柱进行定位,可以对不同规格的钢柱进行准确定位,再通过机械手将钢柱自动抓取到下模座中,不再需要人工接触模箱,由下模座滑移装置将多个下模座逐一送入压铸机中对应上模座的位置,完成压力铸造后,再由下模座滑移装置将下模座逐一送出压铸机,然后进行脱模即可生产该过渡垫板,上述结构防止出现烫伤等危险,并且也无需人工在模箱中摆放该钢柱,大大提高了劳动安全性能,并且能自动对待嵌铸的钢柱进行抓取和摆放,因而大大提高了劳动效率,不仅大大节省了动力,而且大大提高了劳动效率。
11.从上述对本实用新型的描述中不难看出,本实用新型具有能连续生产过渡垫板、劳动效率高和操作安全性能高的优点。
附图说明
12.下面结合附图对本实用新型的具体实施方式作进一步的详细说明:
13.图1是一种过渡垫板的结构示意图;
14.图2是图1的立体图;
15.图3是嵌铸的钢柱的结构示意图;
16.图4是图3的剖视图;
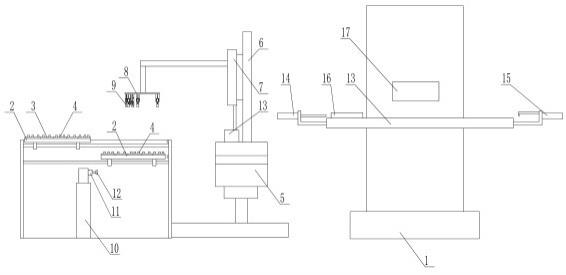
17.图5是本实用新型一种实施例的结构示意图;
18.图6是图5实施例中模具板的结构示意图;
19.图7是图5实施例中机械手的结构示意图
20.图8是图7的仰视图;
21.图9是本实用新型另一种实施例中的模具板的结构示意图。
具体实施方式
22.参照图1至图4,图中示意出了一种过渡垫板,该过渡垫板嵌铸了钢柱,从图中可以明显看出,位于边缘部位的几个钢柱为不对称形状,边缘部需要进行机加工,也就是说,本来嵌铸的钢柱的截面是正六边形,但是根据过渡垫板的尺寸加工要求,需要将钢柱加工成不规则的六边形,由于该机加工部分的尺寸较小,在现实人工排布的过程中,容易出现错放等问题,因而影响了产品质量,若需要调整,需要人工在模箱中进行调整,也增加了生产的危险性,人工操作具有一定的烫伤危险性。另外,钢柱的外圆周表面上设置有多个凹坑和突起,以增加钢柱与铝的联结性能。
23.参照图5至图8所示,本实用新型提供了一种过渡垫板成型装置,其包括压铸机1,压铸机1具有下模座和上模座,压铸机也可以称之为压力铸造机,其具体结构为现有技术,主要包括驱动上模座的合模动力机构和压力铸液通道,当下模座和上模座合模后,通过压力铸液通道向上模座和下模座之间的模腔中注入一定压力的铝液,冷却定型后,脱模即可,图中只是大致示意出了压铸机的轮廓,其具体结构不再详细示意。
24.参照图5至图8所示,所述压铸机1的一侧设有钢柱上料装置,铝件嵌铸自动上料装置包括上料机架,所述上料机架上装有能前后运动的滑移座2,在本实施例中,所述上料机
架上设置有上下间隔设置的至少两层滑移座2且相邻的两层滑移座2能前后错开设置,滑移座2设置有多组模具板3,模具板3上设有能套装钢柱20的多个插装柱4,所述上料机架上还连接有能抓取钢柱并将其转移至模箱中的机械手,当机械手抓取其中一层滑移座上的钢柱时,另一层可以进行摆放工作,因而提高了劳动效率。
25.参照图5至图8所示,由于其中部分钢柱如图5和图6所示的形状,另一份钢柱的截面为正六边形,因而两部分不同尺寸的钢柱20容易弄混,因而模具板3上设有位于其中部分插装柱4的外侧的限位凹槽31,限位凹槽31的尺寸恰好等于待嵌铸的钢柱的尺寸,也就是说,部分限位凹槽的截面为正六边形,另一部分的限位凹槽的形状为不规则的正六边形(其中一个边进行了机加工,切削掉一部分)。
26.参照图5至图8所示,所述上料机架上装有位于滑移座2前方的回转支承转盘5,回转支承转盘5的具体结构为现有技术,其可以采用马达和齿轮齿盘的结构,当然也可以采用伺服电机和齿轮齿盘的结构,在此不再详细赘述,其目的是驱动回转,回转支承转盘5上连接有上伸支臂6,即回转支承转盘5驱动上伸支臂能实现定角度的转动,上伸支臂6上装有能上下滑移的抓取架7,所述机械手连接在抓取架7上。所述机械手包括连接在抓取架7上的机械手座8,机械手座8装有向下伸出的多个气动夹爪9,气动夹爪9也称为手指气缸,其具体结构也为现有技术,从图中可以明显看出,气动夹爪的两个夹爪臂对应该钢柱的对边,从而实现精确夹取,保证钢柱放置嵌铸后的角度。所述抓取架7通过滑块、导轨滑动连接在上伸支臂6上,上伸支臂6上装有伺服电机13,伺服电机13的动力输出轴上装有驱动丝杠,所述抓取架7上连接有螺接在驱动丝杠上的丝母,伺服电机13动作,可以带动抓取架上下滑移,实现向下伸出抓取钢柱等动作。
27.参照图5至图8所示,上料机架上连接有能固定位于最前方的滑移座2的定位装置,所述定位装置包括连接在上料机架上的上伸气缸10,上伸气缸10的活塞杆上装有向前伸出的定位气缸11,定位气缸11的活塞杆上装有能挤压最前方的滑移座的定位板12,上述结构可以使到达前方的滑移座2进行精确固定,以保证气动夹爪9的准确抓取。
28.参照图5所示,所述压铸机1上连接有下模座滑移装置且下模座滑移装置能将多个下模座逐一送入压铸机中对应上模座17的位置以及能将下模座16逐一送出压铸机,所述下模座滑移装置包括连接在压铸机1上的下模座平台13,所述下模座平台装有能推入下模座的推入气缸14,所述下模座平台上设有正对上模座设置的密封沉台,上模座上设有正对密封沉台设置的密封凸台,密封沉台和密封凸台的作用是合模后形成密封的模腔,所述下模座平台13上还连接有能将下模座拉出的拉出气缸15,整个合模、压铸成型以及开模的过程皆能自动化实现,大大提高了劳动效率。
29.图9示意出了本实用新型另一种实施例中的模具板3的结构,该实施例的其他结构与上述实施例相同,不同点在于,模具板3上设置有能与插装柱配合限制钢柱的限位凸台32,也就是说,钢柱20插装在插装柱4上后,钢柱的侧边与限位凸台32的侧边相抵,从而保证钢柱的位置、尺寸以及角度。
30.本实用新型还可以具有其他实施例,在权利要求书的记载中所形成的其它技术方案不再进行一一赘述,本实用新型不受上述实施例的限制,基于本实用新型上述实施例的等同变化以及部件替换皆在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1