焦炉铸造用合箱定位装置的制作方法
1.本实用新型属于铸造模具技术领域,尤其涉及一种焦炉铸造用合箱定位装置。
背景技术:
2.焦炉铸铁件单重3-6吨,尺寸长6-8米,宽0.8-1.5米,铸造方法为木模砂型铸造,模具分上、下两部分,分别固定在上模具底板、下模具底板上。在上模具底板、下模具底板的对应位置上分别装有四个锥形定位销00(图4),造型完成后上、下箱的砂型对应定位位置会分别形成相应尺寸的凹槽00,合箱时需要将上箱砂型与下箱砂型的凹槽01对正。
3.目前,合箱操作往往是在下箱砂型凹槽内放钢制合箱定位销8,上箱用行车吊运将砂型凹槽对准合箱定位销缓缓落下,保证合箱定位销插入上箱砂型凹槽内部,以此作为上、下箱的合箱定位,保证上下箱砂型对齐。由于合箱定位销为钢制,砂型槽为树脂砂,上箱下落过程中难免会产生晃动磕碰,树脂砂型会存在被碰坏、掉砂的情况,进而导致上下箱不能对齐,影响合箱精度。
技术实现要素:
4.本实用新型所要解决的技术问题是针对上述现有技术的不足,提供一种焦炉铸造用合箱定位装置,可有效提高合箱精度,确保铸造质量。
5.为解决上述技术问题,本实用新型所采取的技术方案是:
6.一种焦炉铸造用合箱定位装置,所述合箱定位装置包括设置于上箱凸檐及下箱凸檐的定位组件,用于使上箱砂型内的凹槽与下箱砂型内的凹槽对正相连;所述定位组件包括若干个间隔设置的上定位销,所述上箱凸檐及下箱凸檐上对应设有与上定位销配合的第一定位孔。
7.优选的,所述上定位销的上部设有限位台圆,所述限位台圆的外径大于第一定位孔的直径,所述限位台圆搭设于上箱凸檐的上表面上,所述上定位销的下端延伸至下箱凸檐的下方,所述上定位销的外露部分带有上大下小的锥度。
8.优选的,所述上定位销的下端为球冠状。
9.优选的,所述上定位销的上端设有圆环形或t形把柄。
10.优选的,所述定位组件还包括若干个下定位销,所述下定位销与上定位销间隔设置,所述下定位销设置于下箱凸檐的安装孔内,所述上箱凸檐上设有与下定位销配合的第二定位孔。
11.优选的,所述下定位销的上端延伸至上箱凸檐的上方,所述下定位销的外露部分带有上小下大的锥度。
12.优选的,所述下定位销与下箱凸檐螺纹连接;所述下定位销的上端为球冠状。
13.优选的,所述合箱定位装置还包括设置于上箱砂型及下箱砂型凹槽内的定位套,所述下箱砂型的凹槽内设有合箱定位销,所述合箱定位销的上下部均为圆锥形,所述合箱定位销的两个圆锥部的大端重合、小端分别处于上下两端,所述上箱砂型及下箱砂型凹槽
内的定位套内壁能够与合箱定位销的外壁相配合;所述上箱凸檐通过座销与下模底板相连。
14.优选的,所述定位套的外部为圆柱体,所述定位套的内孔为与合箱定位销上下部的锥面相匹配的圆锥孔。
15.优选的,所述座销的下部与下模底板螺纹连接,所述座销的中部设有限位台阶,所述限位台阶搭设于下箱凸檐的上表面上。
16.采用上述技术方案所产生的有益效果在于: 与现有技术相比,本实用新型通过若干个上定位销自上而下贯穿上箱凸檐及下箱凸檐上的第一定位孔,能够使上箱砂型内的凹槽与下箱砂型内的凹槽对正,实现上箱与下箱的精确合箱,杜绝了砂型损坏变形,保证了合箱精度,将原有合箱时2-3mm的偏差精度提高到1mm以内,有效改善了铸件质量。
附图说明
17.图1是本实用新型实施例提供的一种焦炉铸造用合箱定位装置的结构示意图;
18.图2是图1中a向局部视图;
19.图3是本实用新型另一实施例提供的焦炉铸造用合箱定位装置的结构示意图;
20.图4是焦炉铸件模具在下模具底板上的局部示意图;
21.图中:00-锥形定位销,01-凹槽,02-下模底板;1-上箱凸檐,2-下箱凸檐,3-上箱砂型,4-下箱砂型,5-上定位销,50-限位台圆;6-下定位销,7-定位套,8-合箱定位销,9-座销。
具体实施方式
22.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及具体实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
23.如图1所示,本实用新型提供的一种焦炉铸造用合箱定位装置,所述合箱定位装置包括设置于上箱凸檐1及下箱凸檐2的定位组件,用于使上箱砂型3内的凹槽与下箱砂型4内的凹槽对正相连;所述定位组件包括若干个间隔设置的上定位销5,所述上箱凸檐1及下箱凸檐2上对应设有与上定位销5配合的第一定位孔。另一若干个上定位销自上而下穿过上箱凸檐及下箱凸檐上的第一定位孔,使上箱砂型与下箱砂型内的凹槽对正,保证了合箱精度,杜绝砂型损坏变形,提高了铸件质量。
24.作为一种优选结构,如图1所示,所述上定位销5的上部设有限位台圆50,所述限位台圆50的外径大于第一定位孔的直径,所述限位台圆50搭设于上箱凸檐1的上表面上,所述上定位销5的下端延伸至下箱凸檐2的下方,所述上定位销5的外露部分带有上大下小的锥度,且上定位销5的下端为球冠状。借助上定位销的锥度外圆及末端球冠头,方便插入上箱凸檐及下箱凸檐的第一定位孔内,锥度外圆更方便对上箱砂型进行导向,实现快速合箱。
25.具体制作时,为了方便安装上定位销,可在上定位销5的上端设计圆环形或t形把柄,手提把柄更方便拔插上定位销。
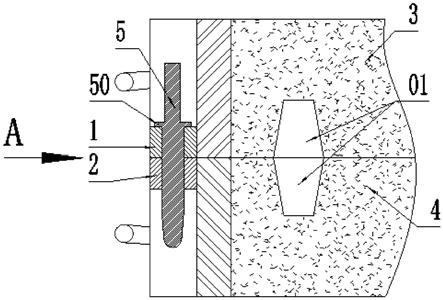
26.进一步优化上述技术方案,如图2所示,所述定位组件还包括若干个下定位销6,所述下定位销6与上定位销5间隔设置,所述下定位销6设置于下箱凸檐2的安装孔内,所述上
箱凸檐1上设有与下定位销6配合的第二定位孔。合箱操作前,将间隔布置的下定位销预先安装在下箱凸檐的第二定位孔内,吊装上箱在下降过程中对上箱进行导向,上箱沿着下定位销下降到位后,再将上定位销插入第一定位孔内,完成上下合箱。
27.另外,下定位销的材质采用能够与磁铁相吸的金属,在与下定位销对应的上箱凸檐上第二定位孔的下端孔口安装磁铁,借助磁铁的磁力可使下定位销快速与上箱凸檐上的第二定位孔对正。
28.利用上定位销及下定位销能够实效上箱与下箱的双向定位,确保上下箱连接可靠。其中,下定位销6与上定位销5间隔距离能够根据实际情况调节。
29.具体制作时,所述下定位销6的上端延伸至上箱凸檐1的上方,所述下定位销6的外露部分带有上小下大的锥度。同理,借助锥度外圆方便对上箱凸檐进行导向。
30.为了方便操作,所述下定位销6与下箱凸檐2螺纹连接;所述下定位销6的上端为球冠状。下箱砂型翻转后可将下定位销预先旋紧于下箱凸檐的第二定位孔内,然后行车吊装上箱砂型行至下箱砂型上方,落下上箱砂型后,再将上定位销依次穿过上箱凸檐及下箱凸檐上的第一定位孔,实现上下合箱。
31.在本实用新型的另一个具体实施例中,如图3所示,所述合箱定位装置还包括设置于上箱砂型3及下箱砂型4凹槽内的定位套7,所述下箱砂型4的凹槽内设有合箱定位销8,所述合箱定位销8的上下部均为圆锥形,所述合箱定位销8的两个圆锥部的大端重合、小端分别处于上下两端,所述上箱砂型3及下箱砂型4凹槽内的定位套7内壁能够与合箱定位销8的外壁相配合;所述上箱凸檐1通过座销9与下模底板02相连。采用该结构可在上箱砂型下落时,上箱砂型凹槽内定位套沿着合箱定位销的上部下滑,避免了砂型直接接触合箱定位销,提高了定位精度。
32.具体制作时,所述定位套7的外部为圆柱体,所述定位套7的内孔为与合箱定位销8上下部的锥面相匹配的圆锥孔。定位套为钢制品,砂型造型时将定位套7与锥形定位销00相配合(图4),起箱时定位套7被砂箱包裹固定,随上、下箱一体起出,在合箱过程中定位销与上、下箱砂型凹槽内的定位套相配合,避免了定位销与型砂的直接接触,杜绝了砂型损坏变形,保证了合箱精度。
33.在下箱砂型制作前,可将座销9的下部与下模底板02螺纹连接,所述座销9的中部设有限位台阶,所述限位台阶搭设于下箱凸檐2的上表面上。同理,制作上箱砂型时,同样利用座销进行定位。
34.综上所述,本实用新型通过上定位销与下定位销可实现上箱与下箱的外部定位,利用合箱定位销对砂型的凹槽进行内部定位,同时借助定位套可避免合箱定位销对砂型造成损坏。利用本实用新型能够减小定位误差,提高合箱精度,使得合箱时2-3mm的偏差精度提高到1mm以内,有效的改善了铸件质量。
35.本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1