一种玻璃磨边装置的制作方法
1.本实用新型涉及玻璃磨边设备技术领域,特别涉及一种玻璃磨边装置。
背景技术:
2.玻璃在切割之后往往需要经过磨边机磨边加工,以保证玻璃边沿的平整度和美观,对于一些公共场所,还要进行上下倒角,以确保不存在割伤问题。小尺寸的玻璃是将大尺寸的玻璃通过掰片处理而成,但掰片而成的小尺寸的玻璃侧面的下边沿相比上边沿会存在多余的斜边,如果直接进行水平粗磨处理,则处理过后的玻璃侧面的下边沿与上边沿之间不平整,达不到玻璃磨边的要求。
技术实现要素:
3.为了克服现有技术存在的缺陷,本实用新型提供一种玻璃磨边装置,解决因掰片之后的玻璃侧面的下边沿的斜边,而导致磨边处理的玻璃侧面的下边沿与上边沿之间不平整的问题。
4.本实用新型解决其技术问题所采用的技术方案是:一种玻璃磨边装置,包括输送架,输送架一侧设有用于皮带传动的导向结构,所述输送架上沿其长度方向依次设置有下倒角预磨组、水平粗磨组、上倒角磨组、下倒角磨组和水平精磨组,且输送架上开设有第一避让槽,所述下倒角预磨组包括第一粗磨单元和第一安装底座,所述第一安装底座两侧折弯形成支撑臂和底板,所述底板通过支撑臂安装于所述第一避让槽上方,所述底板与所述输送架的顶面之间形成25~35
°
的夹角,所述第一粗磨单元包括第一粗磨托板和第一粗磨头,所述第一粗磨头通过第一粗磨托板安装于所述底板上。
5.进一步的,所述水平粗磨组包括若干第二粗磨单元,所述第二粗磨单元包括第二粗磨托板和第二粗磨头,所述第二粗磨头通过第二粗磨托板水平安装于所述输送架上。
6.进一步的,所述上倒角磨组包括第二安装底座和驱动所述第二安装底座升降的升降结构,所述升降结构安装于所述输送架上,所述第二安装底座与所述输送架的顶面之间形成130~140
°
的夹角,且第二安装底座上设有第三粗磨单元和第一精磨单元,所述第三粗磨单元包括第三粗磨托板和第三粗磨头,所述第一精磨单元包括第一精磨托板和第一精磨头,所述第三粗磨头、第一精磨头分别通过第三粗磨托板、第一精磨托板安装于所述第二安装底座上。
7.进一步的,所述输送架上开设有第二避让槽;
8.所述下倒角磨组包括第三安装底座,所述第三安装底座安装于所述第二避让槽上方,且第三安装底座与所述输送架的顶面之间形成40~50
°
的夹角,第三安装底座上设有第四粗磨单元和第二精磨单元,所述第四粗磨单元包括第四粗磨托板和第四粗磨头,所述第二精磨单元包括第二精磨托板和第二精磨头,所述第四粗磨头、第二精磨头分别通过第四粗磨托板、第二精磨托板安装于所述第三安装底座上。
9.进一步的,所述水平精磨组包括若干第三精磨单元,所述第三精磨单元包括第三
精磨托板和第三精磨头,所述第三精磨头通过第三精磨托板水平安装于所述输送架上。
10.进一步的,所述输送架一侧向上凸起设有支撑座,所述导向结构设于所述支撑座上,所述导向结构包括减阻带以及沿减阻带长度方向设置的多个导向单元,所述减阻带固定于所述支撑座上,所述导向单元包括固定块和定位块,所述固定块和定位块分别位于所述减阻带两侧,并且固定块、定位块分别固定在所述支撑座上,且固定块、减阻带和定位块之间相互形成皮带导槽。
11.本实用新型的有益效果是:下倒角预磨组的底板与输送架的顶面之间形成一定的夹角,使得第一粗磨头与输送架的顶面之间形成一定的夹角,第一粗磨头预先对玻璃侧面下边沿的多余的斜边进行粗磨处理,之后水平粗磨组对玻璃的侧面进行水平粗磨处理,使玻璃侧面的上边沿和下边沿平整,便于后续对玻璃的侧面进行上倒角和下倒角处理。
附图说明
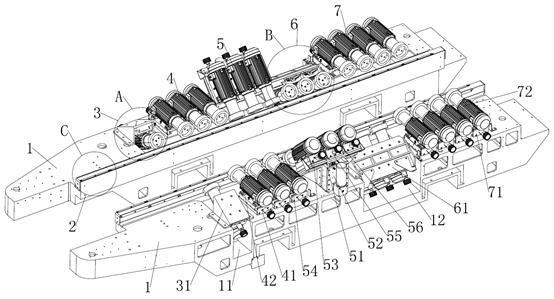
12.图1为本实用新型实施例的立体图;
13.图2为图1中的a处放大图;
14.图3为图1中的b处放大图;
15.图4为图1中的c处放大图;
16.图5为本实用新型实施例中的玻璃截面图。
17.图中,1-输送架,11-第一避让槽,12-第二避让槽,13-支撑座,2-导向结构,21-减阻带,22-固定块,23-定位块,24-皮带导槽,3-下倒角预磨组,31-第一安装底座,311-支撑臂,312-底板,32-第一粗磨托板,33-第一粗磨头,4-水平粗磨组,41-第二粗磨托板,42-第二粗磨头,5-上倒角磨组,51-第二安装底座,52-升降结构,53-第三粗磨托板,54-第三粗磨头,55-第一精磨托板,56-第一精磨头,6-下倒角磨组,61-第三安装底座,62-第四粗磨托板,63-第四粗磨头,64-第二精磨托板,65-第二精磨头,7-水平精磨组,71-第三精磨托板,72-第三精磨头,8-玻璃侧面,81-上边沿,82-下边沿。
具体实施方式
18.下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
19.如附图1~5所示,本实用新型提供的一种玻璃磨边装置,包括输送架1,输送架1设置有两个,两个输送架1之间镜像对称,输送架1一侧向上凸起设有支撑座13,如附图4所示,支撑座13上设有用于皮带传动的导向结构2,导向结构2包括减阻带21以及沿减阻带21长度方向设置的多个导向单元。减阻带21为钢带,用于减小皮带传动的阻力,并固定于支撑座13上。导向单元包括固定块22和定位块23,固定块22和定位块23分别位于减阻带21两侧,并且固定块22、定位块23分别固定在支撑座13上,且固定块22、减阻带21和定位块23之间相互形成皮带导槽24,皮带导槽24用于容纳皮带,使皮带能够沿着皮带导槽24传动,而皮带则用于带动玻璃移动。输送架1上沿其长度方向依次设置有下倒角预磨组3、水平粗磨组4、上倒角磨组5、下倒角磨组6和水平精磨组7,且输送架1上开设有第一避让槽11,第一避让槽11用于
为第一粗磨头33提供活动空间,下倒角预磨组3包括第一粗磨单元和第一安装底座31,如附图2所示,第一安装底座31两侧折弯形成支撑臂311和底板312,底板312通过支撑臂311安装于输送架1上并位于第一避让槽11上方,底板312与输送架1的顶面之间形成25~35
°
的夹角,第一粗磨单元包括第一粗磨托板32和第一粗磨头33,第一粗磨头33通过第一粗磨托板32安装于底板312上。
20.需要说明的是,水平粗磨组4用于对玻璃的侧面进行水平粗磨处理,上倒角磨组5用于对玻璃的侧面上边沿81进行倒角打磨,下倒角磨组6用于对玻璃的侧面下边沿82进行倒角打磨,水平精磨组7用于对玻璃的侧面进行水平精磨处理。下倒角预磨组3的底板312与输送架1的顶面之间形成的夹角优选30
°
,使得第一粗磨头33与输送架1的顶面之间形成的夹角为30
°
,第一粗磨头33预先对玻璃侧面8下边沿82的多余的斜边进行粗磨处理,之后水平粗磨组4对玻璃的侧面进行水平粗磨处理,使玻璃侧面8的上边沿81和下边沿82平整,便于后续对玻璃的侧面进行上倒角和下倒角处理。
21.水平粗磨组4位于下倒角预磨组3一侧,水平粗磨组4包括三组第二粗磨单元,第二粗磨单元包括第二粗磨托板41和第二粗磨头42,第二粗磨头42通过第二粗磨托板41水平安装于输送架1上,第二粗磨头42用于对玻璃侧面8进行水平粗磨处理,进行初步打磨。
22.上倒角磨组5位于水平粗磨组4一侧,上倒角磨组5包括第二安装底座51和驱动第二安装底座51升降的升降结构52,升降结构52安装于输送架1上,第二安装底座51与输送架1的顶面之间形成130~140
°
的夹角,夹角优选135
°
,且第二安装底座51上设有第三粗磨单元和第一精磨单元,第三粗磨单元包括第三粗磨托板53和第三粗磨头54,第一精磨单元包括第一精磨托板55和第一精磨头56,第三粗磨头54、第一精磨头56分别通过第三粗磨托板53、第一精磨托板55安装于第二安装底座51上。升降结构52(升降结构52为用于玻璃磨边机中上倒角磨组5的普通升降组件,为公知结构)驱动第二安装底座51上下移动,使得第三粗磨单元的第三粗磨头54、第一精磨单元的第一精磨头56跟着上下移动,对玻璃侧面8的上边沿81进行倒角处理。需要说明的是,第三粗磨单元设有一组,第一精磨单元设有两组,两组第一精磨单元位于第三粗磨单元之后, 这样第三粗磨头54对玻璃侧面8的上边沿81进行粗磨倒角之后,第一精磨头56接着对玻璃侧面8的上边沿81进行精磨倒角处理。一般来说,精磨托板相比粗磨托板具有更好的缓冲作用,因此粗磨托板用于玻璃粗磨处理,精磨托板用于玻璃精磨处理。
23.如附图3所示,输送架1上开设有第二避让槽12,第二避让槽12用于为第四粗磨头63和第二精磨头65提供活动空间,下倒角磨组6位于上倒角磨组5一侧,下倒角磨组6包括第三安装底座61,第三安装底座61安装于输送架1上并位于第二避让槽12上方,且第三安装底座61与输送架1的顶面之间形成40~50
°
的夹角,夹角优选45
°
,第三安装底座61上设有第四粗磨单元和第二精磨单元,第四粗磨单元包括第四粗磨托板62和第四粗磨头63,第二精磨单元包括第二精磨托板64和第二精磨头65,第四粗磨头63、第二精磨头65分别通过第四粗磨托板62、第二精磨托板64安装于第三安装底座61上。需要说明的是,第四粗磨单元设有一组,第二精磨单元设有两组,两组第二精磨单元位于第四粗磨单元之后, 这样第四粗磨头63对玻璃侧面8的下边沿82进行粗磨倒角之后,第二精磨头65接着对玻璃侧面8的下边沿82进行精磨倒角处理。一般来说,精磨托板相比粗磨托板具有更好的缓冲作用,因此粗磨托板用于玻璃粗磨处理,精磨托板用于玻璃精磨处理。
24.水平精磨组7位于下倒角磨组6一侧,水平精磨组7包括四组第三精磨单元,第三精磨单元包括第三精磨托板71和第三精磨头72,第三精磨头72通过第三精磨托板71水平安装于输送架1上,第三精磨头72用于对玻璃侧面8进行水平精磨处理,进行精细打磨,为对玻璃的最终打磨处理步骤。
25.以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1