铝合金轮毂的铸造模具的制作方法
1.本实用新型属于轮毂技术领域,具体涉及一种铝合金轮毂的铸造模具。
背景技术:
2.随着中国经济的快速增长,以电商、危化品、冷链等为代表的高端物流迅猛发展,其对车辆的轻量化要求更为突出;以1辆牵引车为例(每年运行约20万公里),每减重1kg,每年多赚运费近200元;所以商用车用户及整车厂对轻量化的需求迫在眉睫。
3.相较于商用车传统轮毂的材质球墨铸铁,铝的密度约为球墨铸铁的1/3,容易保证产品的动平衡,车辆防抖动效果好;而且产品质量轻,不容易锈蚀,对节能减排有着较好的促进效果;铝合金良好的性能也能够保正相应的轮毂疲劳强度硬度,所以用铝合金代替铸铁将成为轮毂轻量化的重要方法。
4.但同时还要保持相应的轮毂疲劳强度硬度,铝合金轮毂的固溶时效处理是能保证强度的良好手段。原来用于制造传统轮毂的模具不适用于铸造铝合金轮毂,因此,需要实用新型一种铝合金轮毂的铸造模具,以适应轮毂轻量化发展的进程。
5.现有的铝合金轮毂的法兰盘上的螺栓孔和铝合金轮毂端面的半轴螺栓孔均由机加工开设,加工成本高,且轮毂储油腔位置无法由铸造直接得到,铸造完成后,需要机加工毛坯储油腔位置才能得到轮毂油腔,但是在机加工轮毂油腔之前需要对轮毂毛坯进行固溶处理和时效处理,由于未加工时的毛坯储油腔处壁厚较厚,可能导致固溶处理和时效处理不充分致使晶粒粗大,致使产品性能较差,并且浪费材料、刀具。
技术实现要素:
6.为克服上述现有技术的不足,本实用新型所要解决的技术问题是提供一种铝合金轮毂的铸造模具,能由铸造直接获得螺栓孔和轮毂储油腔,节约铸造成本和机加工成本,并且适应轮毂轻量化发展。
7.为解决上述技术问题,本实用新型采用以下技术方案:
8.一种铝合金轮毂的铸造模具,其特征在于,包括:
9.上模组件,所述上模组件包括上模连接板和上模,所述上模固定连接在所述上模连接板下部,所述上模顶部固定连接有固定压板,所述固定压板上固定连接有伸入所述上模内部的多个上模预铸孔销,所述上模内部固定连接有上模镶块,
10.下模组件,所述下模组件包括下模底板和下模,所述下模固定在所述下模底板上,所述下模内固定连接有多个下模预铸孔销,
11.模芯组件,所述模芯组件包括上模芯、成型轮毂油腔的中间模芯和下模芯,所述上模芯固定连接在所述上模,所述下模芯位于所述下模内并与所述下模固定连接,所述中间模芯与所述下模芯固定连接,所述上模芯与所述中间模芯插接,
12.脱模辅助组件,所述脱模辅助组件包括推板、多个顶出杆和多个导向柱,所述推板位于所述上模连接板和所述上模之间,所述顶出杆和所述导向柱分别与所述推板固定连
接,多个所述顶出杆分别穿过所述上模、所述上模芯和所述上模镶块,所述顶出杆可相对所述上模和所述上模镶块上下移动,所述导向柱可相对所述上模上下移动,
13.所述上模、所述上模镶块、所述上模预铸孔销、所述下模、所述下模预铸孔销和所述模芯组件共同围成铝合金轮毂的型腔,
14.浇注系统,所述浇注系统设置有连通所述型腔的浇口、直流式竖向浇道和横向浇道,所述浇口设置于所述下模底板。
15.优选的,所述下模芯内部设置有浇口件,所述浇口件上开设有与所述浇口相通的浇口浇道,所述中间模芯上开设有所述直流式竖向浇道,所述浇口浇道与所述直流式竖向浇道之间设置有过滤网;
16.所述直流式竖向浇道与所述横向浇道相连通,所述横向浇道包括第一横向浇道和第二横向浇道,所述下模芯上设置有多个所述第一横向浇道,所述上模芯上设置有多个所述第二横向浇道。
17.优选的,所述下模芯设置有多个沿圆周方向间隔分布的上凸支撑腿,相邻的两个所述上凸支撑腿之间的空间形成所述第一横向浇道,所述上凸支撑腿顶部设置有第一定位凸起,
18.所述上模芯设置有多个沿圆周方向间隔分布的下凸支撑腿,相邻的两个所述下凸支撑腿之间的空间形成所述第二横向浇道,所述下凸支撑腿底部设置有第二定位凸起,
19.所述中间模芯的底部和顶部分别开设有多个底部凹槽和多个顶部凹槽,所述底部凹槽与所述第一定位凸起相适配,所述顶部凹槽与所述第二定位凸起相适配。
20.优选的,所述中间模芯的周面上设置有使轮毂毛坯达到动平衡的动平衡凹槽。
21.优选的,所述中间模芯的其中一个底部凹槽设为防错凹槽,所述下模芯上其中的一个所述第一定位凸起对应设为防错凸起。
22.优选的,轮毂毛坯上沿周向上设置有多个间隔设置的加强筋和多个间隔设置的止口台,对应的每个所述加强筋和每个所述止口台相连,称为加强止口结构,所述上模镶块设置有多块,沿周向间隔设置在所述上模内,加强止口成型腔成型所述加强止口结构,所述加强止口成型腔的其中一部分设置在所述上模镶块上,另一部分设置在所述上模上。
23.优选的,所述推板包括固定连接的固定拆卸板和导向拆卸板,多个所述顶出杆的上部连接端穿过所述导向拆卸板与所述固定拆卸板固定,其中一部分所述顶出杆的下部顶出端顶至所述轮毂毛坯的法兰盘端面上,另外一部分顶至所述轮毂毛坯开设半轴螺栓孔的端面上。
24.优选的,所述上模上设置有竖向的排气杆。
25.采用了上述技术方案后,本实用新型的有益效果是:
26.本实用新型铝合金轮毂的铸造模具能由铸造得出铝合金轮毂的法兰盘上的螺栓孔和铝合金轮毂端面的半轴螺栓孔,由于预铸孔销已经将螺栓孔铸造成型,需要机加工的工作量大幅减小。且轮毂储油腔位置也由铸造直接得到,由于加工体积的减小,刀具磨损也大幅下降,提高了加工效率、降低了加工费用。
27.本实用新型铝合金轮毂的铸造模具采用内置式浇道,在制造模具和浇注轮毂时用料少,内置式浇道设为直流式竖向浇道和横向浇道,浇注时,浇铸液通过直流式竖向浇道和横向浇道向型腔内充型,铝液平稳缓流且可以补缩,使轮毂毛坯顺序凝固,轮毂毛坯工艺出
品率高,可以达到87%。
附图说明
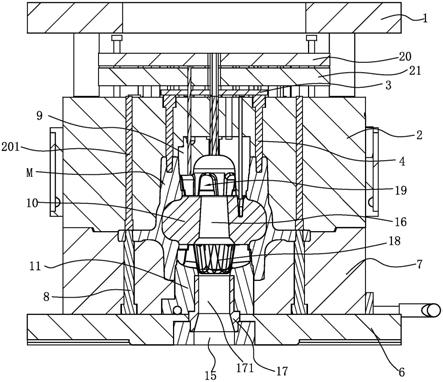
28.图1是本实用新型铝合金轮毂的铸造模具的结构示意图;
29.图2是图1中模芯组件的结构示意图;
30.图3是图2中中间模芯的仰视图的结构示意图;
31.图4是图3中a-a处的剖视示意图;
32.图5是图2中上模芯的仰视结构图;
33.图6是图5中b-b处的剖视示意图;
34.图7是图2中下模芯的俯视结构图;
35.图8是铝合金轮毂毛坯的结构示意图;
36.图9是上模镶块5的结构示意图;
37.图10是图1中上模的示意图;
38.图11是图10中c-c处的剖视示意图;
39.图12是铝合金轮毂的铸造模具合模状态下的结构示意图;
40.图13是铝合金轮毂的铸造模具开模状态下的结构示意图;
41.图中:1、上模连接板;2、上模;201、排气杆;202、上模镶块安装孔;203、预铸孔销安装孔;204、部分加强止口成型腔;3、固定压板;4、上模预铸孔销;5、上模镶块;501、成型止口台沟槽;6、下模底板;7、下模;8、下模预铸孔销;9、上模芯;91、下凸支撑腿;91a、第二定位凸起;901、排气孔;902、顶出杆孔;10、中间模芯;101、底部凹槽;101a、防错凹槽;102、顶部凹槽;103、动平衡凹槽;11、下模芯;111、上凸支撑腿;111a、第一定位凸起;111b、防错凸起;13、顶出杆;14、导向柱;15、浇口;16、直流式竖向浇道;17、浇口件;171、浇口浇道;18、过滤网;19、横向浇道;191、第一横向浇道;192、第二横向浇道;m、轮毂毛坯;m1、加强筋;m2、止口台;m3、法兰盘端面;m4、半轴螺栓孔的端面,20、固定拆卸板;21、导向拆卸板。
具体实施方式
42.下面结合附图和实施例对本实用新型进一步详细说明。
43.本实用新型的铝合金轮毂的铸造模具包括:上模组件、下模组件、模芯组件、脱模辅助组件和浇注系统。
44.如图1至图13所示,上模组件包括上模连接板1和上模2,上模2固定连接在所述上模连接板1下部,所述上模2顶部固定连接有固定压板3,所述固定压板3上固定连接有伸入所述上模2内部的多个上模预铸孔销4,所述上模2内部固定连接有上模镶块5,上模2上开设有上模镶块安装孔202,上模镶块5安装在上模镶块安装孔202内。上模2上开设有安装上模预铸孔销4的预铸孔销安装孔203。
45.下模组件包括下模底板6和下模7,所述下模7固定在所述下模底板6上,所述下模7内固定连接有多个下模预铸孔销8,
46.如图2所示,模芯组件包括上模芯9、成型轮毂油腔的中间模芯10和下模芯11,所述上模芯9固定连接在所述上模2,所述下模芯11位于所述下模7内并与下模7固定连接,中间模芯10与所述下模芯11固定连接,上模芯9与中间模芯10插接,
47.如图1、图12和图13所示,脱模辅助组件包括推板、多个顶出杆13和多个导向柱14,推板位于所述上模连接板1和所述上模2之间,顶出杆13和导向柱14分别与推板固定连接,多个所述顶出杆13分别穿过所述上模2、所述上模芯9和所述上模镶块5,所述顶出杆13可相对所述上模2和所述上模镶块5上下移动,导向柱14可相对上模2上下移动,
48.上模2、所述上模镶块5、所述上模预铸孔销4、所述下模7、所述下模预铸孔销8和所述模芯组件共同围成铝合金轮毂的型腔,上模2上设置有排气孔901,浇注系统设置有连通型腔的浇口15、直流式竖向浇道16和横向浇道19,所述浇口15设置于所述下模底板6。
49.下模芯11内部设置有浇口件17,所述浇口件17上开设有与所述浇口15相通的浇口浇道171,所述中间模芯10上开设有所述直流式竖向浇道16,所述浇口浇道171与所述直流式竖向浇道16之间设置有过滤网18;
50.所述直流式竖向浇道16与所述横向浇道19相连通,所述横向浇道19包括第一横向浇道191和第二横向浇道192,所述下模芯11上设置有多个所述第一横向浇道191,所述上模芯9上设置有多个所述第二横向浇道192。
51.如图2和图7所示,下模芯11设置有多个沿圆周方向间隔分布的上凸支撑腿111,相邻的两个所述上凸支撑腿111之间的空间形成所述第一横向浇道191,所述上凸支撑腿111顶部设置有第一定位凸起111a,
52.上模芯9设置有多个沿圆周方向间隔分布的下凸支撑腿91,相邻的两个下凸支撑腿91之间的空间形成所述第二横向浇道192,下凸支撑腿91底部设置有第二定位凸起91a,上模和上模芯9上开设有顶出杆孔902。
53.铸造采用内置式浇道,用料少,轮毂毛坯工艺出品率高,成品率可以达到82%。轮毂从模具下方浇注,采用直流式竖向浇道16和横向浇道19浇注充型,直流式竖向浇道16可以补缩,使铝液平稳缓流,并且可以使轮毂毛坯顺序凝固。
54.中间模芯10的底部和顶部分别开设有多个底部凹槽101和多个顶部凹槽102,底部凹槽101与第一定位凸起111a相适配,顶部凹槽102与第二定位凸起91a相适配。
55.如图3所示,中间模芯10的周面上设置有使轮毂毛坯m达到动平衡的动平衡凹槽103。中间模芯10的其中一个底部凹槽设为防错凹槽101a,下模芯11上其中的一个第一定位凸起111a对应设为防错凸起111b。
56.如图8所示,轮毂毛坯m上沿周向上设置有多个间隔设置的加强筋m1和多个间隔设置的止口台m2,对应的每个所述加强筋m1和每个所述止口台m2相连,称为加强止口结构,所述上模镶块5设置有多块,沿周向间隔设置在上模2内,加强止口成型腔成型所述加强止口结构,所述加强止口成型腔的其中一部分设置在所述上模镶块5上,另一部分设置在上模2上,如图10所示,上模2上的部分加强止口成型腔204。
57.轮毂加强筋m1形状细长,如果仅将成型轮毂加强筋m1的型腔开设在上模镶块5上,则需要在上模镶块5上的开设有较深狭窄的沟槽,无法直接加工成型,并且成型后难以脱模。因此,如图9所示,上模镶块5上的成型止口台沟槽501是敞开式的,比较容易脱模和清理。通过进一步的优化,如图10所示,将所述加强止口成型腔的其中一部分设置在所述上模镶块5上,另一部分设置在上模2上,具体可以将所述加强止口成型腔对半均分设置在所述上模镶块5上和上模2上,铸造成型时避免了其易粘存、难清理的缺陷。并且,若上模镶块5磨损,则可以方便地拆卸修理更换。
58.在制作模具时,上模镶块5与上模之间存留细微狭缝,狭缝间隙约为0.15mm,利于充型及排气,且不会钻入铝水。上模镶块5与上模为同体材料,采用线切割的方法将其分割,并利用螺钉连接形式将上模镶块与上模固定在一起。
59.推板包括固定连接的固定拆卸板20和导向拆卸板21,多个顶出杆13的上部连接端穿过所述导向拆卸板21与所述固定拆卸板20固定,其中一部分顶出杆13的下部顶出端顶至所述轮毂毛坯的法兰盘端面m3上,另外一部分顶至所述轮毂毛坯开设半轴螺栓孔的端面m4上。上模2上设置有竖向的排气杆201。上模芯9上设置有排气孔901。
60.现有的铝合金轮毂法兰盘上的螺栓孔以及半轴螺栓孔通常是经机加工打孔得到,本实用新型的铝合金轮毂铸造模具利用上模预铸孔销4和下模预铸孔销8铸造出法兰盘上的螺栓孔以及半轴螺栓孔,由于预铸孔销已经将螺栓孔铸造预成型,加工余量大幅减小,机加工成品工艺出品率达87%。由于加工体积的减小,刀具磨损也大幅下降,提高了加工效率、降低了加工费用。
61.如图12所示,合模状态下,上模2压在下模7上,此时的导向柱14下部支撑在下模7上,导向柱14上部将导向拆卸板21和所述固定拆卸板20顶起,导向拆卸板21与固定压板3在上下方向有距离。如图13所示,开模时,上模连接板1被吊起,带动上模2以及与上模镶块5固定的组件升起,在上模2上升并与下模7分开的过程中,导向拆卸板21和所述固定拆卸板20相对下移,固定拆卸板20使顶出杆将轮毂毛坯m推留在下模7上,使得轮毂毛坯m与上模2易于脱模分开。
62.上模组件和下模组件均设置有加热棒,加热棒用于加热模具,上模组件和下模组件上均设置有冷却水管,用于冷却。
63.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1