宽厚板无氧化热处理系统的制作方法
1.本实用新型属于冶金领域,特别是涉及一种宽厚板无氧化热处理系统。
背景技术:
2.现有宽厚板无氧化热处理炉工艺布局决定了钢板经过热处理炉高温正火或淬火以后,随着时间的累积导致磁化氧化铁粉末吸附在钢板表面带入炉内,经过高温加热厚磁性消失,氧化铁粉末掉落在炉辊表面逐步累积,并经过钢板反复多次碾压,导致氧化铁粉末粘附在炉辊表面形成凸起,最终造成与炉辊接触的钢板一面结瘤,使得钢板表面质量不达标。
技术实现要素:
3.鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种宽厚板无氧化热处理系统,以减少炉辊上结瘤情况,提高钢板生产质量。
4.为实现上述目的及其他相关目的,本实用新型提供一种宽厚板无氧化热处理系统,包括用于对钢板进行传送的传送机构以及沿着传送机构依次设置的抛丸机、第一清理机构、第二清理机构、翻板机、磁力吊以及热处理炉;所述第一清理机构和第二清理机构设置在所述抛丸机的输出端,用于对钢板表面进行清理。
5.进一步地,所述第一清理机构包括刷辊以及用于驱动刷辊转动的旋转驱动部件,所述刷辊设置在所述传送机构上方,所述旋转驱动部件的输出端与所述刷辊连接。
6.进一步地,所述第二清理机构包括气源、出风管和出风口,所述出风管设置在传送机构上方,所述出风管的进气端与所述气源连通,所述出风口设置在所述出风管上,所述出风口向着出风管下方的传送机构设置。
7.进一步地,所述热处理炉的装钢辊道上设置有用于对钢板上磁化氧化铁粉末进行消磁处理的消磁机。
8.进一步地,所述第一清理机构和抛丸机之间的传送机构旁设置有用于进行钢板厚度检测和到位检测的检测传感器,所述检测传感器上连接有控制器,所述控制器的输出端与所述旋转驱动部件连接;当检测传感器检测到钢板时,所述控制器控制旋转驱动部件转动输出。
9.进一步地,所述第一清理机构还包括用于根据钢板厚度对刷辊进行升降的升降组件,升降组件与控制器的输出端连接,所述升降组件分别设置在所述刷辊的两端。
10.进一步地,所述升降组件包括电动气缸,所述电动气缸的输出端与旋转驱动部件的机体固定。
11.进一步地,所述出风管与气源之间设置有电磁阀,所述电磁阀与所述控制器的输出端连接。
12.进一步地,所述出风口设置有多个,多个出风口沿着所述出风管并排设置。
13.如上所述,本实用新型的宽厚板无氧化热处理系统,具有以下有益效果:
14.钢板表面进行抛丸处理后,进行第一次清理和第二次清理,消除钢板表面依附物。有效的避免钢板热处理炉后导致炉辊表面结瘤,即避免了结瘤后的炉辊在钢板表面产生划痕,提高了钢板的表面质量。
附图说明
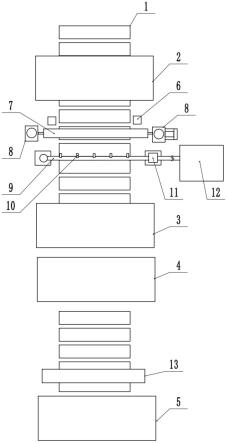
15.图1为本实用新型实施例中宽厚板无氧化热处理系统的分布示意图。
16.说明书附图中的附图标记包括:传送辊道1、抛丸机2、翻板机3、磁力吊4、热处理炉5、检测传感器6、刷辊7、升降组件8、出风管9、出风口10、电磁阀11、气源12、消磁机13。
具体实施方式
17.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
18.实施例
19.如图1所示,本实施例提供了一种宽厚板无氧化热处理系统,包括:传送机构以及沿着传送机构依次设置的抛丸机2、第一清理机构、第二清理机构、翻板机3、磁力吊4、消磁机13以及热处理炉5。传送机构包括传送辊道1,通过传送辊道1进行钢板的传送。消磁机13设置在热处理炉5的装钢辊道上。
20.第一清理机构和第二清理机构设置在抛丸机2的输出端,用于对钢板的表面进行清理。
21.第一清理机构包括刷辊7和用于驱动刷辊7转动的旋转驱动部件,刷辊7设置在传送辊道1上方。本实施例中旋转驱动部件为电机。
22.第一清理机构与抛丸机2之间的传送辊道1旁还是设置有检测传感器6,检测传感器6用于检测钢板厚度,并用于钢板的到位检测。本实施例中使用现有的厚度检测仪进行钢板的到位检测和厚度检测。检测传感器6上连接有控制器,控制器的输出端与旋转驱动部件连接,当检测钢板到位时,控制器控制旋转驱动部件工作。
23.第一清理机构还包括升降组件8,升降组件8设置在刷辊7两端。升降组件8可以选用电动气缸,刷辊7第一端的电动气缸的输出端与旋转驱动部件的机体固定,刷辊7第二端的电动气缸的输出端与刷辊7转动连接,电动气缸与控制器的输出端连接,控制器根据检测到的钢板厚度控制电动气缸动作,实现刷辊7与传送辊道1之间的距离调整。本实施例中的升降组件8还可以为丝杠结构。
24.第二清理机构包括支架、气源12、出风管9、出风口10和电磁阀11,出风管9的两端通过支架支撑在传送辊道1的上方,出风管9的进气端与气源12连通,气源12和出风管9之间设置有电磁阀11,出风口10沿着出风管9并排设置有多个,出风口10向着其下方的传送辊道1设置,本实施例中出风口10倾斜向下设置。电磁阀11与控制器的输出端连接,通过控制器控制电磁阀11通断。本实施例中的控制器为plc或单片机。
25.使用时,钢板通过传送辊道1传送至抛丸机2进行抛丸处理,然后经过第一清理机构和第二清理机构对钢板进行表面清理,之后传送至翻板机3进行翻板,通过磁力吊4将钢板吊至热处理炉5的装钢辊道上,通过消磁机13对钢板进行消磁处理,使得钢板上的磁化氧化铁粉末脱落。最后进行消磁处理的钢板才进入到热处理炉5内,避免钢板表面的氧化铁粉
末粘附在炉辊表面形成凸起,最终造成与炉辊接触的钢板一面结瘤,使得钢板表面质量不达标
26.当钢板经抛丸机2抛丸处理后,检测传感器6对钢板进行到位检测,并检测钢板厚度,然后将检测结果反馈给控制器,控制器控制根据反馈的钢板厚度控制升降组件8动作,然后依次控制旋转驱动部件和电磁阀11工作,以实现钢板表面的清理,当检测传感器6无法检测到钢板时,控制器控制旋转驱动部件定时停止,控制电磁阀11定时关闭。
27.上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
技术特征:
1.一种宽厚板无氧化热处理系统,其特征在于,包括用于对钢板进行传送的传送机构以及沿着传送机构依次设置的抛丸机、第一清理机构、第二清理机构、翻板机、磁力吊以及热处理炉;所述第一清理机构和第二清理机构设置在所述抛丸机的输出端,用于对钢板表面进行清理。2.根据权利要求1所述的宽厚板无氧化热处理系统,其特征在于,所述第一清理机构包括刷辊以及用于驱动刷辊转动的旋转驱动部件,所述刷辊设置在所述传送机构上方,所述旋转驱动部件的输出端与所述刷辊连接。3.根据权利要求2所述的宽厚板无氧化热处理系统,其特征在于,所述第二清理机构包括气源、出风管和出风口,所述出风管设置在传送机构上方,所述出风管的进气端与所述气源连通,所述出风口设置在所述出风管上,所述出风口向着出风管下方的传送机构设置。4.根据权利要求1所述的宽厚板无氧化热处理系统,其特征在于,热处理炉的装钢辊道上设置有用于对钢板上磁化氧化铁粉末进行消磁处理的消磁机。5.根据权利要求3所述的宽厚板无氧化热处理系统,其特征在于,所述第一清理机构和抛丸机之间的传送机构旁设置有用于进行钢板厚度检测和到位检测的检测传感器,所述检测传感器上连接有控制器,所述控制器的输出端与所述旋转驱动部件连接;当检测传感器检测到钢板时,所述控制器控制旋转驱动部件转动输出。6.根据权利要求5所述的宽厚板无氧化热处理系统,其特征在于,所述第一清理机构还包括用于根据钢板厚度对刷辊进行升降的升降组件,升降组件与控制器的输出端连接,所述升降组件分别设置在所述刷辊的两端。7.根据权利要求6所述的宽厚板无氧化热处理系统,其特征在于,所述升降组件包括电动气缸,所述电动气缸的输出端与旋转驱动部件的机体固定。8.根据权利要求5所述的宽厚板无氧化热处理系统,其特征在于,所述出风管与气源之间设置有电磁阀,所述电磁阀与所述控制器的输出端连接。9.根据权利要求8所述的宽厚板无氧化热处理系统,其特征在于,所述出风口设置有多个,多个出风口沿着所述出风管并排设置。
技术总结
本实用新型提供一种宽厚板无氧化热处理系统,包括用于对钢板进行传送的传送机构以及沿着传送机构依次设置的抛丸机、第一清理机构、第二清理机构、翻板机、磁力吊以及热处理炉;所述第一清理机构和第二清理机构设置在所述抛丸机的输出端,用于对钢板表面进行清理。本方案中钢板表面进行抛丸处理后,进行第一次清理和第二次清理,消除钢板表面依附物。有效的避免钢板热处理炉后导致炉辊表面结瘤,即避免了结瘤后的炉辊在钢板表面产生划痕,提高了钢板的表面质量。钢板的表面质量。钢板的表面质量。
技术研发人员:曹开宸 曹阳 刘小梅 张其东
受保护的技术使用者:重庆钢铁股份有限公司
技术研发日:2021.12.27
技术公布日:2022/6/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1