蒸镀控制装置以及利用其的显示器制造方法与流程
蒸镀控制装置以及利用其的显示器制造方法
【技术领域】
1.本发明涉及一种蒸镀控制装置以及利用所述蒸镀控制装置的显示器制造方法。尤其涉及一种对蒸镀速率进行测定的传感部的蒸镀传感器以及传感器驱动装置不移动,而是只移动蒸镀测定位置控制机构,从而对从特定喷嘴喷射的蒸镀物质的速率进行测定的蒸镀控制装置以及利用所述蒸镀控制装置的显示器制造方法。
背景技术:
2.最近,亮度特性以及视角特性优秀且与液晶显示装置不同的不需要单独的光源部的有机发光显示装置(organic light emitting diode display:oled)作为新一代平板显示装置备受人们的瞩目。因为有机发光显示装置不需要单独的光源,因此可以制作成更加轻薄的形态。此外,有机发光显示装置具有功耗低、亮度高以及反应速度高等特性。
3.有机发光显示装置包括由阳极、有机发光层以及阴极构成的有机发光元件。在有机发光元件中,空穴以及电子分别从阳极以及阴极注入而形成激子(exciton),并在激子转换成基态的过程中发光。
4.用于制造有机发光显示装置的蒸镀装置,包括用于向基板上提供蒸镀物质的蒸镀源以及用于对蒸镀到基板上的蒸镀物质的膜厚进行测定的传感部。传感部包括蒸镀传感器,蒸镀传感器用于对从蒸镀源蒸发的蒸镀物质的蒸发量以及蒸镀速度进行测定。蒸镀到基板上的蒸镀物质的膜厚取决于从蒸镀传感器测定到的蒸发量以及蒸镀速度(或速率)。因此,为了确保在基板上形成均匀的蒸镀膜厚,需要准确地对蒸镀速率进行测定。此时,当在大面积基板上为了提升基板内蒸镀膜厚的均一性而在蒸镀过程中使用多个蒸镀源的情况下,蒸镀传感器将独立地对从测定对象蒸镀源喷射的蒸镀物质的蒸发量以及蒸发速率进行测定。
技术实现要素:
【要解决的课题】
5.本发明拟解决的技术课题在于提供一种可以通过移动围绕测定传感器外侧的至少一部分的蒸镀测定位置控制机构而非测定传感器,仅选择从特定对象蒸镀源喷射的蒸镀物质并有效地对相应蒸镀物质速率进行测定和控制的蒸镀控制装置。
6.本发明拟解决的另一技术课题在于提供一种利用可以通过移动围绕测定传感器外侧的至少一部分的蒸镀测定位置控制机构而非测定传感器,仅选择从特定对象蒸镀源喷射的蒸镀物质并有效地对相应蒸镀物质速率进行测定和控制的蒸镀控制装置的显示器制造方法。
7.本发明的技术课题并不限定于在上述内容中提及的技术课题,相关从业人员将可以通过下述记载进一步明确理解未被提及的其他技术课题。【解决课题的手段】
8.为了达成如上所述的技术课题,适用本发明之若干实施例的蒸镀控制装置,包括:
第一蒸镀源,用于沿着第一喷射路径喷射蒸镀物质;第二蒸镀源,用于沿着第二喷射路径喷射蒸镀物质;蒸镀传感器,用于对蒸镀物质的蒸镀膜厚进行测定;以及,第一蒸镀测定位置控制机构,包括第一开口部以及第二开口部;通过移动第一蒸镀位置控制机构,使得第一喷射路径通过第一开口部与蒸镀传感器相遇。
9.在适用若干实施例的蒸镀控制装置中,通过移动第一蒸镀位置控制机构,使得第二喷射路径通过第二开口部与蒸镀传感器相遇。
10.在适用若干实施例的蒸镀控制装置中,还包括:电机驱动轴,用于移动第一蒸镀位置控制机构;以及,驱动轴位置传感器,用于对电机驱动轴的位置进行测定。
11.在适用若干实施例的蒸镀控制装置中,还包括:传感器驱动装置,用于对蒸镀传感器进行驱动;控制器,用于通过对传感器驱动装置以及驱动轴位置传感器进行控制而计算蒸镀速率;比例积分微分(pid)演算器,用于通过对蒸镀速率进行比例积分微分(pid)演算而生成比例积分微分(pid)演算值;以及,电源供应器,用于利用比例积分微分(pid)演算值生产电源。
12.在适用若干实施例的蒸镀控制装置中,电源供应器包括第一电源供应器以及第二电源供应器,第一电源供应器用于向第一蒸镀源供应第一电源,而第二电源供应器用于向第二蒸镀源供应第二电源。
13.在适用若干实施例的蒸镀控制装置中,第一蒸镀源以及第二蒸镀源分别包括用于对蒸镀物质进行加热的第一加热丝以及第二加热丝。
14.在适用若干实施例的蒸镀控制装置中,第一蒸镀源还包括用于对蒸镀物质进行加热的第三加热丝。
15.在适用若干实施例的蒸镀控制装置中,还包括:第一喷嘴,与第一蒸镀源连接,用于将蒸镀物质喷射到第一喷射路径;以及,第二喷嘴,与第二蒸镀源连接,用于将蒸镀物质喷射到第二喷射路径。
16.在适用若干实施例的蒸镀控制装置中,还包括:第三喷嘴,与第一蒸镀源连接,用于将蒸镀物质喷射到第三喷射路径。
17.在适用若干实施例的蒸镀控制装置中,还包括:第二蒸镀测定位置控制机构,包括第三开口部以及第四开口部;通过移动第二蒸镀位置控制机构,使得第一喷射路径同时通过第一开口部以及第三开口部与蒸镀传感器相遇,或者使得第二喷射路径同时通过第二开口部以及第四开口部与蒸镀传感器相遇。
18.为了达成如上所述的技术课题,适用本发明之若干实施例的蒸镀控制装置,包括:第一蒸镀源,用于沿着第一喷射路径喷射蒸镀物质;第二蒸镀源,用于沿着第二喷射路径喷射蒸镀物质;蒸镀传感器,用于对蒸镀物质的蒸镀膜厚进行测定;以及,蒸镀测定位置控制机构,与管道连接;通过移动蒸镀位置控制机构,使得第一喷射路径通过管道与蒸镀传感器相遇。
19.在适用若干实施例的蒸镀控制装置中,通过移动蒸镀位置控制机构,使得第二喷射路径通过管道与蒸镀传感器相遇。
20.在适用若干实施例的蒸镀控制装置中,还包括:电机驱动轴,用于移动蒸镀位置控制机构;以及,驱动轴位置传感器,用于对电机驱动轴的位置进行测定。
21.在适用若干实施例的蒸镀控制装置中,还包括:传感器驱动装置,用于对蒸镀传感
器进行驱动;控制器,用于通过对传感器驱动装置以及驱动轴位置传感器进行控制而计算蒸镀速率;比例积分微分(pid)演算器,用于通过对蒸镀速率进行比例积分微分(pid)演算而生成比例积分微分(pid)演算值;以及,电源供应器,用于利用比例积分微分(pid)演算值生产电源。
22.在适用若干实施例的蒸镀控制装置中,电源供应器包括第一电源供应器以及第二电源供应器,第一电源供应器用于向第一蒸镀源供应第一电源,而第二电源供应器用于向第二蒸镀源供应第二电源。
23.在适用若干实施例的蒸镀控制装置中,第一蒸镀源以及第二蒸镀源分别包括用于对蒸镀物质进行加热的第一加热丝以及第二加热丝。
24.在适用若干实施例的蒸镀控制装置中,第一蒸镀源还包括用于对蒸镀物质进行加热的第三加热丝。
25.在适用若干实施例的蒸镀控制装置中,还包括:第一喷嘴,与第一蒸镀源连接,用于将蒸镀物质喷射到第一喷射路径;以及,第二喷嘴,与第二蒸镀源连接,用于将蒸镀物质喷射到第二喷射路径。
26.在适用若干实施例的蒸镀控制装置中,还包括:第三喷嘴,与第一蒸镀源连接,用于将蒸镀物质喷射到第三喷射路径。
27.为了达成如上所述的技术课题,适用本发明之若干实施例的显示器制造方法,作为利用蒸镀控制装置在基板上对蒸镀物质进行蒸镀的显示器制造方法,包括:对基板进行移送的步骤;在蒸镀控制装置与基板相隔一定间距的状态下,将利用蒸镀控制装置蒸发的蒸镀物质蒸镀到基板上的步骤;以及,将对蒸镀物质进行蒸镀之后的基板送回的步骤;对蒸镀物质进行蒸镀的步骤,包括:通过蒸镀控制装置周期性地对蒸镀物质的蒸镀速率进行测定的步骤;蒸镀控制装置,包括:第一蒸镀源,用于沿着第一喷射路径喷射蒸镀物质;第二蒸镀源,用于沿着第二喷射路径喷射蒸镀物质;蒸镀传感器,用于对蒸镀物质的蒸镀膜厚进行测定;以及,蒸镀测定位置控制机构,包括第一开口部以及第二开口部;通过移动蒸镀位置控制机构,使得第一喷射路径通过第一开口部与蒸镀传感器相遇。
28.为了达成如上所述的技术课题,适用本发明之若干实施例的显示器制造方法,作为利用蒸镀控制装置在基板上对蒸镀物质进行蒸镀的显示器制造方法,包括:对基板进行移送的步骤;在蒸镀控制装置与基板相隔一定间距的状态下,将利用蒸镀控制装置蒸发的蒸镀物质蒸镀到基板上的步骤;以及,将对蒸镀物质进行蒸镀之后的基板送回的步骤;对蒸镀物质进行蒸镀的步骤,包括:通过蒸镀控制装置周期性地对蒸镀物质的蒸镀速率进行测定的步骤;蒸镀控制装置,包括:第一蒸镀源,用于沿着第一喷射路径喷射蒸镀物质;第二蒸镀源,用于沿着第二喷射路径喷射蒸镀物质;蒸镀传感器,用于对蒸镀物质的蒸镀膜厚进行测定;以及,蒸镀测定位置控制机构,与管道连接;通过移动蒸镀位置控制机构,使得第一喷射路径通过管道与蒸镀传感器相遇。
29.其他实施例的具体事项包含于详细的说明以及附图中。【发明效果】
30.适用本发明的蒸镀控制装置以及蒸镀控制装置工作方法,可以有效地移动传感部的蒸镀测定位置控制机构,从而利用位置固定的一个蒸镀传感器独立地对从多个蒸镀源蒸发的蒸镀物质的蒸镀速率进行测定以及控制。此外,可以独立地对从多个蒸镀源蒸发的蒸
镀物质的蒸镀速率进行控制,从而在大面积基板上提升基板内蒸镀膜厚的均一性。【附图的简单说明】
31.图1是对包括适用若干实施例的蒸镀控制装置的显示器制造装置进行图示的示例性的示意图。图2是对适用若干实施例的蒸镀控制装置的进行图示的示例性的示意图。图3是对适用若干实施例的传感部300进行图示的示例性的示意图。图4是对适用若干实施例的另一传感部300-2进行图示的另一示例性的示意图。图5是适用若干实施例的图4的蒸镀测定位置控制机构310-2的示例性的分解图。图6是用于对通过适用若干实施例的图2的蒸镀控制装置独立地对蒸镀速率进行测定的原理进行说明的示例性的示意图。图7是适用若干实施例的控制部200对蒸镀速率进行测定的示例性的图表。图8是对适用若干实施例的另一蒸镀控制装置的进行图示的示例性的示意图。图9是用于对通过适用若干实施例的图8的蒸镀控制装置对蒸镀速率进行测定的原理进行说明的示例性的示意图。图10是用于对适用若干实施例的蒸镀控制装置工作方法进行说明的示例性的流程图。图11是对适用若干实施例的蒸镀控制装置的进行图示的示例性的示意图。图12是对适用若干实施例的另一蒸镀控制装置的传感部300-3进行图示的示例性的示意图。图13是适用若干实施例的图12的传感部300-3的示例性的分解图。图14是对适用若干实施例的另一蒸镀控制装置的进行图示的示例性的示意图。图15是用于对适用若干实施例的另一蒸镀控制装置工作方法进行说明的示例性的流程图。图16是对通过适用若干实施例的蒸镀控制装置对蒸镀到基板上的蒸镀物质的膜厚进行测定的示例性的图表。图17是对通过现有的蒸镀控制装置对蒸镀到基板上的蒸镀物质的膜厚进行测定的另一示例性的图表。
【具体实施方式】
32.本发明的优点和特征及其达成方法,将可以通过参阅附图进行详细说明的后续实施例得到进一步明确。但是,本发明并不限定于在下述内容中所公开的实施例,而是可以通过多种不同的形态实现,下述实施例只是为了更加完整地公开本发明并向具有本发明所属技术领域之一般知识的人员更加完整地介绍本发明的范围而提供,本发明只应该通过权利要求书的范畴做出定义。在附图中,层以及区域的相对大小可能会为了说明的明确性而被夸张。在整个说明书中,相同的参考编号代表相同的构成要素。
33.当记载为某个元件(elements)与其他元件“连接(connected to)”或“耦合(coupled to)”时,包括与其他元件直接连接或耦合的情况或在中间介有其他元件的情况。与此相反,当记载为某个元件与其他元件“直接连接(directly connected to)”或“直接耦合(directly coupled to)”时,代表中间没有其他元件存在。
34.在整个说明书中,相同的参考编号代表相同的构成要素。“和/或”包括所提及的各个项目以及一个以上的所有组合。
35.当记载为元件(elements)或层位于其他元件或层的“上侧(on)”或“上方(on)”时,包括直接位于其他元件或层的上侧的情况以及在中间介有其他层或其他元件的情况。与此相反,当记载为元件位于“正上侧(directly on)”或“正上方”时,代表中间没有其他元件或层存在。
36.虽然为了对不同的元件、构成要素和/或区域进行说明而会使用如第一、第二等术语,但是所述元件、构成要素和/或区域并不因为所述术语而受到限定。所述术语只是用于对某个元件、构成要素或区域与其他元件、构成要素或区域进行区分。因此,在下述内容中提及的第一元件、第一构成要素或第一区域在本发明的技术思想内也可以是第二元件、第二构成要素或第二区域。
37.在本说明书中所使用的术语只是用于对实施例进行说明,并不是为了对本发明做出限定。在本说明书中,除非上下文中有明确的提及,否则单数型语句还包含复数型含义。在说明书中所使用的“包括(comprises)”和/或“包含(comprising)”并不排除所提及的构成要素、步骤、工作和/或元件之外的一个以上的其他构成要素、步骤、工作和/或元件存在或被附加的可能性。
38.除非另有定义,否则在本说明书中使用的所有术语(包括技术性以及科学性术语)的含义与具有本发明所属技术领域之一般知识的人员所通常理解的含义相同。此外,除非另有明确的定义,否则不应该对通常所使用的已在词典中做出定义的术语做出过于理想化或夸张的解释。
39.图1是对包括适用若干实施例的蒸镀控制装置的显示器制造装置进行图示的示例性的示意图。
40.参阅图1,包括适用若干实施例的蒸镀控制装置的显示器制造装置,包括配置在真空腔室30内的基板s、蒸镀部100、传感部300以及控制部200。
41.真空腔室30可以防止异物从外部流入。此外,真空腔室30可以为了确保在形成于基板s上的蒸镀物质从蒸镀部100喷射时的喷射路径(例如,r1至r3)的直行性而将真空腔室30内部维持高真空状态。作为参考,喷射路径并不限定于附图,而是可以具有更多的喷射路径。
42.蒸镀部100可以为了制造显示屏而对蒸镀物质进行加热,并借此对薄膜制造对象物质进行气化。此时,蒸镀部100可以通过各个起始点沿着x轴方向与基板s平行并一列配置的第一喷射路径r1、第二喷射路径r2或第三喷射路径r3喷射到基板s上。虽未图示,基板s可以借助于支撑组件得到固定。此外,虽未图示,基板s也可以借助于移送组件沿着y轴方向得到移送。
43.蒸镀区域(deposition area)20可以是在将蒸镀物质分别通过第一喷射路径r1、第二喷射路径r2或第三喷射路径r3喷射时在基板s上生成的区域。
44.与第一至第三喷射路径r1、r2、r3对应的蒸镀区域20以彼此之间相互分离的状态进行了图示,但这只是为了说明的便利性,并不因此而受到限定。例如,第一喷射路径r1以及第二喷射路径r2的至少一部分可以重叠。借此,基板s上的蒸镀区域20的至少一部分可以包含通过第一喷射路径r1以及第二喷射路径r2移动的蒸镀物质。
45.为了提升显示器制造装置的工作可靠性,需要提升形成蒸镀区域20的蒸镀物质的膜厚的均一性。为了提升形成蒸镀区域20的蒸镀物质的膜厚的均一性,传感部300有必要在各个喷射路径上独立地对从蒸镀部100喷射的蒸镀物质的速率(或速度)进行测定以及控制。
46.传感部300为了对从蒸镀部100喷射的蒸镀物质的速率进行测定,独立地对分别通过第一喷射路径r1至第三喷射路径r3喷射的蒸镀物质的速率进行测定。
47.例如,传感部300为了提升通过第一喷射路径r1喷射的蒸镀物质的速率测定准确度,需要防止通过第二喷射路径r2以及第三喷射路径r3喷射的蒸镀物质的流入。或者,传感部300为了提升通过第二喷射路径r2喷射的蒸镀物质的速率测定准确度,需要防止通过第一喷射路径r1以及第三喷射路径r3喷射的蒸镀物质的流入。或者,传感部300为了提升通过第三喷射路径r3喷射的蒸镀物质的速率测定准确度,需要防止通过第一喷射路径r1以及第二喷射路径r2喷射的蒸镀物质的流入。
48.此时,在通过移动传感部300内的测定传感器以及传感器驱动装置对相应喷射路径的蒸镀物质速率进行测定的情况下,可能会因为需要移动重量较重的测定传感器以及传感器驱动装置而导致施加到显示器制造装置中的负载增加的问题。
49.因此,在包括适用若干实施例的蒸镀控制装置的显示器制造装置中,传感部300内的测定传感器以及传感器驱动装置将被固定。此外,通过移动围绕测定传感器的至少一部分的蒸镀测定位置控制机构,显示器制造装置的传感部300可以选择性地仅对测定对象蒸镀物质的喷射路径进行测定。借此,可以缩短显示器制造装置的工作周期,而且还可以通过控制部200更加精密地对传感部300进行控制。此外,因为不需要移动重量较重的蒸镀传感器340以及传感器驱动装置350,因此可以减少施加到显示器制造装置中的负载。
50.接下来,将对适用若干实施例的蒸镀控制装置的构成以及工作进行详细的说明。接下来为了说明的便利,将在附图中省略基板s、蒸镀区域20以及腔室30进行说明。
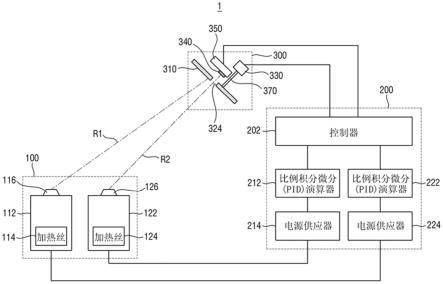
51.图2是对适用若干实施例的蒸镀控制装置的进行图示的示例性的示意图。作为参考,在图2中仅对2个蒸镀源112、122进行了图示。
52.参阅图1以及图2,适用若干实施例的蒸镀控制装置1包括蒸镀部100、控制部200以及传感部300。
53.适用若干实施例的蒸镀部100包括第一蒸镀源112以及第二蒸镀源122。第一蒸镀源112以及第二蒸镀源122可以包括有机物质或无机物质。
54.第一蒸镀源112以及第二蒸镀源122可以根据蒸镀到基板s上的蒸镀用薄膜的特性,由如陶瓷等非金属性材质或金属性材质构成。此外,第一蒸镀源112以及第二蒸镀源122可以采用一定直径的圆筒形状的筒形态,也可以采用一定截面积的多边形形态。在此基础上,第一蒸镀源112以及第二蒸镀源122可以为了将在棱角部分发生的应力最小化而在棱角部分采用圆角形状。
55.第一蒸镀源112以及第二蒸镀源122分别包括第一加热丝114以及第二加热丝124。第一加热丝114以及第二加热丝124可以分别对第一蒸镀源112以及第二蒸镀源122中所包含的蒸镀物质进行加热。第一加热丝114以及第二加热丝124可以通过从控制部200接收到的信号分别将第一蒸镀源112以及第二蒸镀源122中所包含的蒸发物质加热至一定温度。
56.此外,第一蒸镀源112以及第二蒸镀源122分别与用于将蒸镀物质喷射到第一喷射
路径r1的第一喷嘴116以及用于将蒸镀物质喷射到第二喷射路径r2的第二喷嘴126连接。第一喷嘴116以及第二喷嘴126可以分别与第一蒸镀源112以及第二蒸镀源122以单一构成形成,也可以作为独立的构成以可拆装的方式结合。
57.为了使得第一蒸镀源112以及第二蒸镀源122与收容有蒸镀物质的收容空间连动,在第一喷嘴116以及第二喷嘴126中可以形成喷射口。垂直方向上的喷射口的截面形状并不限定于本附图,而且喷射口可以根据所蒸镀的蒸镀用薄膜的特性采用多种不同的形状。在若干实施例中,第一喷嘴116以及第二喷嘴126可以是在高度方向上越接近出口其直径越小的文丘里(venturi)喷嘴。在其他若干实施例中,第一喷嘴116以及第二喷嘴126可以是管路中间的截面积直径小于管路端部的孔口(orifice)喷嘴。各个蒸镀路径r1、r2可以与各个喷嘴116、126对应。
58.蒸镀物质可以通过第一喷射路径r1或第二喷射路径r2中的某一个路径传递到传感部300内的蒸镀传感器340。例如,在从第一喷嘴116喷射的蒸镀物质沿着第一喷射路径r1传递到蒸镀传感器340时,从第二喷嘴126喷射的蒸镀物质不会传递到蒸镀传感器340。与此相反,在从第二喷嘴126喷射的蒸镀物质沿着第二喷射路径r2传递到蒸镀传感器340时,从第一喷嘴116喷射的蒸镀物质不会传递到蒸镀传感器340。
59.即,为了对需要测定的蒸镀物质的速率进行准确测定,适用若干实施例的蒸镀控制装置1可以仅使得从测定对象喷嘴喷射的测定对象蒸镀物质传递到传感部300。但是,适用若干实施例的蒸镀控制装置1可以控制从非测定对象喷嘴喷射的蒸镀物质不会传递到传感部300。此时,蒸镀控制装置1中的传感部300的蒸镀传感器340以及传感器驱动装置350并不会沿着测定对象蒸发物质的路径移动,而是使得测定位置控制机构310移动,从而可以缩短蒸镀控制装置1的工作周期。此外,因为不需要移动重量相对较重的蒸镀传感器340以及传感器驱动装置350,因此可以减少蒸镀控制装置1的负载并借此提升蒸镀控制装置1的耐久性。关于蒸镀测定位置控制机构310的移动,将通过后续的与传感部300相关的说明中进行详细的记述。
60.本附图只是对蒸镀部100做出的示例性的图示,蒸镀部100内的蒸镀源的形态以及数量等并不因为本附图而受到限定。
61.适用若干实施例的传感部300包括用于对蒸镀物质的速率或膜厚进行测定的蒸镀传感器340以及用于对蒸镀传感器340进行驱动的传感器驱动装置350。此外,适用若干实施例的传感部300包括用于选择性地使喷射到蒸镀传感器340的蒸镀物质通过的蒸镀测定位置控制机构310。此外,适用若干实施例的传感部300包括用于移动蒸镀测定位置控制机构310的电机驱动轴370以及用于对电机驱动轴370的位置变化进行测定的驱动轴位置传感器330。
62.蒸镀传感器340例如可以是石英晶体微天平(qcm,quartz crystal microbalance)传感器,但是并不限定于此。关于石英晶体微天平(qcm),石英晶体微天平(qcm)内的晶体(未图示)可以借助于压电效果以一定的频率振动。此时,伴随着蒸镀物质蒸镀到晶片上,晶片的频率可能会发生变化。通过如上所述的频率变化,可以对蒸镀物质的速率(或速度)和/或蒸镀物质蒸镀到蒸镀区域的蒸镀膜厚进行测定。
63.传感器驱动装置350可以包括蒸镀传感器340,或者通过与蒸镀传感器340连接而替代蒸镀传感器340。
64.蒸镀测定位置控制机构310可以为了仅将蒸镀传感器340的测定对象蒸镀物质传递到蒸镀传感器340而包括多个开口部。对此,将参阅图3进行详细的说明。
65.图3是对适用若干实施例的传感部300进行图示的示例性的示意图。
66.参阅图2以及图3,蒸镀测定位置控制机构310可以包括第一开口部322以及第二开口部324。开口部的数量以及形态并不限定于本附图,蒸镀测定位置控制机构310可以包含多种不同的形态以及数量。
67.蒸镀测定位置控制机构310可以与电机驱动轴370连接,从而与电机驱动轴370一起进行旋转。此时,蒸镀测定位置控制机构310可以将开口部以及蒸镀传感器340向一定方向排列,以确保只有蒸镀传感器340拟测定的对象蒸镀物质到达蒸镀传感器340。
68.例如,假定蒸镀传感器340对从第一蒸镀源112喷射的蒸镀物质的速率或蒸镀膜厚进行测定的情况。此时,可以通过电机驱动轴370驱动蒸镀测定位置控制机构310进行旋转,从而将第一开口部322与蒸镀传感器340对齐排列。在将第一开口部322与蒸镀传感器340对齐时,从第一蒸镀源112喷射的蒸镀物质可以通过第一喷射路径r1移动,从而通过第一开口部322并与蒸镀传感器340相遇。此时,因为可供从第二蒸镀源122喷射的蒸镀物质喷射的第二喷射路径r2并不能通过第一开口部322,因此无法与蒸镀传感器340相遇。
69.即,可供从第二蒸镀源122喷射的蒸镀物质喷射的第二喷射路径r2可以与除蒸镀测定位置控制机构310的第一开口部322之外的剩余区域相遇。
70.又例如,假定蒸镀传感器340对从第二蒸镀源122喷射的蒸镀物质的速率或蒸镀膜厚进行测定的情况。此时,可以通过电机驱动轴370驱动蒸镀测定位置控制机构310进行旋转,从而将第二开口部324与蒸镀传感器340对齐排列。在将第二开口部324与蒸镀传感器340对齐时,从第二蒸镀源122喷射的蒸镀物质可以通过第二喷射路径r2移动,从而通过第二开口部324并与蒸镀传感器340相遇。此时,因为可供从第一蒸镀源112喷射的蒸镀物质喷射的第一喷射路径r1并不能通过第二开口部324,因此无法与蒸镀传感器340相遇。
71.即,可供从第一蒸镀源112喷射的蒸镀物质喷射的第一喷射路径r1可以与除蒸镀测定位置控制机构310的第二开口部324之外的剩余区域相遇。
72.在适用若干实施例的蒸镀控制装置1中,为了提升只允许测定传感器340拟测定的对象蒸镀物质到达蒸镀传感器340的准确性,传感部300可以使用多个蒸镀位置控制机构。关于使用多个蒸镀位置控制机构的实例,将通过图4进行详细的说明。
73.图4是对适用若干实施例的另一传感部300-2进行图示的另一示例性的示意图。
74.参阅图4,蒸镀测定位置控制机构310-2包括第一蒸镀测定位置控制机构312以及第二蒸镀测定位置控制机构314。蒸镀测定位置控制机构310-2中所包含的子蒸镀测定位置控制机构的数量并不限定于此。
75.第一蒸镀测定位置控制机构312如图3所示,可以包括第一开口部322以及第二开口部324。此外,第二蒸镀测定位置控制机构314可以包括第三开口部326以及第四开口部328。开口部的数量以及形态并不限定于本附图,第一蒸镀测定位置控制机构312以及第二蒸镀测定位置控制机构314可以包括多种不同的形态以及数量的开口部。
76.第一蒸镀测定位置控制机构312可以与电机驱动轴370连接,从而与电机驱动轴370一起进行旋转。此时,第一蒸镀测定位置控制机构312与第二蒸镀测定位置控制机构314可以相隔第一距离d1并与电机驱动轴370连接。借此,通过电机驱动轴370的旋转,第一蒸镀
测定位置控制机构312以及第二蒸镀测定位置控制机构314可以一起进行旋转。适用若干实施例的第一蒸镀测定位置控制机构312与第二蒸镀测定位置控制机构314可以以第一开口部322与第三开口部326平行的方式连接。此外,第一蒸镀测定位置控制机构312与第二蒸镀测定位置控制机构314可以以第二开口部324与第四开口部328平行的方式连接。
77.此时,为了确保只有蒸镀传感器340拟测定的对象蒸镀物质到达蒸镀传感器340,第一蒸镀测定位置控制机构312以及第二蒸镀测定位置控制机构314的开口部与蒸镀传感器340可以向一定方向排列。
78.例如,假定蒸镀传感器340对从第一蒸镀源112喷射的蒸镀物质的速率或蒸镀膜厚进行测定的情况。此时,第一蒸镀测定位置控制机构312以及第二蒸镀测定位置控制机构314通过电机驱动轴370进行旋转,而且第一开口部322以及第三开口部326与蒸镀传感器340对齐排列。在将第一开口部322以及第三开口部326与蒸镀传感器340对齐时,从第一蒸镀源112喷射的蒸镀物质可以通过第一喷射路径r1喷射,从而通过第一开口部322以及第三开口部326并与蒸镀传感器340相遇。此时,因为可供从第二蒸镀源122喷射的蒸镀物质喷射的第二喷射路径r2并不能通过第一开口部322和/或第三开口部326,因此无法与蒸镀传感器340相遇。
79.即,可供从第二蒸镀源122喷射的蒸镀物质喷射的第二喷射路径r2可以与除第一蒸镀测定位置控制机构312的第一开口部322之外的剩余区域和/或除第二蒸镀测定位置控制机构314的第三开口部326之外的剩余区域相遇。
80.又例如,假定蒸镀传感器340对从第二蒸镀源122喷射的蒸镀物质的速率或蒸镀膜厚进行测定的情况。此时,第一蒸镀测定位置控制机构312以及第二蒸镀测定位置控制机构314通过电机驱动轴370进行旋转,而且第二开口部324以及第四开口部328与蒸镀传感器340对齐排列。在将第二开口部324以及第四开口部328与蒸镀传感器340对齐时,从第二蒸镀源122喷射的蒸镀物质可以通过第二喷射路径r2喷射,从而通过第二开口部324以及第四开口部328并与蒸镀传感器340相遇。此时,因为可供从第一蒸镀源112喷射的蒸镀物质喷射的第一喷射路径r1并不能通过第二开口部324和/或第四开口部328,因此无法与蒸镀传感器340相遇。
81.即,可供从第一蒸镀源112喷射的蒸镀物质喷射的第一喷射路径r1可以与除第一蒸镀测定位置控制机构312的第二开口部324之外的剩余区域和/或除第二蒸镀测定位置控制机构314的第四开口部328之外的剩余区域相遇。
82.图5是适用若干实施例的图4的蒸镀测定位置控制机构310-2的示例性的分解图。
83.参阅图5,第一蒸镀测定位置控制机构312与第二蒸镀测定位置控制机构314可以彼此相隔第一距离d1连接,而且第一距离d1可以任意设定。此外,适用若干实施例的蒸镀测定位置控制机构并不限定于如上所述的两个蒸镀测定位置控制机构,也可以是三个、四个或更多个。
84.重新参阅图2,通过移动调节蒸镀测定位置控制机构310,传感部300可以准确地选择通过拟利用蒸镀传感器340进行测定的喷射路径喷射的蒸镀物质。此时,蒸镀测定位置控制机构310可以通过驱动轴位置传感器330掌握当前电机驱动轴370的位置。以驱动轴位置传感器330所掌握的当前电机驱动轴370的位置为基础,可以确认当前测定对象蒸镀物质是通过哪一个喷射路径进入。此外,当需要变更测定对象蒸镀物质时,可以通过驱动轴位置传
感器330移动电机驱动轴370并借此移动蒸镀测定位置控制机构310。
85.传感部300的工作可以通过控制部200进行控制。具体来讲,传感部300的控制器202可以从驱动轴位置传感器303判断测定对象蒸镀物质并借此对驱动轴370的位置进行控制。此外,传感部300的控制器202可以对测定对象蒸镀物质进行判断并设定用于对测定对象蒸镀物质进行测定的测定时间。
86.控制器202可以对蒸镀传感器340的更换与否进行判断并向传感器驱动装置350传递蒸镀传感器340的更换命令。控制器202还可以利用通过蒸镀传感器340接收到的蒸镀物质的信息计算出蒸镀速率。接下来,将参阅图6对控制器202独立地对蒸镀速率进行测定的原理进行详细的说明。
87.图6是用于对通过适用若干实施例的图2的蒸镀控制装置独立地对蒸镀速率进行测定的原理进行说明的示例性的示意图。
88.参阅图6,对利用蒸镀传感器340测定通过第一喷射路径r1喷射的蒸镀物质的速率的原理以及测定通过第二喷射路径r2喷射的蒸镀物质的速率的原理进行说明。
89.为了说明的便利,在附图中对蒸镀测定位置机构进行了省略,并假定通过各个喷射路径喷射的蒸镀物质是通过移动蒸镀测定位置机构而到达蒸镀传感器340的蒸镀物质。
90.其中,第一假想线l1为与第一蒸镀源112以及第一喷嘴116朝向基板竖立的方向平行的假想线。第二假想线l2为与第二蒸镀源122以及第二喷嘴126朝向基板竖立的方向平行的假想线。第三假想线l3为与蒸镀物质与蒸镀传感器340相遇的面垂直的假想线。
91.首先,将说明蒸镀传感器340对从第一蒸镀源112喷射的蒸镀物质的速率进行测定的原理。
92.通过第一喷射路径r1喷射的蒸镀物质可以与第一假想线l1形成第一喷射角θ1并喷射到蒸镀传感器340。此时,通过第一喷射路径r1喷射的蒸镀物质可以与第三假想线l3形成第一接收角φ1并与蒸镀传感器340相遇。借此,从第一蒸镀源112喷射的蒸镀物质的速率g1可以通过下述数学式1表示。
[0093][0094]
在数学式1中,k1为比例系数,相当于在从第一喷嘴116的中心向第一假想线l1方向相距1米的基板上的位置(r1=1m)中的第一喷嘴116的蒸镀速率,第一加热丝114的温度越高,其值就越大。n1为从第一喷嘴116喷射的蒸镀物质的蒸发分布指数。
[0095]
接下来,将说明蒸镀传感器340对从第二蒸镀源122喷射的蒸镀物质的速率进行测定的原理。
[0096]
通过第二喷射路径r2喷射的蒸镀物质可以与第二假想线l2形成第二喷射角θ2并喷射到蒸镀传感器340。此时,通过第二喷射路径r2喷射的蒸镀物质可以与第三假想线l3形成第二接收角φ2并与蒸镀传感器340相遇。借此,从第二蒸镀源122喷射的蒸镀物质的速率g2可以通过下述数学式2表示。
[0097][0098]
在数学式2中,k2为比例系数,相当于在从第二喷嘴126的中心向第二假想线l2方向相距1米的基板上的位置(r2=1m)中的第二喷嘴126的蒸镀速率,第二加热丝124的温度
越高,其值就越大。n2为从第二喷嘴126喷射的蒸镀物质的蒸发分布指数。
[0099]
图7是适用若干实施例的控制部200对蒸镀速率进行测定的示例性的图表。
[0100]
参阅图2以及图7,在第一区间p1内蒸镀传感器340可以计算出从第一蒸镀源112喷射的蒸镀物质的速率(例如,数学式1中的g1),而在第二区间p2内蒸镀传感器340可以计算出从第二蒸镀源122喷射的蒸镀物质的速率(例如,数学式2的g2)。
[0101]
第一区间p1以及第二区间p2可以根据控制器202所设定的测定时间发生变化。
[0102]
控制器202可以分别计算出在第一区间p1以及第二区间p2中的蒸镀速率平均值。
[0103]
作为参考,图2中的控制器202并不限定于此,而是可以分为用于计算出第一区间p1中的蒸镀速率平均值的控制器以及用于计算出第二区间p2中的蒸镀速率平均值的控制器。
[0104]
通过将利用蒸镀传感器340分别测定到的蒸镀物质的速率(例如,数学式1中的g1以及数学式2中的g2)以及可通过单独测定获取到的第一喷射角θ1、第一接收角φ1、第一喷嘴116的蒸发分布指数n1、第二喷射角θ2、第二接收角φ2、第二喷嘴136的蒸发分布指数n2等常数值带入到所述数学式1以及数学式2,可以计算出比例系数k1以及k2。
[0105]
参阅图1以及图6,因为在一般的显示器制造装置中基板是与第一假想线l1以及第二假想线l2垂直排列,因此蒸镀到基板上的蒸镀物质的膜厚均一性将取决于比例系数k1以及k2。因此,为了达到可以将基板上的膜厚均一性最小化的k1以及k2值,通过对利用蒸镀传感器340分别测定到的蒸镀物质的速率(例如,数学式1中的g1以及数学式2中的g2)值进行控制,可以提升蒸镀到基板s上的蒸镀物质的膜厚均一性。
[0106]
重新参阅图2,可以将通过控制器202计算出的蒸镀速率分别传送到第一比例积分微分(pid)演算器212以及第二比例积分微分(pid)演算器222。
[0107]
第一比例积分微分(pid)演算器212可以利用从控制器202接收到的通过第一喷射路径r1喷射的蒸镀物质的速率执行比例积分微分(pid)演算,从而生成第一比例积分微分(pid)演算值。接下来,第一比例积分微分(pid)演算器212可以将第一比例积分微分(pid)演算值传递到第一电源供应器214,从而对传递到第一蒸镀源112中的电力进行调节。
[0108]
同理,第二比例积分微分(pid)演算器222可以利用从控制器202接收到的通过第二喷射路径r2喷射的蒸镀物质的速率执行比例积分微分(pid)演算,从而生成第二比例积分微分(pid)演算值。接下来,第二比例积分微分(pid)演算器222可以将第二比例积分微分(pid)演算值传递到第二电源供应器224,从而对传递到第二蒸镀源122中的电力进行调节。
[0109]
接下来,分别从第一比例积分微分(pid)演算器212以及第二比例积分微分(pid)演算器222接收到第一比例积分微分(pid)演算值以及第二比例积分微分(pid)演算值的第一电源供应器214以及第二电源供应器224可以分别向第一蒸镀源112以及第二蒸镀源122传递所需要的电源。
[0110]
作为参考,图2中的第一比例积分微分(pid)演算器212以及第二比例积分微分(pid)演算器222并不限定于此,也可以将第一比例积分微分(pid)演算器212以及第二比例积分微分(pid)演算器222合并(merge)成一个比例积分微分(pid)演算器。即,可以在一个比例积分微分(pid)演算器内利用从各个喷射路径喷射的蒸镀物质的速率执行各个比例积分微分(pid)演算。
[0111]
分别从第一电源供应器214以及第二电源供应器224接收到电源供应的第一蒸镀
源112以及第二蒸镀源122可以分别通过第一加热丝114以及第二加热丝124对蒸镀物质进行加热,进而将蒸镀物质通过第一喷嘴116以及第二喷嘴126进行喷射。
[0112]
作为参考,图2中的电源供应器214以及电源供应器224并不限定于此,也可以合并(merge)成一个电源供应器。即,可以通过一个电源供应器分别向第一蒸镀源112以及第二蒸镀源122供应所需要的电源。
[0113]
接下来,将参阅图8对适用若干实施例的图1的蒸镀控制装置以及适用其他若干实施例的蒸镀控制装置进行详细的说明。因为蒸镀物质的速率测定方法与上述内容相同,因此与上述内容重复的说明将被省略,并仅以差异点为中心进行说明。
[0114]
图8是对适用若干实施例的另一蒸镀控制装置的进行图示的示例性的示意图。
[0115]
参阅图8,适用若干实施例的蒸镀控制装置2的蒸镀部100-2与图2中的蒸镀部100不同。即,在适用若干实施例的蒸镀控制装置2中,通过第一喷射路径r1喷射的蒸镀物质与通过第二喷射路径r2喷射的蒸镀物质可以从一个蒸镀源112喷射。
[0116]
适用若干实施例的蒸镀源112内包括多个加热丝。例如,蒸镀源112包括第一加热丝114以及第二加热丝124,从而分别对通过第一喷射路径r1喷射的蒸镀物质以及通过第二喷射路径r2喷射的蒸镀物质进行加热。
[0117]
适用若干实施例的蒸镀源112与第一喷嘴116以及第二喷嘴126连接,第一喷嘴116以及第二喷嘴126可以分别将通过第一喷射路径r1喷射的蒸镀物质以及通过第二喷射路径r2喷射的蒸镀物质喷射到蒸镀传感器340。
[0118]
图9是用于对通过适用若干实施例的图8的蒸镀控制装置对蒸镀速率进行测定的原理进行说明的示例性的示意图。
[0119]
参阅图9,对在利用一个蒸镀源112通过多个喷射路径喷射蒸镀物质的情况下的蒸镀速率测定原理进行说明。在图6中,已经对从多个蒸镀源喷射的蒸镀物质的蒸镀速率测定原理进行了说明,因为只有蒸镀源的形态不同,图9中的蒸镀速率的测定原理与图6相同,因此将省略与其相关的详细说明。
[0120]
图10是用于对适用若干实施例的蒸镀控制装置工作方法进行说明的示例性的流程图。
[0121]
作为参考,适用若干实施例的显示器制造方法,可以包括在图10中说明的蒸镀控制装置工作之前对基板进行移送的步骤,以及在蒸镀控制装置工作之后对基板进行送回的步骤。
[0122]
参阅图2以及图10,首先,在步骤s100中,通过驱动轴位置传感器330掌握电机驱动轴370的位置,从而周期性地对测定对象蒸镀物质的蒸镀速率进行测定。
[0123]
接下来,在步骤s110中,以电机驱动轴370的位置为基础,决定喷射需要通过蒸镀测定位置控制机构310并传递到蒸镀传感器340的测定对象蒸镀物质的测定对象喷嘴,并设定用于对测定对象蒸镀物质进行测定的测定时间。
[0124]
在步骤s120中,通过控制器202计算出在所设定的测定时间之内从测定对象喷嘴喷射的蒸镀物质的蒸镀速率。
[0125]
在步骤s130中,通过控制器202以在所设定的测定时间内计算出的蒸镀物质的蒸镀速率为基础,由比例积分微分(pid)演算器212和/或222生成比例积分微分(pid)演算值。
[0126]
在步骤s140中,电源供应器214和/或224接收比例积分微分(pid)演算值并生成电
源。
[0127]
通过电源供应器214和/或224生成的电源可以分别被传递到蒸发源112和/或122加热丝114和/或124并供应电源。
[0128]
图11是对适用若干实施例的蒸镀控制装置的进行图示的示例性的示意图。
[0129]
参阅图11,与图2中的传感部300不同,管道360将被连接到传感部300-3的蒸镀测定位置机构310-3。此外,在蒸镀测定位置机构310-3内配置有蒸镀传感器340以及传感器驱动装置350。
[0130]
当适用若干实施例的图2以及图8的蒸镀控制装置通过蒸镀测定位置控制机构内的开口部选择性地使测定对象蒸镀物质通过蒸镀传感器340时,适用若干实施例的图11的蒸镀控制装置6可以通过连接到蒸镀测定位置机构310-3的管道360选择性地使测定对象蒸镀物质喷射到蒸镀传感器340。
[0131]
接下来,将通过图12对适用若干实施例的蒸镀控制装置6通过管道360选择性地使测定对象蒸镀物质喷射到蒸镀传感器340的工作进行详细的说明。
[0132]
图12是对适用若干实施例的另一蒸镀控制装置的传感部300-3进行图示的示例性的示意图。
[0133]
参阅图11以及图12,蒸镀传感器340以及传感器驱动装置350被固定,而蒸镀测定位置控制机构310-3可以向m1以及m2方向移动。作为参考,在附图中仅对旋转180度的状态进行了图示,这只是为了说明的便利,蒸镀测定位置控制机构310-3也可以旋转360度。
[0134]
在蒸镀测定位置控制机构310-3向m1以及m2方向移动时,管道360也可以向m1以及m2方向移动。即,通过蒸镀测定位置控制机构310-3的移动,可以变化管道360的位置,从而仅将测定对象蒸镀物质入射到管道360内。管道360的形态并不限定于本附图。
[0135]
例如,当蒸镀传感器340拟对从第一蒸镀源112喷射的蒸镀物质的速率或蒸镀膜厚进行测定时,通过电机驱动轴370驱动蒸镀测定位置控制机构310旋转,从而使得第一喷射路径r1通过管道360。接下来,从第一蒸镀源112喷射的蒸镀物质喷射将通过第一喷射路径r1喷射,从而可以通过管道360并与蒸镀传感器340相遇。此时,因为可供从第二蒸镀源122喷射的蒸镀物质喷射的第二喷射路径r2并不能通过管道360,因此无法与蒸镀传感器340相遇。
[0136]
即,可供从第二蒸镀源122喷射的蒸镀物质喷射的第二喷射路径r2可以与除蒸镀测定位置控制机构310-3的管道360之外的剩余区域相遇。
[0137]
又例如,当蒸镀传感器340拟对从第二蒸镀源122喷射的蒸镀物质的速率或蒸镀膜厚进行测定时,通过电机驱动轴370驱动蒸镀测定位置控制机构310旋转,从而使得第二喷射路径r2通过管道360。接下来,从第二蒸镀源122喷射的蒸镀物质喷射将通过第二喷射路径r2喷射,从而可以通过管道360并与蒸镀传感器340相遇。此时,因为可供从第一蒸镀源112喷射的蒸镀物质喷射的第一喷射路径r1并不能通过管道360,因此无法与蒸镀传感器340相遇。
[0138]
即,可供从第一蒸镀源112喷射的蒸镀物质喷射的第一喷射路径r1可以与除蒸镀测定位置控制机构310-3的管道360之外的剩余区域相遇。
[0139]
图13是适用若干实施例的图12的传感部300-3的示例性的分解图。
[0140]
参阅图13,通过电机驱动轴370的旋转,蒸镀测定位置控制机构310-3可以进行移
动。
[0141]
接下来,将参阅图14对蒸镀控制装置的其他若干实施例进行说明。因为蒸镀物质的速率测定方法与上述内容相同,因此与上述内容重复的说明将被省略,并仅以差异点为中心进行说明。
[0142]
图14是对适用若干实施例的另一蒸镀控制装置的进行图示的示例性的示意图。
[0143]
参阅图14,适用若干实施例的蒸镀控制装置7的蒸镀部100-2与图11中的蒸镀部100不同。即,在适用若干实施例的蒸镀控制装置7中,通过第一喷射路径r1喷射的蒸镀物质与通过第二喷射路径r2喷射的蒸镀物质可以从一个蒸镀源112喷射。
[0144]
适用若干实施例的蒸镀源112内包括多个加热丝。例如,蒸镀源112包括第一加热丝114以及第二加热丝124,从而分别对通过第一喷射路径r1喷射的蒸镀物质以及通过第二喷射路径r2喷射的蒸镀物质进行加热。
[0145]
适用若干实施例的蒸镀源112与第一喷嘴116以及第二喷嘴126连接,第一喷嘴116以及第二喷嘴126可以分别将通过第一喷射路径r1喷射的蒸镀物质以及通过第二喷射路径r2喷射的蒸镀物质喷射到蒸镀传感器340。
[0146]
图15是用于对适用若干实施例的另一蒸镀控制装置工作方法进行说明的示例性的流程图。
[0147]
作为参考,适用若干实施例的显示器制造方法,可以包括在图10中说明的蒸镀控制装置工作之前对基板进行移送的步骤,以及在蒸镀控制装置工作之后对基板进行送回的步骤。
[0148]
参阅图11以及图15,首先,在步骤s200中,掌握管道360的位置,从而周期性地对测定对象蒸镀物质的蒸镀速率进行测定。
[0149]
接下来,在步骤s210中,以管道360的位置为基础,决定喷射需要通过蒸镀测定位置控制机构310-3并传递到蒸镀传感器340的测定对象蒸镀物质的测定对象喷嘴,并设定用于对测定对象蒸镀物质进行测定的测定时间。
[0150]
在步骤s220中,通过控制器202计算出在所设定的测定时间之内从测定对象喷嘴喷射的蒸镀物质的蒸镀速率。
[0151]
在步骤s230中,通过控制器202以在所设定的测定时间内计算出的蒸镀物质的蒸镀速率为基础,由比例积分微分(pid)演算器212和/或222生成比例积分微分(pid)演算值。
[0152]
在步骤s240中,电源供应器214和/或224接收比例积分微分(pid)演算值并生成电源。
[0153]
通过电源供应器214和/或224生成的电源可以分别被传递到蒸发源112和/或122加热丝114和/或124并供应电源。
[0154]
图16是对通过适用若干实施例的蒸镀控制装置对蒸镀到基板上的蒸镀物质的膜厚进行测定的示例性的图表。
[0155]
参阅图1、图11以及图16,假定基板s在x轴方向上的宽度为1100mm。此外,假定在基板s下部的蒸镀部110内沿x轴方向并排相隔配置有4个蒸镀源。
[0156]
通过适用若干实施例的蒸镀控制装置,可以分别对从蒸镀部100内所包含的四个蒸镀源喷射的蒸镀物质的速率进行测定和控制。
[0157]
此时,图16中的图表,是沿着基板s的x轴方向(图16中的图表的横轴)对蒸镀到基
板上的蒸镀物质的膜厚(图16中的图表的纵轴)进行测定的示例性的图表。
[0158]
参阅所述数学式1以及数学式2,有分别与四个蒸镀源对应的比例系数k1、k2、k3、k4存在。此时,分别与四个蒸镀源对应的比例系数的比例可以是k1:k2:k3:k4=2:1:1:2。即,通过利用适用若干实施例的蒸镀控制装置独立地对分别从四个蒸镀源喷射的蒸镀物质的速率进行测定和控制,可以使得蒸镀膜厚的均一性以膜厚的平均值为基准达成
±
2%以内的结果。
[0159]
图17是对通过现有的蒸镀控制装置对蒸镀到基板上的蒸镀物质的膜厚进行测定的另一示例性的图表。
[0160]
参阅图17,基板的x轴方向上的宽度为1100mm。此外,假定在基板下部的蒸镀部内沿x轴方向并排相隔配置有4个蒸镀源。
[0161]
通过现有的蒸镀控制装置,可以分别对从蒸镀部内所包含的四个蒸镀源喷射的蒸镀物质的速率进行测定和控制。
[0162]
此时,图17中的图表对四个蒸镀源中的某一个蒸镀源的蒸镀速率进行测定和控制。此外,可以向剩余的三个蒸镀源施加与施加到所述某个蒸镀源的电力值成一定比例的电力值。
[0163]
图17中的图表,是在按照如上所述的条件将蒸镀物质蒸镀到基板的情况下,沿着基板的x轴方向(图17中的图表的横轴)对蒸镀到基板上的蒸镀物质的膜厚(图17中的图表的纵轴)进行测定的示例性的图表。
[0164]
即,通过利用现有的蒸镀控制装置对分别从四个蒸镀源喷射的蒸镀物质的速率进行测定和控制,可以使得蒸镀膜厚的均一性以膜厚的平均值为基准达成
±
5%以内的结果。
[0165]
借此可以确认,通过图16观察到的利用适用若干实施例的蒸镀控制装置测定到的蒸镀膜厚的均一性与通过图17观察到的利用现有的蒸镀控制装置测定到的蒸镀膜厚的均一性相比更加均匀。
[0166]
在上述内容中参阅附图对本发明的实施例进行了详细的说明,但是本发明并不限定于所述实施例,而是可以以多种不同的形态制造,具有本发明所属技术领域之一般知识的人员应该可以理解,本发明可以在不对其技术思想或必要特征进行变更的情况下以其他具体的形态实施。因此,在上述内容中记述的实施例在所有方面仅为示例性目的而非限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1