AM装置及AM方法与流程
am装置及am方法
技术领域
1.本技术涉及am装置及am方法。本技术主张基于2020年5月20日提出申请的日本专利申请第2020-88239号的优先权。此外,本技术主张基于2020年8月14日提出申请的日本专利申请第2020-137004号的优先权。日本专利申请第2020-88239号和日本专利申请第2020-137004号的包含说明书、专利要求保护的范围、附图以及摘要的所有公开内容通过参照被整体援用于本技术。
背景技术:
2.根据显示三维物体的计算机上的三维数据直接对三维物体进行造形的技术是已知的。例如,已知有additive manufacturing(am)(增材制造)法。作为一例,作为沉积方式的am法,有定向能量沉积(ded)。ded是通过一边局部供给金属材料,一边使用适当的热源将金属材料与基材一起熔融、凝固来进行造形的技术。此外,作为am法的一例,有粉末床熔融(pbf)。pbf对二维地铺设的金属粉体向进行造形的部分照射作为热源的激光光束、电子光束,通过使金属粉体熔融、凝固或烧结来对三维物体的各层进行造形。在pbf中,通过重复这样的工序,能够对所期望的三维物体进行造形。
3.现有技术文献
4.专利文献
5.专利文献1:美国专利第4724299号说明书
6.专利文献2:日本特表2019-500246号公报
技术实现要素:
7.发明要解决的技术问题
8.也可以在如pbf那样二维地铺设金属粉体之后,使用ded喷嘴对金属粉体照射激光光束,对三维物体的各层进行造形。但是,在这样的情况下,ded喷嘴一般一边从ded喷嘴供给作为材料的粉末、气体,一边进行造型,因此,吹飞预先铺设的金属粉体,使预定的造形变得困难。本技术的一个目的在于,提供一种为了使用ded喷嘴来对预先铺设的粉末材料进行造形的技术。
9.此外,在通过上述的ded、pbf进行造形的情况下,为了降低造形场所的氧浓度,有时用非活性气体吹扫造形场所附近。若此时吹扫气体的流速较大,则可能扰乱例如ded的材料粉末和运载气体的流动,使造形不稳定。此外,若在pbf使用吹扫气体,则可能吹飞预先铺设的材料粉末,使预定的造形变得困难。另一方面,若吹扫气体的流速较小,则可能无法充分地排除造形场所的氧。本技术的另一个目的在于,提供一种用于在通过am法进行造形时适当地维持吹扫气体的流速并充分地降低造形场所的氧浓度的am装置的结构。
10.用于解决技术问题的技术手段
11.根据一个实施方式,提供一种用于制造造形物的am装置,所述am装置具有ded喷嘴,所述ded喷嘴具有:ded喷嘴主体;激光口和激光通路,该激光口设置于所述ded喷嘴主体
的顶端,用于射出激光,该激光通路与所述激光口连通,用于供激光在所述ded喷嘴主体内通过;以及粉体口和粉体通路,该粉体口设置于所述ded喷嘴主体的顶端,用于射出粉体材料,该粉体通路与所述粉体口连通,用于供粉体材料在所述ded喷嘴主体内通过,所述am装置还具有罩,该罩包围所述ded喷嘴的所述激光口和所述粉体口的周围,并且在所述激光的射出方向的下游侧开口,所述罩具有用于向所述罩的内侧供给气体的气体供给路,所述气体供给路的朝向被决定为,朝向所述ded喷嘴主体引导气体。
12.提供一种用于制造制造物的am装置,所述am装置具有ded喷嘴,所述ded喷嘴具备:ded喷嘴主体;激光口和激光通路,该激光口设置于所述ded喷嘴主体的顶端,用于射出激光,该激光通路与所述激光口连通,用于供激光在所述ded喷嘴主体内通过;以及粉体口和粉体通路,该粉体口设置于所述ded喷嘴主体的顶端,用于射出粉体材料,该粉体通路与所述粉体口连通,用于供粉体材料在所述ded喷嘴主体内通过,所述am装置还具有罩,该罩包围所述ded喷嘴的所述激光口和所述粉体口的周围,并且在所述激光的射出方向的下游侧开口,所述罩具有用于向所述罩的内侧供给气体的气体供给路,所述气体供给路的朝向被决定为,整体朝向所述ded喷嘴主体引导气体,所述气体供给路包含格子结构层。
附图说明
13.图1是示意性地表示一个实施方式的、用于制造造形物的am装置的图。
14.图2是示意性地表示一个实施方式的ded喷嘴的剖面的图。
15.图3是示意性地表示一个实施方式的ded喷嘴的剖面的图。
16.图4是从上方观察图3所示的罩的概略图。
17.图5是从上方观察一个实施方式的罩的概略图。
18.图6是表示一个实施方式的罩的剖视图。
19.图7是表示一个实施方式的罩的剖视图。
20.图8是示意性地表示一个实施方式的am装置的俯视图。
21.图9表示一个实施方式的、通过am装置进行造形的方法的流程图。
22.图10是示意性地表示一个实施方式的、通过am装置对轮廓造形时的情形的侧视图。
23.图11是示意性地表示一个实施方式的、向轮廓的内侧供给粉体材料时的情形的侧视图。
24.图12是示意性地表示一个实施方式的、对被供给的材料粉末的上表面造形时的情形的侧视图。
25.图13是示意性地表示一个实施方式的、通过am装置造形的造形物的剖视图。
26.图14是示意性地表示一个实施方式的用于制造造形物的am装置的图。
27.图15是示意性地表示一个实施方式的ded喷嘴的剖面的图。
28.图16是示意性地表示一个实施方式的、安装于ded喷嘴的罩的剖面的图。
29.图17是从斜上方观察图16所示的罩的立体图。
30.图18是从上方观察图16所示的罩的一部分的俯视图。
31.图19是单独表示一个实施方式的内罩的立体图。
具体实施方式
32.以下,与附图一起说明本发明涉及的用于制造造形物的am装置的实施方式。在附图中,对相同或类似的要素标注相同或类似的参照符号,在各实施方式的说明中,有时省略对于相同或类似的要素的重复说明。此外,各实施方式所示的特征只要没有互相矛盾,也可以应用于其他的实施方式。
33.图1是概略性地表示一个实施方式的用于制造造形物的am装置的图。如图1所示,am装置100具备底板102。在底板102上对造形物m造形。底板102可以是由能够支承造形物m的任意的材料形成的板。在一个实施方式中,底板102配置于xy台104上。xy台104是能够在水平面内正交的两个方向(x方向、y方向)上移动的台104。另外,xy台104也可以与能够在高度方向(z方向)上移动的提升机构连结。此外,在一个实施方式中,也可以没有xy台104。
34.在一个实施方式中,如图1所示,am装置100具备ded头200。ded头200与激光源202、材料粉体源204以及气体源206连接。ded头200具有ded喷嘴250。ded喷嘴250构成为,喷射来自激光源202、材料粉体源204及气体源206的激光、材料粉体及气体。在一个实施方式中,如图1中所示,在ded喷嘴250安装有罩300。罩300构成为包围ded喷嘴250的喷射口周围。
35.ded头200可以是任意的,例如能够使用公知的ded头。ded头200与移动机构220连结,且构成为能够移动。移动机构220可以是任意的,例如可以是能够使ded头200沿着轨道等特定的轴移动的机构,或者也可以由能够使ded头200向任意的位置和朝向移动的机器人构成。作为一个实施方式,移动机构220可以构成为,能够使ded头200沿着正交的三轴移动。
36.图2是示意性地表示一个实施方式的ded喷嘴250的剖面的图。图示的实施方式的ded喷嘴250是整体呈截头圆锥形状的ded喷嘴主体259。图示的实施方式的ded喷嘴250在ded喷嘴主体259的中心具有供激光251通过的第一通路252。通过了第一通路252的激光从ded喷嘴主体259的激光口252a射出。此外,ded喷嘴主体259在第一通路252的外侧具备供材料粉体和用于输送材料粉体的运载气体通过的第二通路254。通过了第二通路254的材料粉体从粉体口254a放出。而且,ded喷嘴主体259在第二通路254的外侧具备供保护气体通过的第三通路256。通过了第三通路256的保护气体从气体口256a放出。
37.第二通路254构成为,使从ded喷嘴250排出的材料粉体收敛于与激光251的聚光点251a实质上相同的位置。另外,在图2中用虚线表示材料粉体和运载气体的流动。运载气体可以是例如氩气、氮气等非活性气体。作为运载气体,更优选使用比空气重的氩气。另外,通过将非活性气体用于运载气体,能够通过用非活性气体覆盖材料粉体熔融而形成的熔融池来防止氧化。但是,由于从粉体口254a放出的运载气体的流动,其外侧的空气可能被卷入。因此,图2所示的ded喷嘴250通过从配置于供粉体材料和运载气体排出的第二通路254的外侧的第三通路256以低速供给保护气体,能够防止周围的空气卷入。通过利用运载气体防止周围的空气(尤其是氧)卷入,能够抑制在造形时生成金属氧化膜,此外,能够形成润湿性良好的熔融池。在图2中,用箭头示出保护气体的流动。
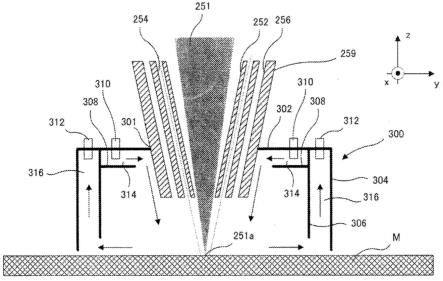
38.图3是示意性地表示一个实施方式的ded喷嘴250的剖面的图。图3所示的ded喷嘴250是在图2所示的ded250安装有罩300。图4是从上方观察图3所示的罩300的概略图。为了使图示清晰,在图4中表示为省略ded喷嘴250。
39.如图3所示,罩300是覆盖ded喷嘴250的顶端的侧表面且下侧开放的形状。如图3所示,罩300具备上表面302和从上表面302的端部向下方延伸的外壁304。如图3所示,ded喷嘴
250的顶端通过在罩300的上表面302的中心附近形成的中心孔301而位于罩300的内侧。即,通过了ded喷嘴250的激光、粉体材料及气体在罩300的内侧放出。外壁304的下端构成为与ded喷嘴250的激光的聚光点251a相同程度的高度。
40.图3所示的实施方式的罩300在外壁304的内侧具备从上表面302向下方延伸的纵内壁306。此外,罩300在上表面302的下方具备横内壁308,该横内壁308与上表面302平行地从纵内壁306向内侧延伸。如图3所示,在上表面302的靠近纵内壁306的内侧具备气体供给口310。在一个实施方式中,如图4所示,多个气体供给口310被配置为包围ded喷嘴250。此外,罩300在上表面302的靠近纵内壁306的外侧具备气体排出口312。在一个实施方式中,如图4所示,多个气体排出口312被配置为包围ded喷嘴250。气体供给口310与气体供给源连接,能够从气体供给口310向罩300内供给气体。被供给的气体可以是例如氩气、氮气等非活性气体。此外,向气体供给口310的气体供给源也可以使用与从上述的ded喷嘴250供给的气体源206相同的气体源。
41.在图3所示的实施方式中,从气体供给口310供给至罩300内的气体通过由上表面302、纵内壁306及横内壁308划定的气体供给路314被导向ded喷嘴250。在图3所示的实施方式中,气体供给路314与罩300的上表面302平行,但作为其他的实施方式,气体供给路314只要大致朝向ded喷嘴主体259,也可以不一定与上表面302平行。通过了气体供给路314的气体与ded喷嘴主体259接触,流向ded喷嘴主体259的顶端。流到ded喷嘴主体259的顶端的气体朝向造形对象物m,沿着造形对象物m流向外侧。沿着造形对象物m流到外侧的气体与罩300的外壁304接触,之后向上方流动,通过由外壁304和纵内壁306划定的气体排出路316,从气体排出口312排出。
42.在图3所示的实施方式中,能够利用罩300而使被从ded喷嘴250照射激光251而造形的部分被非活性气体充满,能够防止造形部位氧化。此外,由于能够将被非活性气体充满的区域限定于罩300内,因此能够抑制非活性气体的使用量。
43.图5是从上方观察一个实施方式的罩300的概略图。图5所示罩300与图4所示的罩不同,其上表面302是圆形的,但其他部分是与图3和图4所示的罩实质上相同的结构。在图5所示的罩300中,对于与图4所示的罩相同的要素标注相同的符号,因此省略详细说明。另外,在图4、5中,气体供给口310和气体排出口312的数量和配置是例示,可以设置为任意的数量和配置。
44.图6表示一个实施方式的罩300的剖视图。图6所示的实施方式的罩300在一部分(图6的左侧)与图3的罩300同样地具备将从气体供给口310供给的气体朝向内侧引导至ded喷嘴主体259的气体供给路314。此外,图6所示的罩300在一部分(图6的右侧)具备将从气体供给口310供给的气体朝向外壁304引导的气体供给路314。如图6所示,被朝向外壁304引导的气体沿着外壁304朝向下方,然后沿着从外壁304的端部朝向内侧延伸的外壁延长部318被引导向内侧。在图6所示的罩300中,上表面302可以是四边形也可以是圆形。
45.图7是表示一个实施方式的罩300的剖视图。图7所示的实施方式的罩300在一部分(图7的左侧)与图3的罩300同样地具备将从气体供给口310供给的气体朝向内侧引导至ded喷嘴250的气体供给路314。图7所示的罩300在一部分(图7的右侧)具备将从气体供给口310供给的气体向外壁304引导的气体供给路314。被朝向外壁304引导的气体由于罩300的外壁304、纵内壁306、外壁延长部318以及从纵内壁306的顶端向内侧延伸的纵内壁延长部320而
通过罩300的外壁304的内侧被导向下方,然后通过外壁延长部318和纵内壁延长部320的内侧被引导向ded喷嘴250的激光的聚光点251a。
46.在一个实施方式中,如图1所示,am装置100具备用于供给造形对象物的材料的粉体供给头400。粉体供给头400具备材料供给喷嘴450,该材料供给喷嘴450用于排出作为造形对象物的材料的粉末,例如金属粉末。材料供给喷嘴450与作为造形对象物的材料的粉末的供给源402和气体源404连接。因此,能够从材料供给喷嘴450供给材料粉末和气体。从材料供给喷嘴450与材料粉末一起供给的气体优选是非活性气体,更优选是比空气重的非活性气体。例如,作为非活性气体,可以采用氩气。通过采用比空气重的非活性气体,能够用非活性气体填充从材料供给喷嘴450供给的材料粉末的间隙。因此,在通过激光照射进行造形时,能够抑制造形物的氧化。
47.如图1所示,粉体供给头400也可以具备用于使被供给的材料粉末均匀的叶片406。叶片406在供给材料粉末时的粉体供给头400的移动方向(图1的左方向)上配置于材料供给喷嘴450的后方。
48.如图1所示,粉体供给头400具备气体供给喷嘴408,该气体供给喷嘴408用于从被供给的材料粉末的上方供给非活性气体。从气体供给喷嘴408供给的气体的流量优选不会吹飞被供给的材料粉末的程度的小流量。
49.在一个实施方式中,粉体供给头400具备覆盖气体供给喷嘴408的气体供给口的多孔质体410。因此,从气体供给喷嘴408供给的非活性气体通过多孔质体410缓慢地供给至被供给的材料粉末的上方,并且能够抑制材料粉末被吹飞。多孔质体410的孔径、厚度被设定为从多孔质体410供给均匀且微细地分散的气体。在一个实施方式中,多孔质体410的平均孔径优选为材料粉末的平均粒径的1/2以下,更优选为1/10以下。在一个实施方式中,多孔质体410也可以使用零售的,例如,作为一例,能够使用由日本钨合金有限公司(日语:日本
タングステン
株式会社)贩卖的多孔陶瓷。
50.在一个实施方式中,多孔质体410的下表面可以被设置为与叶片406的下表面大致相同的高度。通过将多孔质体410的下表面设置为与叶片406的下表面大致相同的高度,能够在通过叶片406使被供给的材料粉末均匀之后,进一步通过从多孔质体410供给的气体非接触式地使材料粉末均匀。在该情况下,多孔质体410不接触材料粉末,因此,能够延长多孔质体410的寿命。另外,在图1的实施方式中,多孔质体410的下表面被设置为与叶片406的下表面大致相同的高度,但作为其他实施方式,也可以使多孔质体410的下表面在比叶片406的下表面高的位置。
51.另外,从气体供给喷嘴408供给的非活性气体可以是比空气重的气体,例如是氩气。通过向被供给的材料粉末的上方供给比空气重的非活性气体,能够降低残留在材料粉末层内的氧浓度,此外,能够用非活性气体覆盖被供给的材料粉末,能够在造形时抑制造形物的氧化。
52.粉体供给头400可以是具备上述特征的任意的构件,例如可以使用公知的粉体供给头。粉体供给头400与移动机构420连结,构成为能够移动。移动机构420可以是任意的机构,例如,可以是能够沿着轨道等特定的轴移动粉体供给头400的机构,或者,也可以由能够使粉体供给头400向任意的位置和朝向移动的机器人构成。
53.图8是示意性地表示一个实施方式的am装置100的俯视图。尤其是,图8概略地示出
ded头200和粉体供给头400的移动机构。在图8所示的实施方式中,ded头200的移动机构构成为能够使ded头200沿着正交的三轴移动。在图8所示的实施方式中,ded头200的移动机构220具备沿着x轴延伸的第一轨道222和沿着y轴延伸的第二轨道224。此外,第二轨道224以能够在第一轨道222上移动的方式搭载于第一轨道222上。ded头200以能够在第二轨道224上移动的方式搭载于第二轨道224上。因此,ded头200能够移动至与底板102平行的xy平面上的任意的位置。此外,ded头200构成为能够在z方向上移动,能够相对于底板102调整ded头200的高度。
54.在图8的实施方式中,搭载有两个ded头200的第二轨道224搭载于两个第一轨道222。图8中的ded头200的数量是示例,可以将任意数量的ded头200使用于am装置100。此外,在使用多个ded头200的情况下,可以使用相同的ded头200,也可以使用不同的ded头200。
55.在一个实施方式中,如图8所示,粉体供给头400的移动机构420具备沿着x轴延伸的第三轨道422。粉体供给头400以能够在第三轨道422上移动的方式搭载于第三轨道422上。通过一边在第三轨道422上移动一边从粉体供给头400供给材料粉体,能够将材料粉体供给至底板102上的任意的位置。
56.一个实施方式的am装置100如图1所示具有控制装置170。控制装置170构成为,对am装置100的各种动作机构、例如上述的ded头200、粉体供给头400、各种动作机构220、420等的动作进行控制。控制装置170可以由一般的计算机或专用计算机构成。
57.图9是表示一个实施方式的、通过am装置进行造形的方法的流程图。在一个实施方式中,通过本说明书所公开的方法,能够对如图13所示的在内部具有空洞的造形物m进行造形。图13所示的造形物是具有轮廓m1和桥接轮廓m1的上盖m2的结构。
58.在一个实施方式的造形方法中,首先,对造形对象物的轮廓m1进行造形(s100)。在对轮廓m1进行造形时,使用ded头200。ded头200可以使用任意的构件,可以使用在本说明书中公开的任意的ded头200,此外,也可以使用除了本说明书中公开的ded头200以外的其他的ded头。图10是示意性地表示通过am装置100对轮廓m1进行造形时的情形的侧视图。在使用本说明书中公开的ded头200对轮廓m1进行造形的情况下,一边通过ded喷嘴250的第二通路254供给材料粉体和运载气体,一边通过第一通路252向造形点照射激光251。此外,在造形时,通过第三通路256向造形点供给保护气体。运载气体和保护气体可以使用例如非活性气体的氩气。使用非活性气体作为运载气体,并使用保护气体,由此,能够防止造形物的氧化,能够进行稳定的造形。
59.在对造形对象物的轮廓m1进行造形后,向轮廓m1的内侧供给粉体材料(s102)。粉体材料的供给使用上述的粉体供给头400进行。图11是示意性地表示向轮廓m1的内侧供给粉体材料时的情形的侧视图。在一个实施方式中,从粉体供给头400的材料供给喷嘴450向轮廓m1的内侧同时供给材料粉末和比空气重的非活性气体。此外,由于一边移动材料供给喷嘴450一边供给材料粉末,因此,能够由配置于材料供给喷嘴450的后方的叶片406使供给的材料粉末以达到均匀的高度的方式变得均匀。另外,通过配置于叶片406的后方的气体供给喷嘴408和多孔质体410,能够使材料粉末进一步均匀。此外,由于从材料供给喷嘴450同时供给材料粉末和比空气重的非活性气体,因此,材料粉末的间隙被非活性气体填满。此外,在从材料供给喷嘴450供给材料粉末时,通过从材料供给喷嘴450和配置于叶片406的后方的气体供给喷嘴408供给比空气重的非活性气体,能够用非活性气体覆盖变得均匀的材
料粉末的上方。
60.在向造形对象物的轮廓m1的内侧供给材料粉体后,对被供给的材料粉末的上表面进行造形(s104)。通过对被供给的材料粉末的上表面进行造形,能够对桥接轮廓m1的上盖m2进行造形。在本实施方式中,仅对供给至轮廓m1的内侧的材料粉末的表层进行造形而对上盖m2造形,在上盖m2的下方残留有被供给的材料粉末。材料粉末的上表面的造形能够使用本说明书中公开的ded头200来进行。图12是示意性地表示对被供给的材料粉末的上表面进行造形时的情形的侧视图。在对被供给的材料粉末的上表面进行造形时,从ded喷嘴250的第一通路252向材料粉末的上表面照射激光。但是,此时,不从第二通路254供给运载气体和材料粉末。此外,也不从第三通路256供给保护气体。这是为了防止运载气体和保护气体从ded喷嘴250吹飞预先供给的材料粉末。在一个实施方式中,也可以从ded喷嘴250的第三通路256供给保护气体。但是,在从ded喷嘴250的第三通路256供给保护气体的情况下,以不会吹飞预先供给的材料粉末的流量进行供给。例如,以比对轮廓m1造形时的保护气体的流量小的流量进行供给。
61.另一方面,在对材料粉末的上表面造形时,从罩300的气体供给口310(参照图3等)供给非活性气体,ded喷嘴250的顶端和造形点的周围被非活性气体覆盖。因此,能够将造形点的氧浓度维持在较低的状态。此外,由于不直接向被供给的材料粉末吹送气体,因此,能够防止吹飞材料粉末。在一个实施方式中,如图3所示,从罩300的气体供给口310导入的气体经由气体供给路314导向ded喷嘴主体259。气体在朝向与造形面平行的方向的状态下被导入罩300的内部,能够防止吹飞预先供给的材料粉末。
62.另外,优选的是,在为了对上盖m2造形而开始材料粉末的上表面的造形时,使轮廓m1与材料粉末的边界处的轮廓m1的部分局部地熔融而形成融化池,之后,使激光向材料粉末的方向移动。通过这样,材料粉末的熔融物容易与轮廓m1的局部的熔融部相连,容易实现稳定的造形。此外,在结束材料粉末的上表面的造形时,即,在对材料粉末的上表面造形而将上盖m2部分与相反侧的轮廓m1结合时,同样使轮廓m1与材料粉末的边界处的轮廓m1的部分局部地熔融而形成融化池,之后,使激光向材料粉末的方向移动,由此,能够得到与开始时同样的效果。
63.在对材料粉末的上表面造形而完成上盖m2后,如果有必要,则在此基础上进行进一步的造形,完成整体的造形。最后,通过除去没有造形的残留的材料粉末,能够得到图13所例示那样的在内部具备空洞的造形物m。一般,在通过am法对内部具有空洞的结构进行造型的情况下,为了对上盖m2的部分造形而使用对上盖m2部分进行支承的支承部件。但是,根据上述的方法,材料粉末被供给至轮廓m1的内侧而发挥作为支承部件的效果,因此,即使不使用支承部件,也能够通过am法对内部具有空洞的结构进行造形。此外,ded喷嘴一般构成为能够通过机器人机构移动至任意的位置和角度。在上述的实施方式的am装置和造形方法中,利用能够使ded喷嘴250在正交的三轴上移动的结构,能够对内部具有空洞的结构进行造形,不需要复杂的机器人作为ded喷嘴250的移动机构。
64.在上述的实施方式中,使用ded头200进行造形吗,但在其他的实施方式中,也可以在造形工序的一部分中使用pbf。此外,在一个实施方式中,am装置100也可以具备追加到ded头200的用于进行pbf的pbf头。此外,上述的轮廓m1的全部或一部分也可以不通过am法造形。例如,也可以将已经通过其他方法成型的部件用作轮廓m1,此外,也可以对已经通过
其他方法成型的部件进行按照am法的加工而形成轮廓m1。
65.图14是示意性地表示一个实施方式的、用于制造造形物的am装置的图。如图14所示,am装置2-100具备底板2-102。在底板2-102上对造形物m进行造形。底板2-102可以是由能够支承造形物m的任意的材料形成的板。在一个实施方式中,底板2-102配置于xy台2-104上。xy台2-104是能够在水平面内正交的二方向(x方向、y方向)上移动的台2-104。另外,xy台2-104也可以与能够在高度方向(z方向)上移动的提升机构连结。此外,在一个实施方式中,也可以没有xy台2-104。
66.在一个实施方式中,如图14所示,am装置2-100具备ded头2-200。ded头2-200与激光源2-202、材料粉体源2-204以及气体源2-206连接。ded头2-200具有ded喷嘴2-250。ded喷嘴2-250构成为,喷射来自激光源2-202、材料粉体源2-204以及气体源2-206的激光、材料粉体以及气体。在一个实施方式中,如图14所示,在ded喷嘴2-250安装有罩2-300。罩2-300构成为包围ded喷嘴2-250的喷射口的周围。
67.ded头2-200可以是任意的,例如能够使用公知的ded头。ded头2-200与移动机构2-220连结,且构成为能够移动。移动机构2-220可以是任意的,例如可以是能够使ded头2-200沿着轨道等特定的轴移动的机构,或者也可以由能够使ded头2-200向任意的位置和朝向移动的机器人构成。作为一个实施方式,移动机构2-220可以构成为,能够使ded头2-200沿着正交的三轴移动。
68.一个实施方式的am装置2-100如图14所示具有控制装置2-170。控制装置2-170构成为,对am装置2-100的各种的动作机构、例如上述的ded头2-200、各种的动作机构等的动作进行控制。控制装置2-170可以由一般的计算机或专用计算机构成。
69.图15是示意性地表示一个实施方式的ded喷嘴2-250的剖面的图。根据图示的实施方式的ded喷嘴2-250具备整体呈切头圆锥形状的ded喷嘴主体2-259。图示的实施方式的ded喷嘴2-250在ded喷嘴主体2-259的中心具备供激光2-251通过的激光通路2-252。通过了激光通路2-252的激光从ded喷嘴主体2-259的激光口2-252a射出。此外,ded喷嘴主体2-259在激光通路2-252的外侧具备供材料粉体和用于输送材料粉体的运载气体通过的粉体通路254。通过了粉体通路2-254的材料粉体从粉体口2-254a放出。另外,ded喷嘴主体2-259在粉体通路2-254的外侧具备供保护气体通过的保护气体通路2-256。通过了保护气体通路2-256的保护气体从气体口2-256a放出。
70.粉体通路2-254构成为,从ded喷嘴2-250排出的材料粉体收敛于与激光2-251的聚光点2-251a实质上相同的位置。另外,在图15中,用虚线表示材料粉体和运载气体的流动。运载气体可以是例如氩气、氮气等非活性气体。作为运载气体,更优选使用比空气重的氩气。另外,通过将非活性气体用于运载气体,从而通过非活性气体覆盖材料粉体熔融而形成的熔融池,由此,能够防止氧化。但是,由于从粉体口2-254a放出的运载气体的流动,在其外侧的空气可能被卷入。于是,图15所示的ded喷嘴2-250从配置于排出粉体材料和运载气体的粉体通路2-254的外侧的保护气体通路2-256以低速供给保护气体,由此,能够防止周围的空气被卷入。通过利用运载气体防止周围的空气(尤其是氧)被卷入,能够在造形时抑制金属氧化膜生成,此外,能够形成润湿性良好的熔融池。在图15中,保护气体的流动如箭头所示。另外,保护气体可以是与运载气体相同种类的气体。
71.图16是示意性地表示一个实施方式的安装于ded喷嘴2-250的罩2-300的剖面的
图。图17是从斜上方观察图16所示的罩2-300的立体图。图18是从上方观察图16所示的罩2-300的一部分的俯视图。
72.如图16、17所示,罩2-300具备内罩2-302和外罩2-304。内罩2-302是大致圆筒形状,内罩2-302的下侧开放。内罩2-302被配置为包围ded喷嘴2-250的激光口2-252a、粉体口2-254a、气体口2-256a。外罩2-304被配置为隔开间隔地包围内罩2-302,且是直径比内罩2-302大的大致圆筒形状。外罩2-304也与内罩2-302同样地下侧开放。
73.内罩2-302与外罩2-304通过连结部件2-306连结。连结部件2-306是从内罩2-302向外侧延伸的突起。通过该突起与形成于外罩2-304的凹部嵌合而将内罩2-302与外罩2-304连结。
74.在图16所示的实施方式中,罩2-300具备第一上罩2-310和第二上罩2-312。第一上罩2-310与内罩2-302的上端部连结。另外,内罩2-302和第一上罩2-310可以是一体式的结构物,也可以是将作为不同部件而形成的部件连结而成的结构物。第二上罩2-312配置于第一上罩2-310的上方。
75.第一上罩2-310和第二上罩2-312具备用于供ded喷嘴2-250的喷嘴主体2-259通过的中心孔2-320。如图16所示,中心孔2-320比喷嘴主体2-259的直径大,喷嘴主体2-259的侧表面与第一上罩2-310和第二上罩2-312不接触。如图16所示,通过使喷嘴主体2-259的肩部2-257与第二上罩2-312卡合,由此,能够以喷嘴主体2-259的侧表面与第一上罩2-310和第二上罩2-312不接触,ded喷嘴2-250的顶端配置于罩2-300的内侧的方式将罩2-300定位于ded喷嘴2-250。
76.在第一上罩2-310与第二上罩2-312之间划分出气体供给路2-314。在第二上罩2-312设置有用于向气体供给路2-314供给吹扫气体的气体供给口2-316。气体供给口2-316配置于第二上罩2-312的外侧附近,即靠近内罩2-302。从气体供给口2-316供给的吹扫气体通过气体供给路2-314,整体朝向ded喷嘴2-250流动。如上所述,由于在第一上罩2-310和第二上罩2-312的中心孔2-320与喷嘴主体2-259的侧表面之间有间隙,因此,通过了气体供给路2-314的吹扫气体朝向喷嘴主体2-259的侧表面被供给,此外,向被内罩2-302和第一上罩2-310包围的空间内供给吹扫气体。
77.另外,从气体供给口2-316供给的吹扫气体可以是例如氩气、氮气等非活性气体。吹扫气体更优选使用比空气重的氩气。作为从气体供给口2-316供给的吹扫气体,可以使用与上述的运载气体和保护气体相同种类的气体。
78.在一个实施方式中,气体供给路2-314包含格子结构层2-330。在一个实施方式中,格子结构层2-330具备配置于气体供给路2-314的多个柱2-332。在图16所示的实施方式中,多个柱2-332是从第一上罩2-310朝向第二上罩延伸的圆柱形状的柱2-332。在一个实施方式中,具备多个柱2-332的第一上罩2-310由am法或其他的任意的方法造形。此外,在一个实施方式中,也可以通过am法或其他任意的方法对具备多个柱2-332的第二上罩2-312造形。或者,也可以通过包含am法的任意的方法,将具备多个柱2-332的格子结构层2-330作为与第一上罩2-310和第二上罩2-312不同的部件进行造形。
79.在一个实施方式中,多个柱2-332被配置为,在气体供给路2-314的入口侧变疏,在出口侧变密。例如,如图18所示,通过设置多个沿半径方向排列的多个柱2-332的列,能够成为在气体供给路2-314的出口侧即半径方向内侧柱2-332变密,在配置有气体供给口2-316
的半径方向外侧柱2-332变疏的结构。在图18所示的实施方式中,柱2-332的剖面是圆形,作为其他的实施方式,柱2-332的剖面形状可以是四边形、三角形等多边形,或者是十字形等任意的形状。
80.在上述的实施方式中,由于气体供给路2-314包含格子结构层2-330,因此,吹扫气体一边在格子结构层2-330中扩散一边通过气体供给路2-314,从第一上罩2-310和第二上罩2-312的中心孔2-320朝向ded喷嘴2-250缓慢地供给从气体供给口2-316供给的吹扫气体。因此,能够一边适当地降低吹扫气体的流速,一边利用罩2-300降低造形场所的氧浓度。
81.在一个实施方式中,罩2-300具备用于冷却罩2-300的冷却机构。图19是单独表示内罩2-302的立体图。在一个实施方式中,图16所示,内罩2-302具备用于使制冷剂在内部流动的制冷剂通路2-340。制冷剂通路2-340在圆筒形的内罩2-302沿圆周方向延伸。此外,罩2-300具备用于向制冷剂通路2-340供给制冷剂的制冷剂供给口2-342。在图16所示的实施方式中,制冷剂供给口2-342可以是形成在连结上述内罩2-302与外罩2-304的一个连结部件2-306的开口。此外,内罩2-302具备用于从制冷剂通路2-340排出制冷剂的制冷剂排出口2-344。在图19所示的实施方式中,制冷剂排出口2-344形成于内罩2-302的上端。
82.制冷剂供给口2-342和制冷剂排出口2-344与具备未图示的热交换机、泵等的制冷剂供给线路连结。从制冷剂供给口2-342供给的制冷剂通过形成于内罩2-302的制冷剂通路2-340,从制冷剂排出口2-344排出。利用通过制冷剂通路2-340的制冷剂冷却内罩2-302。
83.在使用具备罩2-300的ded喷嘴2-250进行造形的情况下,向造形对象物m照射的激光的反射能量由ded喷嘴2-250和罩2-300、尤其是内罩2-302接收。此外,由于通过非活性气体对罩2-300内进行吹扫,因此,气体的流动在罩2-300内的ded喷嘴2-250的周围变缓。因此,在造形时ded喷嘴2-250、罩2-300的温度容易上升,可能使造形不稳定。如上述的实施方式那样,通过将冷却机构设置于罩2-300,能够在造形时抑制ded喷嘴2-250、罩2-300的温度上升。另外,作为制冷剂,可以采用例如纯水、其他的液体。
84.在一个实施方式中,也可以在制冷剂通路2-340的壁面设置凹凸。通过在制冷剂通路的壁面设置凹凸,能够增大制冷剂的热交换面积,提高制冷剂的利用效率。此外,在一个实施方式中,制冷剂通路2-340也可以是具备格子结构的通路。格子结构只要能够增大制冷剂通路2-340内的热交换面积即可,例如可以是配置于制冷剂通路2-340内的多个柱结构,也可以将制冷剂通路2-340的内部设为网格结构。
85.在一个实施方式中,具备制冷剂通路2-340的内罩2-302可以由任意的金属或塑料等材料,通过am法或其他任意的方法进行制造。
86.此外,在一个实施方式中,也可以是,冷却机构不使用制冷剂和制冷剂通路,而使用珀尔帖元件等冷却元件。例如,可以将珀尔帖元件安装于内罩2-302、ded喷嘴2-250。
87.在一个实施方式中,也可以在ded喷嘴2-250或内罩2-302设置温度计。在一个实施方式中,根据由温度计测定的温度控制冷却机构,由此,能够将ded喷嘴2-250或内罩2-302的温度维持为恒定。
88.从上述的实施方式至少掌握以下的技术思想。
89.[方式1]根据方式1,提供一种用于制造制造物的am装置,所述am装置具有ded喷嘴,所述ded喷嘴具有:ded喷嘴主体;激光口和激光通路,该激光口设置于所述ded喷嘴主体的顶端,用于射出激光,该激光通路与所述激光口连通,用于供激光在所述ded喷嘴主体内
通过;以及粉体口和粉体通路,该粉体口设置于所述ded喷嘴主体的顶端,用于射出粉体材料,该粉体通路与所述粉体口连通,用于供粉体材料在所述ded喷嘴主体内通过,所述am装置还具有罩,该罩包围所述ded喷嘴的所述激光口和所述粉体口的周围,并且在所述激光的射出方向的下游侧开口,所述罩具有用于向所述罩的内侧供给气体的气体供给路,所述气体供给路的朝向被决定为,朝向所述ded喷嘴主体引导气体。
[0090]
[方式2]根据方式2,在根据方式1的am装置中,所述罩具有用于使存在于所述罩的内侧的气体从所述罩排出的排出路。
[0091]
[方式3]根据方式3,在根据方式2的am装置中,所述罩的所述排出路的朝向被决定为,在所述罩的侧壁的内侧朝向上方引导气体。
[0092]
[方式4]根据方式4,在根据方式1至方式3中任意一个方式的am装置中,所述罩具有第二气体供给路,该第二气体供给路的朝向被决定为,从与激光的射出方向垂直的方向朝向激光的聚光点引导气体。
[0093]
[方式5]根据方式5,提供一种用于制造制造物的am装置,所述am装置具有:底板,该底板用于支承被制造的造形物;ded喷嘴,该ded喷嘴用于射出粉体材料和激光;x轴移动机构,该x轴移动机构用于使所述ded喷嘴在作为水平方向的x轴方向上移动;y轴移动机构,该y轴移动机构用于使所述ded喷嘴在作为水平方向且与x轴正交的y轴方向上移动;粉体供给头,该粉体供给头用于将粉体材料供给到所述底板上;以及p轴移动机构,该p轴移动机构用于使所述粉体供给头在与所述x轴平行的p轴方向上移动。
[0094]
[方式6]根据方式6,在根据方式5的am装置中,所述粉体供给头具有粉体供给口,该粉体供给口用于同时供给比空气重的非活性气体和粉体材料。
[0095]
[方式7]根据方式7,在根据方式6的am装置中,所述粉体供给头具有用于供给比空气重的非活性气体的气体供给口,所述气体供给口相对于供给粉体材料时的所述粉体供给头的移动方向配置于所述粉体供给口的后方。
[0096]
[方式8]根据方式8,在根据方式7的am装置中,所述粉体供给头具有覆盖所述气体供给口的多孔质体。
[0097]
[方式9]根据方式9,在根据方式5至方式8中任意一个方式的am装置中,所述ded喷嘴具有:ded喷嘴主体;激光口和激光通路,该激光口设置于所述ded喷嘴主体的顶端,用于射出激光,该激光通路与所述激光口连通,用于供激光在所述ded喷嘴主体内通过;以及粉体口和粉体通路,该粉体口设置于所述ded喷嘴主体的顶端,用于射出粉体材料,该粉体通路与所述粉体口连通,用于供粉体材料在所述ded喷嘴主体内通过,所述am装置还具有罩,该罩包围所述ded喷嘴的所述激光口和所述粉体口的周围,并且在所述激光的射出方向的下游侧开口,所述罩具有用于向所述罩的内侧供给气体的气体供给路,所述气体供给路的朝向被决定为,朝向所述ded喷嘴主体引导气体。
[0098]
[方式10]根据方式10,提供一种通过am法制造造形物的方法,该方法具有:通过ded喷嘴对造形对象物的轮廓造形的步骤;向通过所述ded喷嘴造形了的轮廓的内侧供给粉体材料的步骤;以及向被供给至所述轮廓的内侧的粉体材料的上表面赋予能量而对所述粉体材料的上表面进行造形的步骤。
[0099]
[方式11]根据方式11,在根据方式10的方法中,所述ded喷嘴具有:ded喷嘴主体;激光口和激光通路,该激光口设置于所述ded喷嘴主体的顶端,用于射出激光,该激光通路
与所述激光口连通,用于供激光在所述ded喷嘴主体内通过;粉体口和粉体通路,该粉体口设置于所述ded喷嘴主体的顶端,用于射出粉体材料,该粉体通路与所述粉体口连通,用于供粉体材料在所述ded喷嘴主体内通过;以及气体口和气体通路,该气体口设置于所述ded喷嘴主体的顶端,用于射出气体,该气体通路与所述气体口连通,用于供气体在所述ded喷嘴主体内通过,所述方法为,在对造形对象物的轮廓进行造形时,以第一流量从所述气体口射出非活性气体,在对所述粉体材料的上表面进行造形时,以与所述第一流量不同的第二流量从所述气体口射出非活性气体。
[0100]
[方式12]根据方式12,在根据方式11或方式12的方法中,在向所述轮廓的内侧供给粉体材料的步骤中,一边供给粉体材料,一边向所述轮廓的内侧供给非活性气体。
[0101]
[方式13]根据方式13,提供一种用于制造制造物的am装置,所述am装置具有ded喷嘴,所述ded喷嘴具有:ded喷嘴主体;激光口和激光通路,该激光口设置于所述ded喷嘴主体的顶端,用于射出激光,该激光通路与所述激光口连通,用于供激光在所述ded喷嘴主体内通过;以及粉体口和粉体通路,该粉体口设置于所述ded喷嘴主体的顶端,用于射出粉体材料,该粉体通路与所述粉体口连通,用于供粉体材料在所述ded喷嘴主体内通过,所述am装置还具有罩,该罩包围所述ded喷嘴的所述激光口和所述粉体口的周围,并且在所述激光的射出方向的下游侧开口,所述罩具有用于向所述罩的内侧供给气体的气体供给路,所述气体供给路的朝向被决定为,整体朝向所述ded喷嘴主体引导气体,所述气体供给路包含格子结构层。
[0102]
[方式14]根据方式14,在根据方式13的am装置中,所述格子结构层包含多个柱结构。
[0103]
[方式15]根据方式15,在根据方式14的am装置中,所述格子结构层被配置为,多个柱结构在所述气体供给路的入口侧变疏,在出口侧变密。
[0104]
[方式16]根据方式16,提供一种用于制造制造物的am装置,所述am装置具有ded喷嘴,所述ded喷嘴具有:ded喷嘴主体;激光口和激光通路,该激光口设置于所述ded喷嘴主体的顶端,用于射出激光,该激光通路与所述激光口连通,用于供激光在所述ded喷嘴主体内通过;以及粉体口和粉体通路,该粉体口设置于所述ded喷嘴主体的顶端,用于射出粉体材料,该粉体通路与所述粉体口连通,用于供粉体材料在所述ded喷嘴主体内通过,所述am装置还具有罩,该罩包围所述ded喷嘴的所述激光口和所述粉体口的周围,并且在所述激光的射出方向的下游侧开口,所述罩具有用于向所述罩的内侧供给气体的气体供给路,所述气体供给路的朝向被决定为,整体朝向所述ded喷嘴主体引导气体,所述罩具有用于冷却所述罩的冷却机构。
[0105]
[方式17]根据方式17,在根据方式16的am装置中,所述罩的所述冷却机构具有用于供制冷剂通过的制冷剂通路。
[0106]
[方式18]根据方式18,在根据方式17的am装置中,所述制冷剂通路形成于所述罩的侧壁。
[0107]
[方式19]根据方式19,在根据方式17或18的am装置中,所述制冷剂通路在所述制冷剂通路的表面具有凹凸结构。
[0108]
[方式20]根据方式20,在根据方式17至方式19中任意一个方式的am装置中,所述制冷剂通路具有格子结构。
[0109]
[方式21]根据方式21,在根据方式16至方式20中任意一个方式的am装置中,所述罩的所述冷却机构具有珀尔帖元件。
[0110]
符号的说明
[0111]
170
…
控制装置
[0112]
ded200
…
头
[0113]
202
…
激光源
[0114]
204
…
材料粉体源
[0115]
206
…
气体源
[0116]
220
…
移动机构
[0117]
222
…
第一轨道
[0118]
224
…
第二轨道
[0119]
ded250
…
喷嘴
[0120]
251
…
激光
[0121]
252
…
第一通路
[0122]
254
…
第二通路
[0123]
256
…
第三通路
[0124]
259
…
喷嘴主体
[0125]
300
…
罩
[0126]
310
…
气体供给口
[0127]
312
…
气体排出口
[0128]
314
…
气体供给路
[0129]
316
…
气体排出路
[0130]
400
…
粉体供给头
[0131]
402
…
材料供给源
[0132]
404
…
气体源
[0133]
406
…
叶片
[0134]
408
…
气体供给喷嘴
[0135]
410
…
多孔质体
[0136]
420
…
移动机构
[0137]
422
…
第三轨道
[0138]
450
…
材料供给喷嘴
[0139]
251a
…
聚光点
[0140]
252a
…
激光口
[0141]
254a
…
粉体口
[0142]
256a
…
气体口
[0143]
2-100
…
am装置
[0144]
2-170
…
控制装置
[0145]
2-200
…
ded头
[0146]
2-202
…
激光源
[0147]
2-204
…
材料粉体源
[0148]
2-206
…
气体源
[0149]
2-250
…
ded喷嘴
[0150]
2-252
…
激光通路
[0151]
2-254
…
粉体通路
[0152]
2-256
…
保护气体通路
[0153]
2-257
…
肩部
[0154]
2-259
…
喷嘴主体
[0155]
2-300
…
罩
[0156]
2-302
…
内罩
[0157]
2-304
…
外罩
[0158]
2-306
…
连结部件
[0159]
2-310
…
第一上罩
[0160]
2-312
…
第二上罩
[0161]
2-314
…
气体供给路
[0162]
2-316
…
气体供给口
[0163]
2-320
…
中心孔
[0164]
2-330
…
格子结构层
[0165]
2-332
…
柱
[0166]
2-340
…
制冷剂通路
[0167]
2-342
…
制冷剂供给口
[0168]
2-344
…
制冷剂排出口
[0169]m…
造形对象物
[0170]
m1
…
轮廓
[0171]
m2
…
上盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1