一种用于制造超细粒化的无马氏体钢棒的紧凑卷的工艺的制作方法
发明领域本发明涉及一种用于制造超细粒化的无马氏体钢棒的紧凑卷的工艺。
背景技术:
0、背景
1、与直棒生产相比,将带肋的钢棒缠绕成紧凑卷的工艺在储存、运输、处理方面是大的进步。
2、缠绕工艺可以应用至具有在从6mm至40mm,例如从6mm至32mm的范围内的直径的带肋的钢棒,以及光滑的圆钢。
3、紧凑卷借助于机器展开,该机器可以在室温拉直带肋的棒以及制作钢筋箍筋两者。
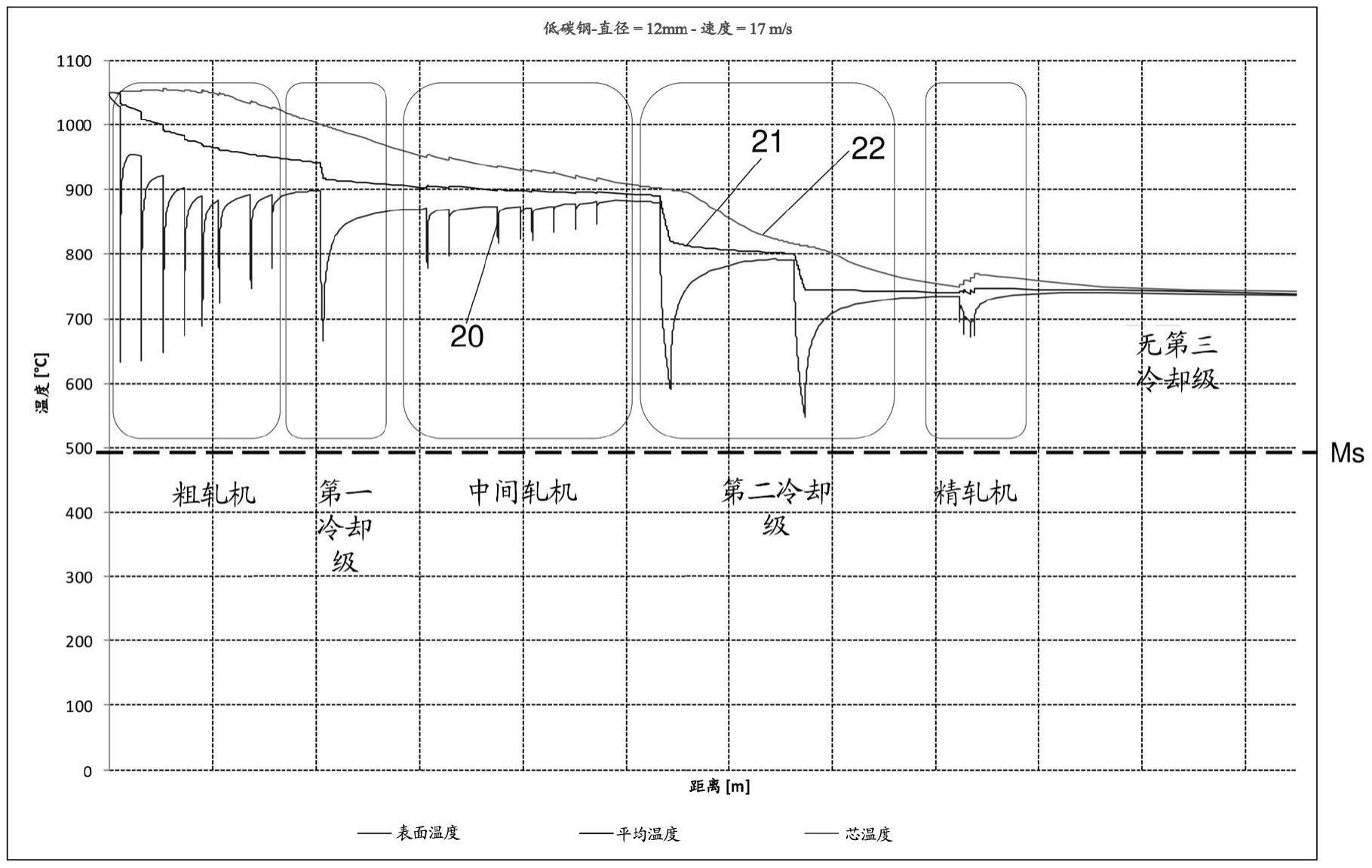
4、缠绕工艺如图1和图2中示出的执行,其中向来自最后精轧步骤的产品应用冷却。
5、这种冷却可以以两种不同的解决方案应用。
6、最常见的解决方案(图1和图8)预料在最后一道精轧道次后,以高冷却速度的单一冷却步骤,以获得棒的表面区域中的淬火。这种工艺通常被称为qts(在绕线机中淬火回火)并且代表中高拉伸等级(例如,英国标准等级b500b、b500c;美国标准等级gr60、gr80、gr100)的典型解决方案。
7、因为由于高冷却速度抑制了奥氏体的扩散转变,表面淬火导致混合的马氏体-贝氏体结构。
8、在淬火步骤之后,棒经历在空气中的均衡步骤,其中芯的热量朝向表面区域扩散,使马氏体-贝氏体结构回火。然后将棒卷绕到绕线机中,以形成紧凑卷。
9、该工艺解决方案的最终产品的结果是机械强度(其贡献主要来自表面区域)和韧性(其贡献主要来自芯的混合的铁素体和珠光体)之间的折衷。
10、通过淬火和自回火获得的复合结构允许符合由钢筋的多种国家和国际标准建立的机械特性,其中坯的化学组成比通常用于非淬火的带肋的棒生产的化学组成差。
11、在另一个方面,这种qts工艺的方面是,与非淬火的材料相比,当展开卷时,表面区域的高硬度导致拉直机设备的更高磨损,并且因此导致更粗糙的拉直操作。
12、另一种常见的工艺(图2)被称为软淬火(sq)并且代表高延展性可焊接等级(例如b450c、b500b、b500c类的欧洲等级)的理想解决方案。
13、sq工艺的目标是优化不同钢等级的微观结构,避免不希望的颗粒生长和急剧冷却,这将导致厚的马氏体层。
14、在sq工艺中,在最后一个精轧机座之后和在卷绕机之前,材料的冷却分为多个步骤。冷却步骤由均衡空间分开。
15、通过sq工艺获得的最终微观结构与qts传统处理不同。对于软淬火,与qts相比,在表面上回火的马氏体和贝氏体的混合物的存在被减少,但没有避免,保持了在棒芯处逐渐过渡到铁素体和珠光体的混合物。
16、然而,国际市场分析表明,并非在所有市场都接受将淬火的钢用于钢筋,这既是因为当地的监管法律(例如中国)并且也是因为即使在不存在具体的法规的情况下,一些市场不接受淬火的棒(例如日本)。这取决于钢筋在土木建筑的构造中被广泛用作用于混凝土的增强物的事实。在地震多发地区,诸如中国和日本,这些国家需要具有高延展性的棒,这是由缺乏淬火处理典型的脆性相诸如马氏体和贝氏体的存在的微观结构给予的。
17、特别地,新修订的中国国家标准gb/t 1499.2018(用于增强混凝土的钢-第2部分:热轧的带肋的棒)对中国用于增强的混凝土的钢增强棒的制造和供应做出了重大改变,直接解决了使用不良品质的钢筋材料获得的结果。
18、为了保证严格的标准要求或在任何情况下满足一些市场要求,另外的合金化元素诸如铌(nb)、钒(v)和钛(ti)是必要的。然而,添加上文提及的合金化元素不可避免地意味着生产成本的显著增加。
技术实现思路
0、发明概述
1、本发明的目的是开发一种用于制造钢棒的紧凑卷的工艺,该工艺允许在不添加(或最小化)微合金化元素(nb、v、ti)的情况下以较低的生产成本生产超细粒化的无马氏体且高延展性等级的缠绕钢棒。
2、本发明的另外的目的是生产钢棒的卷,其具有具有根据标准astm e112的等于或高于9的颗粒尺寸的微观结构,并且其中在钢棒的表面和芯之间测量的硬度差异(hv,优选地hv 0.5,即在4.903n的载荷下测量的维氏硬度)小于或等于40hv,例如在10hv-40hv的范围内。
3、本发明借助于一种包括权利要求1的阶段的用于制造超细粒化的无马氏体钢棒的卷的工艺实现了这些目的和其他目的,这根据本发明的描述将变得明显。
4、根据本发明的另外的方面,提供了一种用于制造超细粒化的无马氏体钢棒的紧凑卷的设备,该设备适合于实施所述工艺,该设备包括:
5、-用于轧制钢坯以便获得钢棒的粗轧机;
6、-用于冷却钢棒的至少一个第一冷却装置和用于执行至少一次在空气中的第一均衡的至少一个第一均衡空间;
7、-用于轧制钢棒的至少一个中间轧机;
8、-用于冷却钢棒的至少一个第二冷却装置和用于执行至少一次在空气中的第二均衡的至少一个第二均衡空间;
9、-用于轧制钢棒的精轧机;
10、-用于将钢棒卷绕成紧凑卷的至少一个卷绕装置。
11、有利地,用本发明的工艺处理的钢棒不具有借助于淬火的表面工艺获得的特征微观结构(即具有铁素体和珠光体芯的马氏体的外环),但是它们呈现出仅包含均匀分布在棒的整个横截面上的铁素体和珠光体的混合物的微观结构。机械性质是由于使用交替的冷却级-均衡级-轧制级产生的奥氏体颗粒细化获得的,所述交替的冷却级-均衡级-轧制级可以被合成为热机械轧制。小的奥氏体颗粒迅速转变为细粒化的铁素体-珠光体质地(texture)。与经典的热轧的产品相比,在化学组成相同的情况下,超细粒化的产品呈现出更好的机械性质,特别是较高的延展性。这些冷却级-均衡级-轧制级可以使用可变数目的冷却装置重复多次,所述冷却装置例如冷却箱,诸如水箱,其根据设备生产量允许在精轧机座组的入口处达到期望的棒表面温度。
12、根据本发明的热处理特别适合于生产用于混凝土增强的带肋的钢棒的紧凑卷,其中对于最常见的低碳钢/中碳钢的组成范围,屈服应力在从200mpa至1200mpa,例如从400mpa至1000mpa,或者从400mpa至700mpa的范围内。
13、任选地,对机械性质的另外的贡献还可以来自随后的展开和拉直操作(加工硬化),以及可能的自然老化。因此,在该特定实施方案中,借助于热机械轧制、在冷却线上的热处理、拉直和可能的老化的组合来获得最终产品的机械性质。
14、以下是本发明的解决方案相对于现有技术的一些另外的优点:
15、-它适用于所有等级的混凝土增强带肋的棒;
16、-不存在马氏体和贝氏体确保了较好的地震抗性和拉直机的较少的磨损;
17、-细粒化的微观结构允许减少或不存在微合金化元素,并且节省生产成本。
18、根据说明性但非排他性实施方案的详细描述,本发明的另外的特征和优点将变得更加明显。
19、从属权利要求描述了本发明的特定实施方案。
技术特征:
1.一种用于制造超细粒化的无马氏体钢棒的紧凑卷的工艺,所述工艺包括以下阶段:
2.根据权利要求1所述的工艺,其中在步骤d)中,设置至少两个第二冷却级(4),并且在所述至少两个第二冷却级(4)之间以及在最后的第二冷却级(4)和所述精轧机(5)之间均设置一个在空气中的第二均衡级。
3.根据权利要求1或2所述的工艺,其中在步骤b)中,设置至少两个第一冷却级(2),并且在所述至少两个第一冷却级(2)之间以及在最后的第一冷却级(2)和所述至少一个中间轧机(3)之间均设置一个在空气中的第一均衡级。
4.根据前述权利要求中任一项所述的工艺,其中在步骤e)和步骤f)之间,设置至少一个第三冷却级(6)和至少一个在空气中的第三均衡级,以使所述钢棒的芯和表面之间的温度差异最小化,直到达到所述卷绕温度。
5.根据权利要求4所述的工艺,其中设置至少两个第三冷却级(6),并且在所述至少两个第三冷却级(6)之间以及在最后的第三冷却级(6)和所述至少一个绕线装置(7)之间均设置一个在空气中的第三均衡级;优选地,其中设置包括从两个至六个的数目的第三冷却级(6)。
6.根据前述权利要求中任一项所述的工艺,其中所述至少一个第一冷却级(2)借助于相应的第一冷却装置进行,并且所述至少一个第二冷却级(4)借助于相应的第二冷却装置进行;优选地,其中第一冷却装置和第二冷却装置的工作压力在0.2mpa-0.6mpa的范围内;优选地,其中所述至少一个第三冷却级(6)借助于相应的第三冷却装置进行;并且优选地,其中所述第三冷却装置的工作压力在0.2mpa-0.6mpa的范围内。
7.根据前述权利要求中任一项所述的工艺,其中在步骤e)中,精轧道次的数目小于或等于四;优选地,其中在步骤f)中,第一卷层和最后卷层在比其余卷层高20℃-50℃的情况下被卷绕。
8.根据前述权利要求中任一项所述的工艺,其中借助于安装在粗轧机(1)、中间轧机(3)和精轧机(5)中的每一个的入口和出口处两者的传感器来监测所述钢棒的表面温度,并且基于所述传感器的读数,通过闭环自动控制来管理所述至少一个第一冷却级(2)和所述至少一个第二冷却级(4)的操作参数,所述闭环自动控制以前馈控制和反馈控制两者操作。
9.根据当从属于权利要求4时的权利要求8所述的工艺,其中所述至少一个第三冷却级(6)的操作参数还通过所述闭环自动控制来管理。
10.根据前述权利要求中任一项所述的工艺,其中在步骤f)之后,通过传送装置(8)将所述紧凑卷传送到储存区,沿着所述传送装置(8)对所述卷施加自然冷却或强制冷却或延迟冷却;优选地,其中当装载在所述传送装置(8)上时,所述卷的所述表面温度在600℃-700℃的范围内。
11.根据权利要求10所述的工艺,其中在所述储存区冷却至室温之后,将所述卷展开并且拉直,并且然后,优选地,在室温执行所述钢棒的自然老化。
12.根据前述权利要求中任一项所述的工艺,其中所述钢坯进入所述粗轧机(1),所述钢坯来自再加热炉或直接来自连续铸造机。
13.根据前述权利要求中任一项所述的工艺,其中所述低碳钢/中碳钢由以下组成:以重量百分比计,低于或等于0.28%的碳、低于或等于0.80%的硅、低于或等于1.60%的锰,其余为铁和不可避免或可能的杂质;
14.一种钢棒的卷,通过根据前述权利要求中任一项所述的工艺生产,具有具有根据标准astm e112的等于或高于9的实际颗粒尺寸的微观结构,并且其中在所述钢棒的表面和芯之间测量的硬度(hv)差异小于或等于40hv,优选地在10hv-40hv的范围内。
技术总结
一种用于制造超细粒化的无马氏体钢棒的紧凑卷的工艺,该工艺包括以下阶段:a)借助于生产钢棒的粗轧机(1)轧制钢坯;b)执行至少一个第一冷却级(2),使得钢棒具有高于马氏体开始温度(Ms)的表面温度,并且执行至少一个在空气中的第一均衡级;c)借助于至少一个中间轧机(3)轧制钢棒;d)执行至少一个第二冷却级(4),始终保持表面温度高于马氏体开始温度(Ms),并且执行至少一个在空气中的第二均衡级;e)借助于精轧机(5)在非再结晶温度范围轧制钢棒,将钢棒的整个横截面保持在所述非再结晶温度范围内,并且其中相对于在精轧机的入口处钢棒的横截面,总压下率在25%和50%之间,以便获得超细粒化的奥氏体基体;f)借助于至少一个绕线装置(7)将钢棒卷绕成紧凑卷,使得超细粒化的奥氏体基体转变成铁素体和珠光体的混合物。在卷绕操作完成之后,紧凑卷可以通过传送装置(8)例如步进梁被传送到储存区,在所述传送装置(8)中对卷施加自然冷却或强制冷却或延迟冷却。
技术研发人员:詹皮托·本得特,克劳迪奥·法布罗,麦科尔·奇莫利诺,西蒙娜·费拉雷塞
受保护的技术使用者:丹尼尔和科菲森梅克尼齐有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!