改进的6xxx铝合金的制作方法
背景技术:
1、挤出6xxx铝合金产品的压淬促进此类挤出产品的快速生产,而不需要在挤出过程之后单独的溶液热处理步骤。如共同拥有的美国专利第7,422,645号所解释的,压淬产品是通过浸入液体浴(如油或水)中以从产品中快速吸热而从升高的变形挤出温度快速冷却的产品。淬火的目的是抑制相变以便获得增加的硬度或其它期望的特性。当将如坯锭或铸锭等铝合金产品挤出时,首先将其重新加热到合金中高于铝基体中的沉淀相中的溶解度温度(例如由al--mg--si合金制成的坯锭中的镁(mg)-硅(si)相的溶解度温度)的温度并保持在所述温度下,直到所述相溶解为止。然后将产品快速冷却或淬火到期望的挤出温度以防止这些相在合金结构中新沉淀,并且然后挤出。
技术实现思路
1、广义上,本专利申请涉及新型压淬6xxx铝合金产品以及生产其的方法和系统。新方法和系统可以促进例如具有特性的改进组合,如强度和延展性(伸长率)的改进组合的6xxx铝合金产品的生产。
2、i.系统和方法
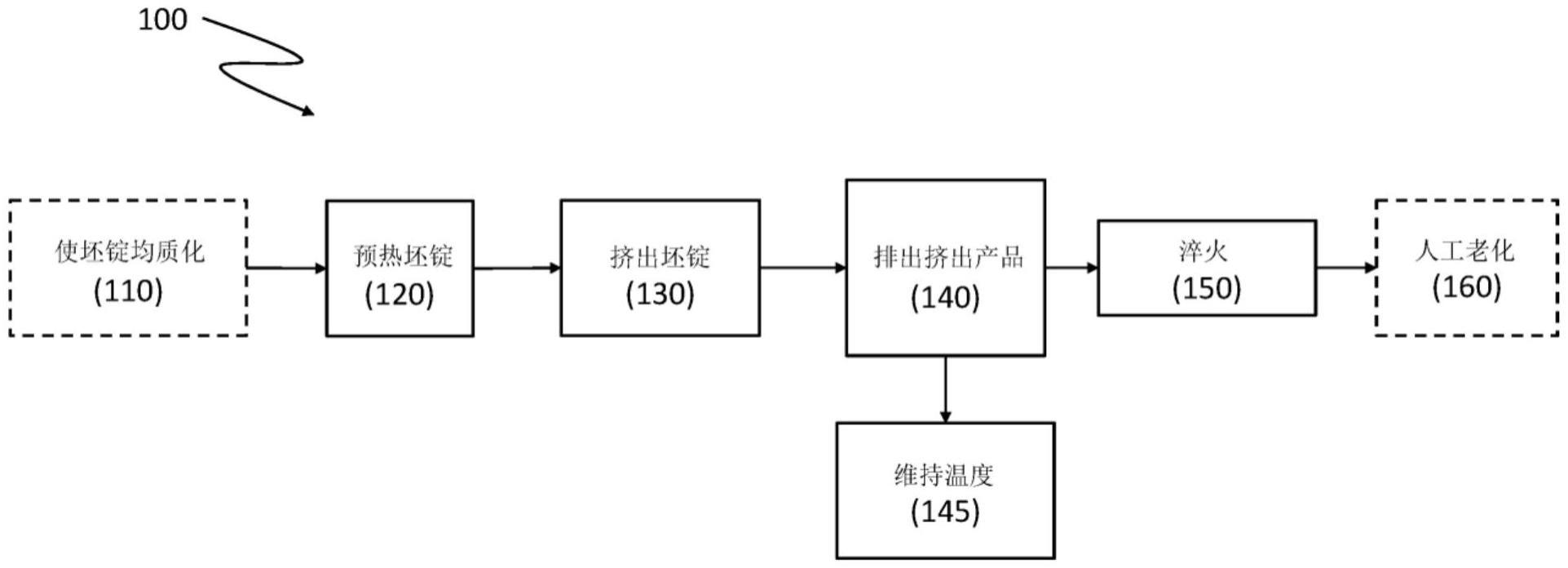
3、现在参考图1,展示了一种生产挤出6xxx铝合金产品的方法(100)。在所展示的实施例中,所述方法包含:使6xxx铝合金的坯锭均质化(110);预热坯锭(120);在挤出设备中挤出坯锭(130);从挤出设备排出挤出产品(140),同时将挤出产品维持在适当的预淬火温度下(145);对挤出产品进行淬火(150);并且然后人工老化挤出产品(160)。下文进一步详细描述了这些步骤。图2中展示了用于完成方法(100)的系统(200)的一个实施例。下文以非限制性方式使用图1-2来展示新型本发明的方法和系统的实施例。
4、均质化步骤(110)是任选的,并且通常包含将6xxx铝合金的坯锭加热到一个或多个温度一次或多次以使铸态结构均质化。在均质化步骤之后,通常将坯锭冷却到室温并储存,直到其被挤出为止。出于本技术的目的,并且为了便于参考,术语“坯锭”涵盖圆形坯锭和矩形铸锭两者。
5、当坯锭被挤出时,预热步骤(120)、挤出步骤(130)、排出步骤(140)和淬火步骤(150)按顺序完成,而没有任何中间步骤。这是为了确保在最终产品中实现适当的微观结构。
6、具体地说,将坯锭预热(120)到预热温度,并且然后在此温度下保持足以溶解坯锭的至少一些沉淀相的时间。如在图2所示,预热步骤(120)可以在炉中完成(220)。在一个实施例中,预热温度是6xxx铝合金的溶线温度的至少50%,但低于6xxx铝合金的起始熔点。例如,如果溶线温度为962℉,则“溶线温度的至少50%”为≥481℉,因此预热温度将为≥481℉,但低于6xxx铝合金的起始熔点。
7、如本文所用,“溶线温度”意指所有以下沉淀相将在6xxx铝合金坯锭中平衡地完全溶解并且在6xxx铝合金坯锭不初始熔化时的最低温度:
8、·mg2si
9、·q-相(al5cu2mg8si6)
10、·θ(θ)(al2cu)
11、为了清楚起见,术语“溶线温度”仅包含6xxx铝合金的上述相,并且不包含任何其它可溶解的沉淀相,如mg2sn和bi2mg3。
12、在一个实施例中,预热温度是6xxx铝合金的溶线温度的至少60%,但低于6xxx铝合金的起始熔点。在另一个实施例中,预热温度是6xxx铝合金的溶线温度的至少70%,但低于6xxx铝合金的起始熔点。在又一个实施例中,预热温度是6xxx铝合金的溶线温度的至少80%,但低于6xxx铝合金的起始熔点。在另一个实施例中,预热温度是6xxx铝合金的溶线温度的至少90%,但低于6xxx铝合金的起始熔点。在又一个实施例中,预热温度是6xxx铝合金的溶线温度的至少95%,但低于6xxx铝合金的起始熔点。在另一个实施例中,预热温度处于或高于6xxx铝合金的溶线温度,但低于6xxx铝合金的起始熔点。在又一个实施例中,预热温度比6xxx铝合金的溶线温度高至少5℉,但低于6xxx铝合金的起始熔点。在另一个实施例中,预热温度比6xxx铝合金的溶线温度高至少10℉,但低于6xxx铝合金的起始熔点。在又一个实施例中,预热温度比6xxx铝合金的溶线温度高至少15℉,但低于6xxx铝合金的起始熔点。在另一个实施例中,预热温度比6xxx铝合金的溶线温度高至少20℉,但低于6xxx铝合金的起始熔点。通常,当需要高机械特性时,预热温度应为溶线温度的至少90-100%或更高。
13、预热步骤(120)还包含将坯锭保持在预热温度下足以溶解6xxx铝合金的至少一些沉淀相的时间段。保持时间可取决于例如坯锭的大小和期望的最终特性。在一个实施例中,预热步骤(120)包含将坯锭保持在预热温度下足以溶解6xxx铝合金的大部分或甚至全部沉淀相的时间段。在一个实施例中,保持时间为至少1分钟。在另一个实施例中,保持时间为至少5分钟。在又一个实施例中,保持时间为至少10分钟。在另一个实施例中,保持时间为至少20分钟。在又一个实施例中,保持时间为至少30分钟。在另一个实施例中,保持时间为至少40分钟。在又一个实施例中,保持时间为至少50分钟或更多。通常,当需要高机械特性时,在预热温度下的保持时间应足以溶解6xxx铝合金的大部分或甚至全部沉淀相。如可以理解的,可以采用多个预热温度和对应的多个预热保持时间。
14、在一个实施例中,预热温度为至少950℉。在另一个实施例中,预热温度为至少960℉。在又一个实施例中,预热温度为至少970℉。在另一个实施例中,预热温度为至少975℉。在任一个上述实施例中,预热保持时间可为40-60分钟(例如,具有十五英寸直径的坯锭)。
15、预热步骤的非限制性实施例在图3a-3b中示出。如所示出的,将坯锭加热(a)从室温(t室)到预热温度,在此情况下,所述预热温度是冶金所需温度(tmr)或实现高机械特性所需的温度。如所示出的,冶金所需温度(tmr)超过溶线温度(t溶线)。还如所示出的,被称为tmr并且示出为(b)在图3a-3b中的预热保持时间通常很长,以便溶解6xxx铝合金的大部分或甚至全部沉淀相。
16、如图3a-3b中进一步所示,预热温度(tmr)低于初始熔融温度或t固相线,即不应发生共晶熔融。如图3a-3b中所示,挤出工艺(下文更详细地描述)可导致产品的进一步加热。这种进一步加热通常应避免产品超过6xxx铝合金的初始熔融温度或t固相线。因此,预热温度通常比6xxx铝合金坯锭的初始熔融温度低至少10℉。在一个实施例中,预热温度比6xxx铝合金坯锭的初始熔融温度低至少20℉。在另一个实施例中,预热温度比6xxx铝合金坯锭的初始熔融温度低至少30℉。在又一个实施例中,预热温度比6xxx铝合金坯锭的初始熔融温度低至少40℉。在另一个实施例中,预热温度比6xxx铝合金坯锭的初始熔融温度低至少50℉。
17、返回参考图1-2,在预热步骤(120)之后,将预热的坯锭立即转移到挤出设备,其中坯锭被挤出(130)。如在图2中所示,术语“立即转移到挤出机”意指从离开预热设备(例如,炉子220)到进入挤出设备(例如,挤出机230)的期间,坯锭的表面实现不超过100℉的温度下降。这还在图3a-3b中示出,其中转移步骤(c)显示极低温度下降。低温度下降通常通过利用预热设备和挤出设备之间的小距离结合通过系统(200)的各种设备的坯锭流动的适当调度来完成。维持从预热设备到挤出设备的低温度下降可以促进所需微观结构和特性的实现。由于预热步骤(120)采用的高预热温度,挤出机(230)可以在挤出步骤(130)期间快速且有效地将坯锭挤出成最终产品,这提高了生产率。
18、在一个实施例中,坯锭从离开预热设备到进入挤出设备时,实现不超过75℉的温度下降。在另一个实施例中,坯锭从离开预热设备到进入挤出设备时,实现不超过50℉的温度下降。在又一个实施例中,坯锭从离开预热设备到进入挤出设备时,实现不超过40℉的温度下降。在另一个实施例中,坯锭从离开预热设备到进入挤出设备时,实现不超过30℉的温度下降。在又一个实施例中,坯锭从离开预热设备到进入挤出设备时,实现不超过20℉的温度下降。在另一个实施例中,坯锭从离开预热设备到进入挤出设备时,实现不超过10℉的温度下降。在又一个实施例中,坯锭从离开预热设备到进入挤出设备时,实现不超过5℉的温度下降。在另一个实施例中,坯锭从离开预热设备到进入挤出设备时,实现不超过2℉的温度下降。
19、挤出步骤(130)通常包括经由挤出设备,如挤出机(230),将坯锭挤出成合适的最终产品,如条、棒、管或复杂形状。挤出步骤可以通过直接或间接挤出来完成。在一种方法中,挤出步骤(130)包括将坯锭和挤出产品维持在预热温度或高于预热温度。在一个实施例中,挤出步骤包括在挤出步骤(130)期间加热挤出产品。挤出加热可例如由于挤出设备(例如,在挤出步骤期间的挤出机(230))赋予于坯锭的摩擦而产生。例如,如图3a-3b中所示,在挤出步骤(d)期间,产品的温度相对于预热温度(tmr)增加,最终实现挤出出口温度(eet)。挤出出口温度(eet)是挤出产品立即离开挤出设备出后的温度。在一个实施例中,挤出出口温度(eet)比预热温度高至少10℉。在另一个实施例中,挤出出口温度(eet)比预热温度高至少20℉。在又一个实施例中,挤出出口温度(eet)比预热温度高至少30℉。在另一个实施例中,挤出出口温度(eet)比预热温度高至少40℉。在又一个实施例中,挤出出口温度(eet)比预热温度高至少50℉。
20、接下来,挤出产品从挤出设备(140)排出。作为排出步骤(140)的一部分,将挤出产品的温度维持接近挤出出口温度(eet)的温度(145),直到产品可以通过水或另一种合适的淬火介质淬火(150)。这还在图3a-3b中示出,其中从挤出步骤(d)到淬火步骤(f)的温度下降(e)较低。在一种方法中,将挤出产品的温度维持在挤出出口温度(eet)的100℉内,直到淬火步骤(150)开始。在一个实施例中,将挤出产品的温度维持在挤出出口温度(eet)的75℉内,直到淬火步骤(150)开始。在另一个实施例中,将挤出产品的温度维持在挤出出口温度(eet)的50℉内,直到淬火步骤(150)开始。在又一个实施例中,将挤出产品的温度维持在挤出出口温度(eet)的40℉内,直到淬火步骤(150)开始。在另一个实施例中,将挤出产品的温度维持在挤出出口温度(eet)的30℉内,直到淬火步骤(150)开始。在又一个实施例中,将挤出产品的温度维持在挤出出口温度(eet)的20℉内,直到淬火步骤(150)开始。在另一个实施例中,将挤出产品的温度维持在挤出出口温度(eet)的10℉内,直到淬火步骤(150)开始。在又一个实施例中,将挤出产品的温度维持在挤出出口温度(eet)的5℉内,直到淬火步骤(150)开始。
21、在一个实施例中,维持步骤(145)包括将挤出产品维持在溶线温度或高于溶线温度,直到淬火步骤(150)开始。在一个实施例中,维持步骤(145)包括将挤出产品维持在高于溶线温度至少5℉,直到淬火开始。在另一个实施例中,维持步骤(145)包括将挤出产品维持在高于溶线温度至少10℉,直到淬火开始。在又一个实施例中,维持步骤(145)包括将挤出产品维持在高于溶线温度至少15℉,直到淬火开始。在另一个实施例中,维持步骤(145)包括将挤出产品维持在高于溶线温度至少20℉,直到淬火开始。在又一个实施例中,维持步骤(145)包括将挤出产品维持在高于溶线温度至少25℉,直到淬火开始。在另一个实施例中,维持步骤(145)包括将挤出产品维持在高于溶线温度至少30℉,直到淬火开始。在又一个实施例中,维持步骤(145)包括将挤出产品维持在高于溶线温度至少35℉,直到淬火开始。在另一个实施例中,维持步骤(145)包括将挤出产品维持在高于溶线温度至少40℉,直到淬火开始。
22、如在图2中所示,出口护罩(240)可以用于促进维持步骤(145)。出口护罩(240)可以直接邻近挤出设备(230)的出口,以便有利于维持步骤(145)。例如,并且现在参考图4,当坯锭通过挤出模具挤出时,其被排放到挤出机隧道。在挤出机隧道内,可以定位一个或多个被动和/或主动加热设备。被动加热设备的实例包含周围屏蔽件,所述周围屏蔽件被设计成反射从挤出产品辐射的热量回到产品。周围屏蔽件可以完全包围(例如,包围)挤出产品或可以部分地包围挤出产品。在一个实施例中,热屏蔽件包括适于反射从挤出产品辐射的热的材料,如金属(例如,不锈钢)。例如,绝缘材料,如支撑的玻璃纤维、陶瓷纤维和矿物羊毛橡皮布,也可以或替代地用于将挤出产品温度维持在所需的公差内。可用于保持热量的其它设备包含热空气帘或物理帘,如锁子甲。
23、在一个实施例中,可以呈挤出机隧道(图4)形式的出口护罩(240)可以包含一个或多个有源加热设备。有源加热设备的实例包含辐射热灯、热空气风扇和电阻加热器等。可以使用有源和无源加热设备/材料两者。
24、返回参考图1-2,在排出步骤(140)之后,挤出产品立即移动到淬火设备(250),如包含固定或移动的喷水和/或水浴的设备,以便快速将产品淬火至合适的低温,例如室温。这例如在图3a-3b中展示,其中淬火步骤(f)快速淬火从出口护罩接收到的挤出产品到t室。
25、如上所述,淬火步骤(150)在排出步骤(140)后立即发生。淬火步骤可以通过在挤出产品离开出口护罩时接触挤出产品的暴露部分开始(240),即当暴露部分不再包含在出口护罩内时(240)。在一个实施例中,当淬火介质最初接触排出的挤出产品时,挤出产品的暴露部分在溶线温度的50℉内。在另一个实施例中,当淬火介质最初接触排出的挤出产品时,挤出产品的暴露部分在溶线温度的40℉内。在又一个实施例中,当淬火介质最初接触排出的挤出产品时,挤出产品的暴露部分在溶线温度的30℉内。在另一个实施例中,当淬火介质最初接触排出的挤出产品时,挤出产品的暴露部分在溶线温度的20℉内。在又一个实施例中,当淬火介质最初接触排出的挤出产品时,挤出产品的暴露部分在溶线温度的10℉内。在另一个实施例中,当淬火介质最初接触排出的挤出产品时,挤出产品的暴露部分处于或高于溶线温度。在又一个实施例中,当淬火介质最初接触排出的挤出产品时,挤出产品的暴露部分比溶线温度高至少5℉。在另一个实施例中,当淬火介质最初接触排出的挤出产品时,挤出产品的暴露部分比溶线温度高至少10℉。在又一个实施例中,当淬火介质最初接触排出的挤出产品时,挤出产品的暴露部分比溶线温度高至少15℉。在另一个实施例中,当淬火介质最初接触排出的挤出产品时,挤出产品的暴露部分比溶线温度高至少20℉。在又一个实施例中,当淬火介质最初接触排出的挤出产品时,挤出产品的暴露部分比溶线温度高至少25℉。在另一个实施例中,当淬火介质最初接触排出的挤出产品时,挤出产品的暴露部分比溶线温度高至少30℉。在又一个实施例中,当淬火介质最初接触排出的挤出产品时,挤出产品的暴露部分比溶线温度高至少35℉。在另一个实施例中,当淬火介质最初接触排出的挤出产品时,挤出产品的暴露部分比溶线温度高至少40℉。在又一个实施例中,当淬火介质最初接触排出的挤出产品时,挤出产品的暴露部分比溶线温度高至少45℉。
26、如上所述,淬火步骤(150)可以通过在挤出产品的暴露部分离开出口护罩(240)时接触所述暴露部分开始。如在图4所示,这可以通过例如使用紧邻出口护罩的出口定位的水喷射来实现,所述出口护罩可呈挤出机隧道的形式。在一个实施例中,水在挤出物从出口护罩离开的60秒内接触挤出物的暴露部分。在另一个实施例中,水在挤出物从出口护罩离开的45秒内接触挤出物的暴露部分。在又一个实施例中,水在挤出物从出口护罩离开的30秒内接触挤出物的暴露部分。在另一个实施例中,水在挤出物从出口护罩离开的20秒内接触挤出物的暴露部分。在又一个实施例中,水在挤出物从出口护罩离开的10秒内接触挤出物的暴露部分。在另一个实施例中,水在挤出物从出口护罩离开的8秒内接触挤出物的暴露部分。在又一个实施例中,水在挤出物从出口护罩离开的5秒内接触挤出物的暴露部分。
27、继续参考图4,淬火设备可包含淬火浴,如浸入式浴(静止水冷却)。淬火浴可以位于任何淬火水喷射的下游。水浴的使用可以促进将挤出产品(挤出物)进一步快速冷却到适当温度(例如,淬火到室温,如图3a-3b(t室))中所示)。在一个实施例中,挤出物与水之间的相对运动在挤出物的表面上产生剪切流,这增加了冷却有效性。在一个实施例中,水浴促进至少1℉/秒的淬火速率。在进入水浴之前,通过测定挤出物的温度,并且然后测量挤出产品达到125℉的温度所需的时间,来测量水浴淬火速率。在另一个实施例中,水浴促进至少5℉/秒的淬火速率。在又一个实施例中,水浴促进至少10℉/秒的淬火速率。在另一个实施例中,水浴促进至少20℉/秒的淬火速率。在又一个实施例中,水浴促进至少30℉/秒的淬火速率。
28、尽管本文使用水来描述本发明的系统/方法,但可以使用任何合适的淬火介质,所述淬火介质优选为液体形式。
29、如下文的示例部分所示,如上所述,步骤(120)-(150)及其相关的系统部件(220)-(250)促进具有改进的微观结构且因此特性的改进组合的压淬6xxx铝合金产品的生产。如图3a-3b中所展示的,此类压淬产品可立即老化(g)和/或进一步冷加工(h)(例如,绘制)且无需任何另外的固溶热处理步骤。例如,在淬火之后,挤出产品可以加工成t6、t8或t9回火中的任何一个,如图3a-3b中所展示的。此类t6、t8或t9回火产品通常实现由于本文所述的压淬方法和设备而特性的改进组合。
30、应了解,维持步骤(145)是任选的。例如,在一个实施例中,挤出产品可以从挤出设备排出(140),但不使用出口护罩(240)。在此类实施例中,当需要高拉伸特性时,在排出步骤(140)之后应尽快淬火挤出产品(150)。
31、ii.组合物
32、如上所述,新系统和方法可以应用于适合于挤出任何6xxx铝合金。在一个实施例中,6xxx铝合金包含0.2至2.0wt.%si、0.2至1.5wt.%mg、0.07至1.0wt.%mn、至多1.5wt.%bi、至多1.5wt.%sn、至多1.0wt.%cu、至多1.0wt.%zn、至多0.7wt.%pb、至多0.7wt.%fe、至多0.35wt.%cr、至多0.35wt.%v、至多0.25wt.%zr以及至多0.20wt.%的ti;其余部分为铝、任选的偶存元素和杂质。
33、如本文所使用的,“偶存元素”意思指除以上所列元素之外,可任选地添加至合金中以帮助合金生产的元素或材料。偶存元素的实例包含铸造助剂,如脱氧剂。任选的偶存元素可以至多1.0wt.%的累积量包含在合金中。作为一个非限制性实例,可以在铸造期间将一个或多个偶存元素添加到合金中,以减少或限制(且在一些情况下,消除)因例如氧化物折叠、凹点和氧化物斑块所致的铸锭开裂。这些类型的偶存元素在本文中通常被称作脱氧剂。一些脱氧剂的实例包含ca、sr和be。当钙(ca)被包含在合金中时,其通常以至多约0.05wt.%或至多约0.03wt.%的量存在。在一些实施例中,ca被以约0.001-0.03wt.%或约0.05wt.%,如0.001-0.008wt.%(或10至80ppm)的量包含在合金中。锶(sr)可作为ca的替代物(完全或部分地)包含在合金中,并因此可按与ca相同或类似的量包含在合金中。传统上,添加铍(be)有助于减小铸锭开裂的倾向,但出于环境、健康和安全性原因,合金的一些实施例基本上不含be。当be被包含在合金中时,其通常以至多约20ppm的量存在。偶存元素可以微量存在,或可以大量存在,且可以在不脱离本文所述合金的情况下自行添加所希望或其它的特征,只要所述合金保持本文所述的所希望的特征即可。然而,应理解,不得/不能通过仅添加不会在其它方面影响本文所希望和所获得的特性组合的数量的一种或多种元素来避开本公开的范围。
34、新型6xxx铝合金可以含有少量杂质。在一个实施例中,新型6xxx铝合金包含总计不超过0.15wt.%的杂质,并且其中铝合金包含不大于0.05wt.%的每种杂质。在另一个实施例中,新型6xxx铝合金包含总计不超过0.10wt.%的杂质,并且其中铝合金包含不大于0.03wt.%的每种杂质。
35、在一个实施例中,6xxx铝合金是6026lf、6020、6262a和6061铝合金中的一种。本文所述的常规6020、6262a和6061合金的组成是根据题为“国际合金标示和用于研磨铝和研磨铝合金的化学组成限制(international alloy designations and chemicalcomposition limits for wrought aluminum and wrought aluminum alloys)”的铝协会文件(2015)。“6026lf”合金是6026合金的无先导形式,并且包含0.60-1.40wt.%si、≤0.70wt.%fe、0.20-0.50wt.%cu、0.20-1.00wt.%mn、0.60-1.20wt.%mg、≤0.30wt.%cr、≤0.30wt.%zn、≤0.20wt.%ti、≤0.05wt.%sn、≤0.05wt.%pb以及0.50-1.50wt.%bi,其余部分为铝和杂质。
36、尽管本方法和系统已相对于6xxx铝合金进行描述,但预期此类方法和系统也可应用于其它可热处理(沉淀可硬化)铝合金,如2xxx或7xxx铝合金。因此,本专利申请还明确涉及挤出2xxx铝合金的方法和系统以及挤出7xxx铝合金的方法和系统。在2xxx铝合金的情况下,适用的溶线温度可包含与θ(θ)、ω(ω)和/或s相等相关联的那些溶线温度。在7xxx铝合金的情况下,适用的溶线温度包含与η(η)相等相关联的那些溶线温度。
37、iii.微观结构
38、如上所述,6xxx铝合金产品可以实现发明性微观结构。在一种方法中,6xxx铝合金实现如从6xxx挤出产品的t/10至9t/10测量的未重结晶的微观结构,其中所述未重结晶的微观结构包括至少50vol.%的未重结晶晶粒。在一个实施例中,至少60%的未重结晶晶粒是纤维晶粒。纤维晶粒是具有至少5:1的纵横比(晶粒长度/直径)的那些纤维晶粒。在一个实施例中,未重结晶的微观结构的平均晶粒大小不大于200微米。
39、在另一种方法中,6xxx挤出产品实现如从6xxx挤出产品的t/10至9t/10测量的重结晶微观结构,其中所述重结晶微观结构包括至少50vol.%的重结晶晶粒。在一个实施例中,至少60%的重结晶晶粒是具有小于5:1(l:lt)(例如,1:1至4.9:1;或1.5:1至4.9:1)的纵横比的等轴晶粒。在一个实施例中,重结晶的微观结构的平均晶粒大小不大于200微米。
40、iv.特性
41、如上所述,新型6xxx铝合金可实现特性的改进组合,如强度和伸长率的改进组合。
42、在一个实施例中,新型6xxx铝合金是新型6026lf挤出产品,即,通过本文所述的本发明的方法和/或系统制造。新型6026lf挤出产品可以实现比常规压淬6026lf产品高至少5%的拉伸屈服强度(典型)和/或极限拉伸强度(典型)。在一个实施例中,新型6026lf挤出产品可以实现比相同产品形式、大小和回火的常规压淬6026lf产品高至少10%的拉伸屈服强度(典型)和/或最终拉伸强度(典型)。在另一个实施例中,新型6026lf挤出产品可以实现比相同产品形式、大小和回火的常规压淬6026lf产品高至少15%的拉伸屈服强度(典型)和/或最终拉伸强度(典型)。在又一个实施例中,新型6026lf挤出产品可以实现比相同产品形式、大小和回火的常规压淬6026lf产品高至少20%的拉伸屈服强度(典型)和/或最终拉伸强度(典型)。在一个实施例中,新型6026lf挤出产品实现了至少54ksi、或至少55ksi、或至少56ksi、或至少57ksi或更大的拉伸屈服强度(典型)(l)。
43、在一个实施例中,新型6026lf挤出产品可以结合至少3%(纵向或l)的伸长率来实现上述强度值。在另一个实施例中,新型6026lf挤出产品可以结合至少4%(l)的伸长率来实现上述强度值。在又一个实施例中,新型6026lf挤出产品可以结合至少5%(l)的伸长率来实现上述强度值。在另一个实施例中,新型6026lf挤出产品可以结合至少6%(l)的伸长率来实现上述强度值。在又一个实施例中,新型6026lf挤出产品可以结合至少7%(l)的伸长率来实现上述强度值。在另一个实施例中,新型6026lf挤出产品可以结合至少8%(l)的伸长率来实现上述强度值。在另一个实施例中,新型6026lf挤出产品可以结合至少9%(l)的伸长率来实现上述强度值。在又一个实施例中,新型6026lf挤出产品可以结合至少10%(l)的伸长率来实现上述强度值。
44、在一种方法中,如下文根据ebsd样品程序所测量的,新型挤出6026lf铝合金产品实现以下中的至少一项:(a)17vol.%的立方体(ed)纹理;以及(b)至少9.7的最大odf[001]强度。在一个实施例中,挤出6026lf铝合金实现至少18vol.%的立方体(ed)纹理或至少19vol.%的立方体(ed)纹理。在一个实施例中,挤出6026lf铝合金产品实现至少9.8、或至少10.0、或至少10.2、或至少10.4、或至少10.6、或至少10.8、或至少11.0或至少11.2的最大odf[001]强度。
45、在一个实施例中,新型6xxx铝合金是新型6020挤出产品,即,通过本文所述的本发明的方法和/或系统制造。新型6020挤出产品可以实现比相同产品形式、大小和回火的常规压淬6020产品,例如根据美国专利第7,422,645号的6020挤出产品高至少5%的拉伸屈服强度(典型)和/或极限拉伸强度(典型)。在一个实施例中,新型6020挤出产品可以实现比相同产品形式、大小和回火的常规压淬6020产品高至少10%的拉伸屈服强度(典型)和/或最终拉伸强度(典型)。在另一个实施例中,新型6020挤出产品可以实现比相同产品形式、大小和回火的常规压淬6020产品高至少15%的拉伸屈服强度(典型)和/或最终拉伸强度(典型)。在又一个实施例中,新型6020挤出产品可以实现比与相同产品形式、大小和回火的常规压淬6020产品高至少20%的拉伸屈服强度(典型)和/或极限拉伸强度(典型)。在一个实施例中,新型挤出6020产品实现至少34ksi、或至少35ksi、或至少36ksi、或至少37ksi、或至少38ksi、或至少39ksi、或至少40ksi、或至少41ksi、或至少42ksi、或至少43ksi、或至少44ksi或至少45ksi的拉伸屈服强度(典型)(l)。在一个实施例中,新型6020挤出产品可以与至少8%的伸长率(纵向或l)组合实现上述强度值。在另一个实施例中,新型6020挤出产品可以结合至少9%(l)的伸长率来实现上述强度值。在又一个实施例中,新型6020挤出产品可以结合至少10%(l)的伸长率来实现上述强度值。在另一个实施例中,新型6020挤出产品可以结合至少11%(l)的伸长率来实现上述强度值。在又一个实施例中,新型6020挤出产品可以结合至少12%(l)的伸长率来实现上述强度值。在另一个实施例中,新型6020挤出产品可以结合至少13%(l)的伸长率来实现上述强度值。在又一个实施例中,新型6020挤出产品可以结合至少14%(l)的伸长率来实现上述强度值。在另一个实施例中,新型6020挤出产品可以结合至少15%(l)的伸长率来实现上述强度值。
46、在一种方法中,如下文根据ebsd样品程序所测量的,新型挤出6020铝合金产品实现以下中的至少一项:(a)17vol.%的立方体(ed)纹理;以及(b)至少3.6的最大odf[001]强度。在一个实施例中,新型挤出6020铝合金产品实现至少18vol.%的立方体(ed)纹理,或至少19vol.%的立方体(ed)纹理,或至少20vol.%的立方体(ed)纹理,或至少21vol.%的立方体(ed)纹理,至少22vol.%的立方体(ed),或至少23vol.%的立方体(ed),至少24vol.%的立方体(ed),或至少25vol.%的立方体(ed),至少26vol.%的立方体(ed)或至少27vol.%的立方体(ed)或更大的纹理。在一个实施例中,新型6020挤出铝合金产品实现至少3.8、或至少4.0、或至少4.2、或至少4.4、或至少4.6、或至少4.8、或至少5.0、或至少5.2、或至少5.4、或至少5.6、或至少5.8、或至少6.0、或至少6.2、或至少6.4、或至少6.6、或至少6.8或至少7.0的最大odf[001]强度。
47、在一个实施例中,新型6xxx铝合金是新型6262a挤出产品,即,通过本文所述的本发明的方法和/或系统制造。新型6262a挤出产品可以实现比常规压淬6262a产品高至少5%的拉伸屈服强度(典型)和/或极限拉伸强度(典型)。在一个实施例中,新型6262a挤出产品可以实现比相同产品形式、大小和回火的常规压淬6262a产品高至少10%的拉伸屈服强度(典型)和/或最终拉伸强度(典型)。在另一个实施例中,新型6262a挤出产品可以实现比相同产品形式、大小和回火的常规压淬6262a产品高至少15%的拉伸屈服强度(典型)和/或最终拉伸强度(典型)。在又一个实施例中,新型6262a挤出产品可以实现比相同产品形式、大小和回火的常规压淬6262a产品高至少20%的拉伸屈服强度(典型)和/或最终拉伸强度(典型)。在一个实施例中,新型6262a挤出产品实现至少37ksi、或至少38ksi、或至少39ksi、或至少40ksi、或至少41ksi、或至少42ksi、或至少43ksi、或至少44ksi、或至少45ksi、或至少46ksi、或至少47ksi、或至少48ksi、或至少49ksi、或至少50ksi、或至少51ksi、或至少52ksi、或至少53ksi、或至少54ksi的拉伸屈服强度(典型)(l)。在一个实施例中,新型6262a挤出产品可以结合至少5%的伸长率(纵向或l)来实现上述强度值。在另一个实施例中,新型6262a挤出产品可以结合至少6%(l)的伸长率来实现上述强度值。在又一个实施例中,新型6262a挤出产品可以结合至少7%(l)的伸长率来实现上述强度值。在另一个实施例中,新型6262a挤出产品可以结合至少8%(l)的伸长率来实现上述强度值。
48、在一种方法中,如下文根据ebsd样品程序所测量的,新型挤出6262a铝合金产品实现以下中的至少一项:(a)18vol.%的立方体(ed)纹理;以及(b)至少3.9的最大odf[001]强度。在一个实施例中,新型挤出6262a铝合金产品实现至少19vol.%的立方体(ed)纹理、或至少20vol.%的立方体(ed)纹理、或至少21vol.%的立方体(ed)纹理、至少22vol.%的立方体(ed)纹理、或至少23vol.%的立方体(ed)纹理、至少24vol.%的立方体(ed)纹理、或至少25vol.%的立方体(ed)纹理、至少26vol.%的立方体(ed)纹理或至少27vol.%立方体(ed)纹理。在一个实施例中,新型挤出6262a铝合金产品实现至少3.8、或至少4.0、或至少4.2、或至少4.4、或至少4.6、或至少4.8、或至少5.0、或至少5.2、或至少5.4、或至少5.6、或至少5.8、或至少6.0、或至少6.2、或至少6.4、或至少6.6、或至少6.8、或至少7.0的最大odf[001]强度。
49、在一个实施例中,新型6xxx铝合金是新型6061挤出产品,即,通过本文所述的本发明的方法和/或系统制造。新型6061挤出产品可以实现比常规压淬6061产品高至少5%的拉伸屈服强度(典型)和/或极限拉伸强度(典型)。在一个实施例中,新型6061挤出产品可以实现比相同产品形式、大小和回火的常规压淬6061产品高至少10%的拉伸屈服强度(典型)和/或最终拉伸强度(典型)。在另一个实施例中,新型6061挤出产品可以实现比相同产品形式、大小和回火的常规压淬6061产品高至少15%的拉伸屈服强度(典型)和/或最终拉伸强度(典型)。在又一个实施例中,新型6061挤出产品可以实现比与相同产品形式、大小和回火的常规压淬6061产品高至少20%的拉伸屈服强度(典型)和/或极限拉伸强度(典型)。在一个实施例中,新型挤出6061产品实现至少22ksi、或至少24ksi、或至少26ksi、或至少28ksi、或至少30ksi、或至少32ksi、或至少34ksi、或至少36ksi、或至少38ksi、或至少40ksi、或至少42ksi、或至少44ksi、或至少46ksi、或至少47ksi、或至少48ksi、或至少49ksi、或至少50ksi、或至少51ksi、或至少52ksi的拉伸屈服强度(典型)(l)。在一个实施例中,新型6061挤出产品可以与至少8%的伸长率(纵向或l)组合实现上述强度值。在另一个实施例中,新型6061挤出产品可以结合至少10%(l)的伸长率来实现上述强度值。在又一个实施例中,新型6061挤出产品可以结合至少12%(l)的伸长率来实现上述强度值。在另一个实施例中,新型6061挤出产品可以结合至少14%(l)的伸长率来实现上述强度值。
50、在一种方法中,如下文根据ebsd样品程序所测量的,新型挤出6061铝合金产品实现以下中的至少一项:(a)5vol.%的立方体(ed)纹理;以及(b)至少2.0的最大odf[001]强度。在一个实施例中,新型挤出6061铝合金产品实现至少6vol%的立方体(ed)纹理、或至少7vol.%的立方体(ed)纹理、或至少8vol.%的立方体(ed)纹理、至少9vol.%的立方体(ed)纹理、或至少10vol.%的立方体(ed)纹理、至少11vol.%的立方体(ed)纹理、或至少12vol.%的立方体(ed)纹理、至少13vol.%的立方体(ed)纹理、或至少14vol.%的立方体(ed)纹理、或至少15vol.%的立方体(ed)纹理、至少16vol.%的立方体(ed)纹理或至少17vol.%立方体(ed)纹理。在一个实施例中,新型挤出6061铝合金产品实现至少2.5、或至少3.0、或至少3.5、或至少4.0、或至少4.5、或至少5.0、或至少5.5、或至少6.0、或至少6.5、或至少7.0、或至少7.5、或至少8.0、或至少8.5、或至少9.0、或至少9.5、或至少10.0、或至少10.2、或至少10.4、或至少10.6、或至少10.8的最大odf[001]强度。
51、v.产品应用
52、本文所描述的新型6xxx挤出铝合金产品可以用于各种产品应用,如棒、条和配置。可以使用此类产品来制备变速阀(例如,用于自由加工具有sn、bi和/或pb的6xxx铝合金)。也可以产生汽车结构部件。挤出物还可用作电连接器并且用于一般工业应用中。
53、vi.定义
54、“热加工”如通过挤出,意指在高温下,并且一般在至少250°f下加工铝合金产品。在热加工期间限制/避免应变硬化,这通常区分热加工与冷加工。
55、“冷加工”如通过冷拔,意指在不被视为热加工温度的温度下,一般在低于约250°f下(例如在环境温度下)加工铝合金产品。
56、回火定义符合美国铝业协会(the aluminum association)发布的ansi h35.1(2009),标题为“美国国家标准铝合金和回火命名系统(american national standardalloy and temper designation systems for aluminum)”。
57、强度和伸长率是根据astm e8/e8m-16a和b557-15测量的。
58、vii.其它
59、在以下描述中部分阐述此新技术的这些和其它方面、优点和新颖特征,且本领域的技术人员在检查以下描述和附图后将变得显而易见,或可以通过实践本公开所提供的技术的一个或多个实施例而习得。
60、附图构成本说明书的一部分并包含本公开的示意性实施例,并且示意了其各种目的和特征。另外,附图中示出的任何测量结果、规格等旨在示意而非限制。因此,本文公开的具体结构和功能细节不应被解释为限制性的,而仅作为用于教导本领域的技术人员以各种方式采用本发明的代表性基础。
61、在已经公开的那些益处和改进当中,根据结合附图进行的以下描述,本发明的其它目的和优点将变得显而易见。在本文中公开了本发明的详细实施例;然而,应当理解,所公开的实施例仅说明可以通过各种形式体现的本发明。另外,连同本发明的各种实施例一起给出的每一个实例均旨在示意而非限制。
62、在通篇说明书和权利要求书中,除非上下文另有明确规定,否则以下术语采取本文明确相关的含义。如本文所用,短语“在一个实施例中”和“在一些实施例中”不一定指相同实施例(虽然可以是)。另外,如本文所用,短语“在另一个实施例中”和“在一些其它实施例中”不一定指不同实施例(虽然可以是)。因此,可以容易地将本发明的各种实施例组合,而不偏离本发明的范围或精神。
63、此外,除非上下文另外明确规定,否则如本文所用,术语“或”是一种包括性的“或”运算符,且相当于术语“和/或”。除非上下文另外明确规定,否则术语“基于”不具有排他性且允许基于未描述的另外的因素。此外,在本说明书全篇中,除非上下文另外明确规定,否则“一个”、“一种”和“所述”的含义包含复数指代物。除非上下文另外明确规定,否则“在…中”的含义包含“在…中”和“在…上”。
64、虽然已经描述了本发明的多个实施例,但应了解这些实施例仅具说明性且无限制性,且多种润饰对于所属领域的技术人员而言可为显而易见的。仍进一步地,除非上下文明确要求,否则可以以任何期望的顺序执行各种步骤,并且可以添加和/或消除任何适用的步骤。
- 还没有人留言评论。精彩留言会获得点赞!