用于加工带沟槽零部件的磨床的制作方法
1.本发明涉及机械制造领域,尤其是涉及一种用于加工带沟槽零部件的磨床。
背景技术:
2.立方体零件在装备制造领域应用广泛,如滚动直线滑块,该类零件的加工精度和效率直接影响装备的性能和产量。立方体零件包含若干基准面,为保证加工精度,需要对各基准面进行磨削。随着现代制造业的不断发展,对立方体零件的加工精度和效率也提出了更高的要求。
3.传统用于立方体零件加工的磨床只含有一个磨头和一套运动轴系(即x轴、y轴和z轴),在加工过程中,首先对零件进行装夹,利用磨头对某一基准面进行磨削,再将零件卸下并重新装夹,对其他基准面进行磨削,如此重复,在每对一处基准面进行磨削前,都需要对零件进行重新装夹。多次装夹会产生较大的定位误差,必然降低立方体零件的加工精度,同时多次装夹还会延长加工时间,降低加工效率。专利《cn103433835》中虽然公开了一种双磨头磨床,但是其磨头只能沿单一方向移动,磨削过程中仍然需要将零件不断拆装才能完成对多个基准面的磨削。
4.因此,目前用于加工带沟槽零部件的磨床还需进一步改进。
技术实现要素:
5.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明的一个目的在于提出一种用于加工带沟槽零部件的磨床,该磨床包含双磨头和移动部件,移动部件可驱动双磨头在与工作台运动方向相交的平面内运动,即双磨头与工作台相互配合,一次装夹即可以对待加工件的多个基准面进行磨削,期间无需拆装待加工件,避免多次装夹引起的定位误差,提高磨床的加工精度和效率。
6.根据本发明实施例的用于加工带沟槽零部件的磨床,包括床身,所述床身上设置有工作台,所述工作台沿第一方向上可移动设置于所述床身;第一加工部和第二加工部,所述第一加工部与所述第二加工部朝向彼此设置并位于所述工作台两侧;移动部件,所述移动部件分别与所述第一加工部、所述第二加工部相连或与所述床身相连,以驱动所述第一加工部和所述第二加工部相对所述工作台在与所述第一方向相交的平面内移动。
7.本发明涉及的用于加工带沟槽零部件的磨床具有两个加工部和移动部件,当待加工件装夹到工作台上以后,移动部件可以驱动第一加工部和第二加工部在与工作台运动方向相交的平面内运动,例如,当工作台沿x轴方向运动时,移动部件可以驱动第一加工部和第二加工部沿y轴和z轴方向运动,或者,移动部件与床身相连,驱动床身使其可以在x轴、y轴和z轴方向运动,由此,通过一次装夹,即可完成对待加工件的多个基准面进行磨削,提高了加工精度和磨削效率。
8.根据本发明一个实施例的用于加工带沟槽零部件的磨床,所述移动部件分别与所述第一加工部和所述第二加工部连接,所述移动部件适于分别驱动所述第一加工部与所述
第二加工部在与所述第一方向正交的平面内移动。由此,第一加工部与第二加工部可独立的在与工作台运动方向相交的平面内运动,实现仅通过一次装夹便可对待加工件的多个基准面进行磨削。
9.根据本发明的一些实施例,所述床身上设置有在第一方向延伸的第一轨道,所述工作台可移动地设置于所述第一轨道上。
10.根据本发明的一些实施例,所述移动部件包括:龙门架,所述龙门架跨设于所述床身且具有彼此正对的第一支撑部和第二支撑部;第二轨道,所述第二轨道构造为两个且分别设置于所述第一支撑部与所述第二支撑部;第三轨道,所述第三轨道构造为两个且分别可移动地设置于对应的所述第二轨道上,两个所述第三轨道朝向彼此延伸,所述第一加工部与所述第二加工部分别可移动地设置于对应的第三轨道。
11.根据本发明的一些实施例,所述移动部件还包括:动力部件,所述动力部件适于驱动所述第三轨道在所述第二轨道上移动以及驱动所述第一加工部与所述第二加工部在所述第三轨道移动。
12.根据本发明的一些实施例,所述动力部件包括:第二轨道动力部件,所述第二轨道动力部件设置于所述第二轨道且适于驱动所述第三轨道沿所述第二轨道移动;第三轨道动力部件,所述第三轨道动力部件设置于所述第三轨道且适于驱动所述第一加工部或所述第二加工部在对应的所述第三轨道上移动。
13.根据本发明的一些实施例,所述第二轨道动力部件与所述第三轨道动力部件均构造为滚珠丝杠、直线电机、液压驱动机构、齿轮齿条中的一种。
14.根据本发明的一些实施例,所述床身上设置有吸附装置,所述吸附装置适于将待加工件吸附于所述工作台。由此,使待加工件固定在工作台上。
15.根据本发明的一些实施例,所述第一加工部与所述第二加工部均包括:底座,所述底座与所述移动部件相连;驱动部,所述驱动部设置于所述底座上且设置有驱动轴;磨头,所述磨头设置于所述驱动轴的自由端;其中,所述第一加工部与所述第二加工部的所述驱动轴彼此平行设置。
16.根据本发明的一些实施例,所述床身上设置有砂轮修整器,所述移动部件适于驱动所述第一加工部和/或所述第二加工部移动至与所述砂轮修整器配合的位置。由此,防止第一加工部和第二加工部钝化,提高磨削效率。
17.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
18.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
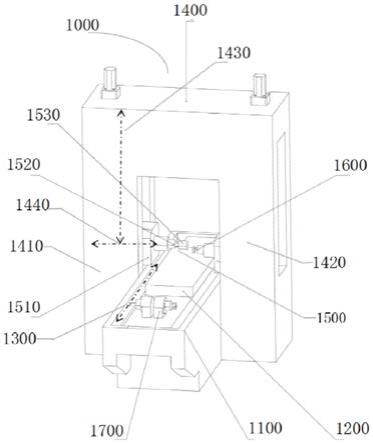
19.图1是本发明一个实施例的用于加工带沟槽零部件的磨床的结构示意图;
20.图2是本发明实施例1的磨床结构示意图。
21.附图标记:
22.1000:磨床;1100:床身;1200:工作台;1300:第一轨道;1400:龙门架;1410:第一支撑部;1420:第二支撑部;1430:第二轨道;1440:第三轨道;1500:第一加工部;1510:第一底
座;1520:驱动部;1530:磨头;1600:第二加工部;1700:砂轮修整器;2000待加工件。
具体实施方式
23.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
24.现有的磨床在对待加工件进行磨削时,由于只有一个磨头,且磨头的运动方向比较单一,在对待加工件进行磨削时,只能先加工一个基准面,加工完成之后,需将待加工件在工作台上取下重新装夹,再对其他基准面进行磨削,当待加工件的多个基准面均需要磨削时,每对一个基准面进行磨削之前,都需要对零件进行重新装夹,多次装夹就需要多次定位,势必会造成定位误差,降低加工的精度,而且重复拆下和装夹,会延长作业时间,降低加工效率。本发明旨在设计一种用于加工带沟槽零部件的磨床,以解决上述问题。
25.下面参考图1描述根据本发明实施例的用于加工带沟槽零部件的磨床1000。
26.如图1所示,根据本发明实施例的用于加工带沟槽零部件的磨床1000包括床身1100、第一加工部1500、第二加工部1600和移动部件,床身1100上设置有工作台1200,工作台1200沿第一方向上可移动设置于床身1100,第一加工部1500和第二加工部1600朝向彼此设置并位于工作台1200两侧,移动部件分别与第一加工部1500、第二加工部1600相连或与床身1100相连以驱动第一加工部1500和第二加工部1600相对工作台1200在与第一方向相交的平面内移动。
27.本发明涉及的用于加工带沟槽零部件的磨床1000具有两个加工部和移动部件,当待加工件装夹到工作台上以后,移动部件可以驱动第一加工部1500和第二加工部1600在与工作台1200运动方向相交的平面内运动,例如,当工作台1200沿x轴方向运动时,移动部件可以驱动第一加工部1500和第二加工部1600沿y轴和z轴所组成的平面内移动,或者,移动部件与床身1100相连,驱动床身1100使其可以在x轴、y轴和z轴的空间内运动,由此,通过一次装夹,即可完成对待加工件的多个基准面进行磨削,提高了加工精度和磨削效率。此处需要说明的是,多个基准面的含义是指可以通过一次装夹对待加工件的两个或两个以上的基准面进行磨削。
28.根据本发明进一步的实施例,移动部件分别与第一加工部1500和第二加工部1600连接,适于分别驱动第一加工部1500与第二加工部1600在与第一方向正交的平面内移动。由此,移动部件可分别独立的控制第一加工部1500和第二加工部1600,即第一加工部1500和第二加工部1600可以在与第一方向相交的平面内分别沿任意方向运动,也就是说第一加工部1500和第二加工部1600的运动方向可以相同也可以不同,即第一加工部1500和第二加工部1600可以沿相同方向运动,也可以沿相反方向运动;第一加工部1500和第二加工部1600的工作状态可以相同也可以不同,即第一加工部1500和第二加工部1600可以单独运行,也可以同时运行,本领域技术人员可根据需要自行选择。
29.根据本发明的另一些实施例,第一加工部1500与第二加工部1600均包括:第一底座、驱动部和磨头,例如,参考附图1,第一加工部1500包括第一底座1510、驱动部1520和磨头1530,第一底座1510与移动部件相连,使驱动部1520设置于第一底座1510上且设置有驱动轴(图中未示出),磨头1530设置于驱动轴的自由端,用于对待加工件进行磨削;其中,第
一加工部1500与第二加工部1600的驱动轴彼此平行设置。
30.根据本发明的一些实施例,参考图1,床身1100上设置有在第一方向延伸的第一轨道1300,工作台1200可移动地设置于第一轨道1300上,由于待加工件固定在工作台1200上,工作台1200的移动即可带动待加工件在第一导轨1300上移动,本领域技术人员即可通过移动工作台1200使待加工件的基准面与第一加工部1500或第二加工部1600接触进行磨削。
31.根据本发明的一些实施例,参考图1,移动部件进一步包括龙门架1400、第二轨道1430和第三轨道1440,龙门架1400跨设于床身1100且具有彼此正对的第一支撑部1410和第二支撑部1420,第二轨道1430构造为两个且分别设置于第一支撑部1410和第二支撑部1420,即第二轨道1430可以分别在第一支撑部1410和第二支撑部1420上移动,第三轨道1440同样构造为两个且分别设置于对应的第二轨道1430上,两个第三轨道1440朝向彼此延伸,第一加工部1500和第二加工部1600分别可移动地设置于对应的第三轨道1440,具体地,当第一加工部1500对应的第三轨道1440设置于第一支撑部1410上的第二轨道1430,第一加工部1500对应的第三轨道1440设置于第二支撑部1420上的第二轨道1430时,工作台1200沿第一方向移动,第一加工部1500可沿与第一方向相交的平面内进行运动,例如,当第一方向为x轴方向时,第一加工部1500可在y轴和z轴方向移动,同样的,第二加工部1600也可以在y轴和z轴方向移动,由此,即可通过一次装夹便对待加工件的多个基准面进行磨削。
32.此处需要说明的是,第一轨道1300、第二轨道1430和第三轨道1440的形式不受特别限制,只要能使工作台1200、第一加工部1500和第二加工部1600沿轨道方向移动即可。
33.根据本发明的一些实施例,移动部件还包括动力部件(图中未示出),进一步的,动力部件包括第二轨道动力部件和第三轨道动力部件,其中,第二轨道动力部件设置于第二轨道1430且适于驱动第三轨道1440沿第二轨道1430移动,第三轨道动力部件设置于第三轨道1440且适于驱动第一加工部1500或第二加工部1600在对应的第三轨道上1440移动,以便在加工过程中对待加工件的多个基准面进行磨削。具体地,第二轨道动力部件与第三轨道动力部件可以均构造为滚珠丝杠、直线电机、液压驱动机构、齿轮齿条中的一种。
34.根据本发明的又一个实施例,待加工件在床身1100上的固定方式不受特别限制,例如可以通过夹具使待加工件固定在床身1100上,还可以在床身1100上设置有吸附装置(图中未示出),具体地,可以通过磁吸或负压吸附。
35.根据本发明的又一个实施例,参考图1,床身1100上进一步设置有砂轮修整器1700,移动部件适于驱动第一加工部1500和/或第二加工部1600移动至与砂轮修整器1700配合的位置。由此,若在磨削过程中第一加工部1500和第二加工部1600的磨头出现钝化,可通过砂轮修整器1700对磨头进行修整,提高磨削效率。
36.实施例1
37.对待加工件2000进行磨削,待加工件2000为带沟槽立方体零件,磨床及待加工件2000的结构如图2所示,磨削过程中,将待加工件2000磁吸固定在工作台1200上,磨床通过第一加工部1500和第二加工部1600同时磨削待加工件2000的a面和c面,磨削完成后,再磨削待加工件2000的b面,整个待加工件2000磨削的过程中仅需要一次装夹即可,可以避免多次装夹引起的定位误差,提高加工精度和效率。
38.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结
构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
39.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1