全铝散热器的加工装置及其加工工艺的制作方法
1.本发明涉及散热器技术领域,尤其是全铝散热器的加工装置及其加工工艺。
背景技术:
2.散热器主要用于对设备的散热,其有多个零件组成,其中包括散热风扇,由于铝材的优良的导热性能和其可塑性,因此高端的散热器都采取使用铝制风扇,其可以适应较高转速,且稳定性高,但是在制造铝制风扇的的时候,往往采取压铸的形式,在压铸过程中,需要先对铝块进行熔化,使其变成铝液,将其注入到模具中,然后再通过冷却成型,最终得到铝制风扇,而在冷却成型的过程中,需要消耗很大的能源。
技术实现要素:
3.本发明针对现有技术中的不足,提供了全铝散热器的加工装置及其加工工艺。
4.为解决上述技术问题,本发明通过下述技术方案得以解决:全铝散热器的加工装置,包括压铸机、冷却水箱、蒸汽箱、回流箱和驱动装置,所述回流箱位于冷却水箱上方,所述压铸机包括熔化炉、模具和推进板,所述熔化炉内部设置有电热丝,其用于熔化铝块,所述蒸汽箱位于回流线内,其上设置有蒸汽轮和发电机,所述蒸汽轮在蒸汽喷射时能发生转动,其与发电机连接,带动其转动进行发电,所产生的电能补充给电热丝,使其熔化铝块,所述模具设置在推进板上,其能带动模具前后滑动,使其与熔化炉的出液口连接,所述模具上的进水端与冷却水箱出水端里连接,模具上的出水端与回流箱连接。
5.所述推进板上还设置有齿条,所述驱动装置设置在压铸机旁,其包括动能储存装置和驱动泵,所述储存装置包括第一齿轮、涡卷弹簧、第一皮带轮和第一转动轴,所述第一齿轮设置在第一转动轴上,涡卷弹簧外圈设置在第一皮带轮上,其内圈设置在第一转动轴上,所述第一齿轮与齿条啮合,所述驱动泵设置在冷却水箱的出水端上,其上设置有第二皮带轮,其与第一皮带轮通过皮带连接。
6.其有益效果在于,每次压铸,其冷却液能对蒸汽箱进行将加热,使其产生高温高压的水蒸气,使其驱动蒸汽轮转动,带动发电机转动,给电网补充电能,减小压铸所消耗的电能,且在每次水蒸气喷射的过程中,自动进行补水作业,使蒸汽箱内的水位一直维持在一定的水平。
7.上述方案中,优选的,所述第一转动轴单向转动设置在地面上,所述第一齿轮单向转动设置在第一转动轴上,所述第一皮带轮转动设置在第一转动轴上,且所述第一皮带轮下方设置有电磁铁,用于锁定第一皮带轮。
8.其有益效果在于,在推进板向前滑动的时候,能带动第一齿轮转动,从而搅紧涡卷弹簧,在模具与熔化炉连接后,电磁铁自动断电,使涡卷弹簧驱动第一皮带轮转动,从而带动驱动泵转动,使冷却水箱内的冷却液注入到模具内。
9.上述方案中,优选的,所述蒸汽箱上还包括有进水泵、补水管和补水箱,所述补水管两端连接在进水泵上和补水箱上,所述进水泵与蒸汽轮内腔连通,所述进水泵与蒸汽轮
连接,在蒸汽轮转动的时候带动进水泵转动,使补水箱内的水进入到蒸汽箱内。
10.其有益效果在于,能对流入到蒸汽箱内的水进行预加热,使蒸汽箱内的水能快速沸腾产生水蒸气。
11.上述方案中,优选的,所述回流箱上设置有下水通道,其与冷却水箱连通,在下水通道上设置有温压开关,在回流箱内压力超过设定值或温度低于设定值时,能自动打开。
12.其有益效果在于,在回流箱内的冷却液满时,内部压力增大,温压开关启动,其内的冷却液流入到冷却水箱内,在回流箱内的冷却液温度低于100摄氏度时,其不能再给蒸汽箱进行加热时,温压开关启动,回流箱内的冷却液自动流入到冷却水箱内。
13.上述方案中,优选的,所述补水管中间端位于冷却水箱内,其可以用冷却液的余温对补水管内的水进行预加热。
14.上述方案中,优选的,所述蒸汽箱嵌入设置在回流箱内,且蒸汽箱的外壁与回流箱内壁均不接触,且回流箱为密封设置。
15.上述方案中,优选的,所述蒸汽箱整体材料为金属导热材料制成。
16.上述方案中,优选的,所述冷却水箱内的冷却液其本身温度能达到100摄氏度以上。
17.其有益效果在于,使冷却液能更好的吸收液态铝的热量,使其给蒸汽箱加热。
18.全铝散热器的加工装置加工工艺,s1:先将铝块加入到熔化炉内,启动设备。
19.s2:推进板向前推进,使模具与熔化炉连接,熔化炉将内部的液态铝压入到模具内。
20.s3:驱动泵启动,将冷区水箱内的冷却液压入到模具内,使液态铝降温固化,形成成型的风扇。
21.s4:热的冷却液进入到回流箱内,使其加热蒸汽箱,产生高温高压水蒸气驱动发电机转动,产生的电能补充到电网中。
22.s5:驱动发电机转动的同时,驱动进水泵转动,对蒸汽箱进行自动补水。
23.本发明的有益效果是:本发明提供了全铝散热器的加工装置及其加工工艺,其能在在铝制风扇压铸的过程中,使用冷却液冷却液态铝所带走的热量,产生高温高压水蒸气,驱动发电机转动,产生电能补充到电网中,增强热能回收效率,减少压铸机的能源消耗,从而为企业节能减排,提升企业的能耗损耗。
附图说明
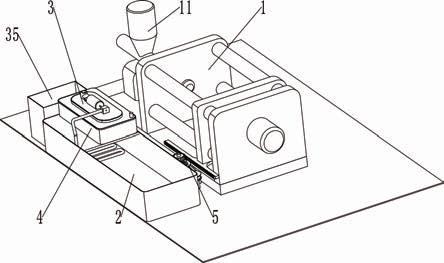
24.图1为本发明示意图。
25.图2为本发明剖视图。
26.图3为本发明部分示意图。
27.图4为本发明驱动装置示意图。
具体实施方式
28.下面结合附图与具体实施方式对本发明作进一步详细描述:参见图1-图4,全铝散热器的加工装置,包括压铸机1、冷却水箱2、蒸汽箱3、回流箱4和驱动装置
5,所述回流箱4位于冷却水箱2上方,且两者之间设置有下水通道41,使回流箱4内的冷却水能自动流入到冷却水箱2内,所述下水通道41内设置有温压开关42,其能在压力超过设定值或温度低于100摄氏度时,自动打开,使回流箱4内的冷却水能自动流入到冷却水箱2内,所述蒸汽箱3嵌入设置在回流箱4内,蒸汽箱3的外壁与回流箱4内壁均不接触,且蒸汽箱3整体材料为金属导热材料制成,回流箱4为密封设置。
29.其中回流箱4内的热量能快速的传递给蒸汽箱3,使其内的水快速沸腾蒸发,产生蒸汽。
30.所述蒸汽箱3上设置有蒸汽轮31和发电机32,蒸汽轮31转动设置在蒸汽箱的出气口处,其在蒸汽驱动下能发生转动,所述发电机32与蒸汽轮31连接,在蒸汽轮31发生转动,跟随其转动从而产生电能,所述压铸机1包括熔化炉11,所述熔化炉11内部设置有电热丝,电热丝与外界电源连接,所产生的热能用于熔化铝块,发电机32所产生的电能能补充到外界电源内,使其用于电热丝加热,减少熔化铝块所消耗的电能。
31.其中蒸汽箱3在受热时能使其内的水沸腾,产生水蒸气,从而使蒸汽箱3内的气压增大,高压水蒸气从出气口处喷出,从而驱动蒸汽轮31转动,从而带动发电机32转动,其产生电能补充到总电路中,用于补充给电热丝加热而消耗的电能。
32.所述蒸汽箱3上还包括有进水泵33、补水管34和补水箱35,所述补水管34两端连接在进水泵33上和补水箱35上,所述进水泵33与蒸汽轮31内腔连通,所述进水泵33与蒸汽轮31连接,在蒸汽轮31转动的时候带动进水泵33转动,使补水箱35内的水进入到蒸汽箱3内,所述补水管34中间端位于冷却水箱2内,使其可以用冷却液的余温对补水管34内的水进行预加热。
33.其中在蒸汽箱3向外喷射水蒸气时,其内的水会减少,而进水泵33与蒸汽轮31连接,在每次喷射水蒸气时,均能驱动进水泵33转动,从而使补水箱35内的水经过补水管34进入到蒸汽箱3内,而补水管34中间端位于冷却水箱2内,使得在进入到蒸汽箱3内的水已经经过预加热,使其能更快达到沸点产生水蒸气。
34.所述压铸机1还包括模具12和推进板13,所述模具12设置在推进板13上,所述推进板13能向前推进,使模具12与熔化炉11连接,使熔化炉11内的液态铝液注入到模具12内,所述模具12上的进水端与冷却水箱2出水端里连接,模具12上的出水端与回流箱4连接,所述冷却水箱2出水端处设置有驱动泵52,其转动能将冷却水箱2内的冷却液注入到模具12中,使冷却液带走液态铝液的高温,使其冷却固化,从而得到固态的成型风扇,而冷却液在吸收热量后进入到回流箱4内。
35.其中冷却液其本身温度能达到100摄氏度以上,而铝的熔点是660摄氏度,因此在冷却液经过模具12后,其本身的温度大于100摄氏度,因此在其进入到回流箱4内后,其本身的温度传递给蒸汽箱3,使其加热内部的水,从而产生高温高压水蒸气,驱动蒸汽轮31转动。
36.所述推进板13上还设置有齿条131,所述驱动装置5设置在压铸机1旁,其包括动能储存装置51和驱动泵52,所述储存装置51包括第一齿轮511、涡卷弹簧512、第一皮带轮513、第一转动轴514和电磁铁515,所述第一转动轴514逆时针单向转动设置在地面上,所述第一齿轮511顺时针单向转动设置在第一转动轴514上,所述第一皮带轮513转动设置在第一转动轴514上,所述涡卷弹簧512外圈设置在第一皮带轮513上,其内圈设置在第一转动轴514上,所述第一齿轮511与齿条131啮合,所述驱动泵52上设置有第二皮带轮521,其与第一皮
带轮513通过皮带连接,且所述电磁铁515位于第一皮带轮513下方,其在平时状态时吸附住第一皮带轮513,所述模具12上设置有压触开关,其能控制电磁铁515开启和关闭,在模具12与熔化炉11连接后,压触开关顶触到熔化炉11前端平面,控制电磁铁515自动断电,停止吸附,在模具12与熔化炉11断开连接后,压触开关的顶触消失,从而控制电磁铁515通电,吸附锁定第一皮带轮513,从而使涡卷弹簧512保持一定的弹力,为下一次转动储备一定的弹性势能。
37.其中在推进板13向前推进的过程中,带动齿条131一起向前移动,而第一齿轮511与齿条131啮合,因此在推进板13向前推进时,带动第一齿轮511转动,而第一齿轮511为顺时针单向转动设置在第一转动轴514上,因此带动第一转动轴514一起转动,而此时第一皮带轮513被电磁铁515吸附锁定,因此在第一转动轴514转动的过程中,搅紧涡卷弹簧512,在模具12与熔化炉11连接后,电磁铁515自动断电,停止吸附,从而使得第一皮带轮513在涡卷弹簧512的作用下开始转动,从而带动第二皮带轮521转动,从而驱动驱动泵52转动,使冷却水箱2内的冷却液通过驱动泵52注入到模具12中,冷却液带走液态铝液的高温,使其冷却固化,从而得到固态的成型风扇,而冷却液在吸收热量后进入到回流箱4内。
38.在经过一定时间的冷却后,推进板13向后缩回,模具12与熔化炉11断开连接,电磁铁515自动通电,吸附锁定第一皮带轮513,同时推进板13带动齿条131一起向后移动,带动第一齿轮511转动,由于第一转动轴514为逆时针单向转动设置在地面上,因此第一转动轴514不发生转动,而第一齿轮511与第一转动轴514发生相对转动。
39.其工作原理或使用方法如下:先将铝块装入到熔化炉11内,外界电源给电热丝加热,使铝块熔化,在铝块熔化后,压铸机1启动,推进板13向前推进,使其上的模具12与熔化炉11连接,将熔化炉11的液态铝压入模具12内,在推进板13向前推进的过程中,带动齿条131一起向前移动,而第一齿轮511与齿条131啮合,因此在推进板13向前推进时,带动第一齿轮511转动,而第一齿轮511为顺时针单向转动设置在第一转动轴514上,因此带动第一转动轴514一起转动,而此时第一皮带轮513被电磁铁515吸附锁定,因此在第一转动轴514转动的过程中,搅紧涡卷弹簧512,在模具12与熔化炉11连接后,电磁铁515自动断电,停止吸附,从而使得第一皮带轮513在涡卷弹簧512的作用下开始转动,从而带动第二皮带轮521转动,从而驱动泵52转动,使冷却水箱2内的冷却液通过驱动泵52注入到模具12中,冷却液带走液态铝液的高温,使其冷却固化,从而得到固态的成型风扇,而冷却液在吸收热量后进入到回流箱4内。
40.冷却液其本身温度能达到100摄氏度以上,而铝的熔点是660摄氏度,因此在冷却液经过模具12后,其本身的温度大于100摄氏度,因此在其进入到回流箱4内后,其本身的温度传递给蒸汽箱3,蒸汽箱3在受热时能使其内的水沸腾,产生水蒸气,从而使蒸汽箱3内的气压增大,高压水蒸气从出气口处喷出,从而驱动蒸汽轮31转动,从而带动发电机32转动,其产生电能补充到总电路中,用于补充给电热丝加热而消耗的电能。
41.而在蒸汽箱3向外喷射水蒸气时,其内的水会减少,而进水泵33与蒸汽轮31连接,在每次喷射水蒸气时,均能驱动进水泵33转动,从而使补水箱35内的水经过补水管34进入到蒸汽箱3内,而补水管34中间端位于冷却水箱2内,使得在进入到蒸汽箱3内的水已经经过预加热,使其能更快达到沸点产生水蒸气。
42.在经过一定时间的冷却后,推进板13向后缩回,模具12与熔化炉11断开连接,电磁铁515自动通电,吸附锁定第一皮带轮513,同时推进板13带动齿条131一起向后移动,带动第一齿轮511转动,由于第一转动轴514为逆时针单向转动设置在地面上,因此第一转动轴514不发生转动,而第一齿轮511与第一转动轴514发生相对转动。
43.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1