一种制备细晶KFC带材的方法及细晶KFC带材与流程
一种制备细晶kfc带材的方法及细晶kfc带材
技术领域
1.本发明属于集成电路和半导体元器件封装材料的加工技术领域,具体涉及制备细晶kfc带材的方法及细晶kfc带材。
背景技术:
2.目前引线框架材料作为集成电路和半导体元器件封装的关键材料,在集成电路中固定芯片、保护内部元器件、传递电信号并向外散发元件热量。目前市场上使用最多的引线框架材料是cu-fe-p系列合金,而kfc (c19210) 合金以其优良的导电性、导热性、加工工艺性能和适宜的强度及可镀性、可焊性、与封装材料的亲和性、较低的成本等,成为集成电路和半导体分立器件等电子信息产业的关键性材料。目前,国内外电子信息产业快速地发展进一步加大了引线框架材料的需求,kfc带材加工难度低、市场竞争激烈,为了保持kfc引线框架材料在市场上持续的竞争力,需要通过改进工艺提高产品特性。
3.现有技术中的kfc铜合金带材制备工艺主要有3种。
4.第一种kfc带材制备工艺为半连续铸造
→
铣面
→
加热
→
热轧
→
粗轧
→
退火
→
中轧
→
退火
→
精轧
→
清洗、分切和包装。第一种为传统的kfc带材制备工艺,也是目前市场上主流的生产方法。
5.为了节约生产成本不采取热轧工序,出现另外两种kfc带材的制备工艺。第二种工艺为水平连铸
→
铣面
→
粗轧
→
退火
→
中轧
→
退火
→
精轧
→
清洗、分切和包装,第二种工艺kfc合金没经过高温变形,气孔、夹杂等缺陷难以消除,在后续变形过程中容易出现边裂、起皮等现象,造成成材率的下降。
6.第三种工艺为上引连铸
→
连续挤压
→
粗轧
→
退火
→
中轧
→
退火
→
精轧
→
清洗、分切和包装。第三种工艺连续挤压过程中发生了充分的再结晶,在冷轧后为了使得第二相充分的析出以提高导电率,一般会使用钟罩炉长时间保温,此时冷轧提供了再结晶和长大的驱动力,退火后晶粒组织会显著地长大。
技术实现要素:
7.本发明公开了一种短流程kfc带材的制备方法,以解决现有技术中上述以及潜在的任一问题。
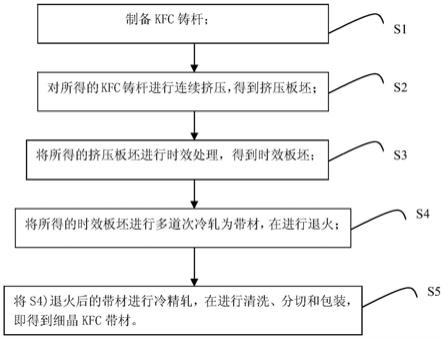
8.为了解决上述问题,本发明的技术方案提供:一种制备细晶kfc带材的方法,所述方法具体包括以下步骤:s1)制备kfc铸杆,s2) 对s1) 所得的kfc铸杆进行连续挤压,得到挤压板坯;s3) 将s2)所得的挤压板坯进行时效处理,得到时效板坯;s4) 将s3)所得的时效板坯进行多道次冷轧为带材,再进行退火;s5) 将s4)退火后的带材进行冷精轧,在进行清洗、分切和包装,即得到细晶kfc带材(上述方法中s1)-s5)需按照顺序操作,不能前后调整)。
9.进一步,所述s1)中的具体工艺为:通过上引连铸的铸造温度为1150~1180℃,熔铸过程中采用烘烤木炭覆盖熔体表面,得到kfc铸杆,进一步,所述 kfc铸杆的各个组分的质量百分比为:fe:0.05~0.15%,p:0.025~0.04%,sn:0~0.05%,其余为铜及不可避免的杂质。
10.进一步,所述s2)中的连续挤压过程中进铸杆速度2.5~3.2m/min,连续挤压后,得到厚度为10mm~14mm的挤压板坯,且挤压板坯的平均晶粒尺寸≤20μm。
11.进一步,所述s3)中的时效处理的具体工艺为:在钟罩炉中进行,加热速度50~100℃/min,加热温度400~600℃,保温时间3~10h。
12.进一步,所述s4)的具体工艺为:s3.1)先进行多道次冷,冷轧后得到厚度为0.26mm~1.58mm的带材;s3.2)退火工艺温度为400~650℃,退火速度在30~70m/min,退火后平均晶粒尺寸≤10μm。
13.进一步,所述s5)中的冷精轧的工艺为:进行多道次的冷精轧,总的变形量为5~30%,精轧后带材厚度在0.2~1.5mm。
14.进一步,所述得到的细晶kfc带材的抗拉强度可达420~470mpa,延伸率5~15%,维氏硬度120~135,导电率≥87%iacs,且在470℃保温3min后维氏硬度≥115。
15.一种细晶kfc带材,所述细晶kfc带材采用上述的方法制备得到。
16.本发明的优点和有益效果为:由于采用上述技术方案,本发明的制备方法具有流程短,可实现工业化、大规模批量化的稳定生产;且在连续挤压后进行时效处理,一方面此时时效析出大量的第二相保证kfc带材足够的导电率需求,且该阶段时效过程中晶粒组织长大不明显,另一方面在该阶段时效能使得气垫炉退火前冷轧总变形量最大化,促使气垫炉退火过程中有更多的再结晶形核点而形成更多的细小再结晶晶粒,最终制备得到抗拉强度420~470mpa,延伸率5~15%,维氏硬度120~135,导电率≥87%iacs,且在470℃保温3min后维氏硬度≥115的kfc合金带材。
附图说明
17.图1为本发明的一种制备细晶kfc带材的方法的流程框图。
18.图2为本发明实施1中冷精轧至0.2mm后的金相示意图。
19.图3为本发明实施2中冷精轧至0.6mm的金相示意图。
具体实施方式
20.下面结合附图和具体实施例对本发明的技术方案作进一步说明。
21.如图1所示,本发明一种制备细晶kfc带材的方法,所述方法具体包括以下步骤:s1)制备kfc铸杆,s2) 对s1) 所得的kfc铸杆进行连续挤压,得到挤压板坯;s3) 将s2)所得的挤压板坯进行时效处理,得到时效板坯;s4) 将s3)所得的时效板坯进行多道次冷轧为带材,再进行退火;s5) 将s4)退火后的带材进行精轧,在进行清洗、分切和包装,即得到细晶kfc带材。
22.所述s1)中的具体工艺为:通过上引连铸的铸造温度为1150~1180℃,熔铸过程中采用烘烤木炭覆盖熔体表面,得到kfc铸杆,所述 kfc铸杆的各个组分的质量百分比为:fe:0.05~0.15%,p:0.025~0.04%,sn:0~0.05%,其余为铜及不可避免的杂质。
23.所述s2)中的连续挤压过程中进铸杆速度2.5~3.2m/min,连续挤压后,得到厚度为10mm~14mm的挤压板坯,且挤压板坯的平均晶粒尺寸≤20μm。
24.所述s3)中的时效处理的具体工艺为:在钟罩炉中进行,加热速度50~100℃/min,加热温度400~600℃,保温时间3~10h。
25.所述s4)的具体工艺为:s3.1)先进行多道次冷轧,冷轧后得到厚度为0.26mm~1.58mm的带材;s3.2)退火工艺温度为400~650℃,退火速度在30~70m/min,退火后平均晶粒尺寸≤10μm。
26.所述s5)中的精轧的工艺为:进行多道次的冷精轧,总的变形量为5~30%,精轧后带材厚度在0.2~1.5mm。
27.所述得到的细晶kfc带材的抗拉强度可达420~470mpa,延伸率5~15%,维氏硬度120~135,导电率≥87%iacs,且在470℃保温3min后维氏硬度≥115。
28.一种细晶kfc带材,所述细晶kfc带材采用上述的方法制备得到。
29.实施例1厚度0.2mm的细晶kfc合金带材制备,以电解铜为原料,添加铜铁中间合金和铜磷中间合金,控制kfc合金成分fe 0.07 %,p 0.03 ,其余为铜及不可避免的杂质。通过上引连铸的方法制备铜合金铸杆,上引连铸的铸造温度为1150 ℃,熔铸过程中采用烘烤木炭覆盖熔体表面。上引连铸杆经过连续挤压,速度为2.5m/min,连续挤压后得到厚度为12mm的挤压板坯,且挤压板坯的平均晶粒尺寸≤20μm,在钟罩炉中进行,加热速度50℃/min,加热值温度400℃,保温时间3h,导电率89.1%iacs,维氏硬度101;连续挤压后多道次冷轧至厚度为0.26mm的带材,而后经过气垫炉进行退火,退火温度为400℃,退火速度为30m/min,退火后冷精轧至0.2mm,冷精轧后进行清洗、分切、包装。冷精轧后的kfc带材抗拉强度434mpa,延伸率6.5%,导电率90.3%,维氏硬度保温127.5,470℃保温3min后维氏硬度125.3,平均晶粒尺寸在5μm左右,如图1所示。
30.实施例2厚度0.6mm的细晶kfc合金带材制备,以电解铜为原料,添加铜铁中间合金和铜磷中间合金,控制kfc合金成分fe0.1%,p0.035,sn :0.02%,其余为铜及不可避免的杂质。通过上引连铸的方法制备铜合金铸杆,上引连铸的铸造温度为 1180℃,熔铸过程中采用烘烤木炭覆盖熔体表面。上引连铸杆经过连续挤压制备厚度12mm的挤压板坯,在钟罩炉中进行,加热速度70℃/min,加热温度500℃,保温时间4h,导电率89.1%iacs,维氏硬度101;连续挤压后多道次冷轧至厚度为0.7mm的带材,而后经过气垫炉进行退火,退火温度为500℃,退火速度为50m/min,退火后冷精轧至0.6mm,冷精轧后进行清洗、分切、包装。冷精轧后kfc带材的抗拉强度423mpa,延伸率7.8%,导电率90.5%,维氏硬度保温123.5,470℃保温3min后维氏硬度120.8,平均晶粒尺寸在9μm左右,如图3所示。
31.实施例3
厚度0.8mm的细晶kfc合金带材制备,以电解铜为原料,添加铜铁中间合金和铜磷中间合金,控制kfc合金成分fe0.1%,p0.035,sn :0.02%,其余为铜及不可避免的杂质。通过上引连铸的方法制备铜合金铸杆,上引连铸的铸造温度为 1180℃,熔铸过程中采用烘烤木炭覆盖熔体表面。上引连铸杆经过连续挤压制备厚度12mm的挤压板坯,在钟罩炉中进行,加热速度100℃/min,加热温度600℃,保温时间10h,导电率90.1%iacs,维氏硬度101;连续挤压后多道次冷轧至厚度为0.7mm的带材,而后经过气垫炉进行退火,退火温度为550℃,退火速度为60m/min,退火后冷精轧至0.8mm,冷精轧后进行清洗、分切、包装。冷精轧后kfc带材的抗拉强度429mpa,延伸率8.8%,导电率92.5%,维氏硬度保温125.8,470℃保温3min后维氏硬度122.6。
32.以上对本技术实施例所提供的一种制备细晶kfc带材的方法及细晶kfc带材,进行了详细介绍。以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
33.如在说明书及权利要求书当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求书并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求书当中所提及的“包含”、“包括”为一开放式用语,故应解释成“包含/包括但不限定于”。“大致”是指在可接收的误差范围内,本领域技术人员能够在一定误差范围内解决所述技术问题,基本达到所述技术效果。说明书后续描述为实施本技术的较佳实施方式,然所述描述乃以说明本技术的一般原则为目的,并非用以限定本技术的范围。本技术的保护范围当视所附权利要求书所界定者为准。
34.还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的商品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种商品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的商品或者系统中还存在另外的相同要素。
35.应当理解,本文中使用的术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
36.上述说明示出并描述了本技术的若干优选实施例,但如前所述,应当理解本技术并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述申请构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本技术的精神和范围,则都应在本技术所附权利要求书的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1