一种不同直径圆木抛光设备的制作方法
1.本发明木材加工自动化技术领域,特别涉及一种不同直径圆木抛光设备。
背景技术:
2.圆木应用的比较广泛,比如房屋支撑梁,铁锹柄,夹具肢腿等,圆木可以用树干或者粗的树枝直接加工而成,也可以拼接,不管是整个木材加工还是拼接而成,都要求对圆木表面进行打磨,目前有打磨设备,但是目前设备只能打磨固定尺寸的圆木,对于不同直径的圆木不能根据直径大小自动调节,而且目前打磨设备都仅对树木表面打磨一次,打磨之后的圆木表面并不是很光滑,因此,急需一种能够适用不同直径圆木的抛光质量好的抛光设备。
技术实现要素:
3.针对上述问题,本发明提供一种不同直径圆木抛光设备,通过设置有初步打磨装置、定位输送装置、抛光装置、支撑装置,分为初步打磨后再进行抛光的工序,打磨效果比较好,能为不同直径的圆木进行打磨并抛光,不仅能保证抛光质量,而且节约劳动力,提高工作效率。
4.本发明所使用的技术方案是: 一种不同直径圆木抛光设备,包括:初步打磨装置、定位输送装置、抛光装置、支撑装置和动力控制装置,所述的抛光装置两侧分别固定安装定位输送装置,其中一个定位输送装置后方固定安装有初步打磨装置,所述的支撑装置位于另一个定位输送装置后方,所述动力控制装置安装在支撑装置的侧面;将需要打磨的圆木穿过初步打磨装置后送至定位输送装置中定位夹紧,所述定位输送装置将圆木向输抛光装置输送的同时初步打磨装置将圆木初步打磨,所述抛光装置再对圆木进行精细抛光打磨,抛光后的圆木由定位输送装置向前输送至支撑装置中储存。
5.进一步的,所述初步打磨装置包括:旋转机构、打磨机构和碎末收集箱;所述打磨机构自动对圆木初步打磨,其通过弹簧固定连接在旋转机构上,所述旋转机构旋转,进而带动打磨机构旋转,所述碎末收集箱设置在打磨机构下面,以收集打磨后的碎木屑。
6.进一步的,所述旋转机构包括:大齿圈、回转支承、轴用卡圈、小齿轮、支撑架和电机a;所述的回转支承固定安装在支撑架大孔一端,大齿圈通过螺栓固定安装在回转支承旋转圈上,滑座滑动安装在大齿圈的两侧滑杆上面,弹簧一端固定连接在滑座上,小齿轮通过转轴转动安装在支撑架的小孔一端,转轴一端安装轴用卡圈,转轴与小齿轮端部接触;所述的电机a固定安装在支撑架上,电机a输出轴与小齿轮的转轴固定连接。
7.进一步的,所述打磨机构包括:马达、弹簧、滑座和打磨轮;所述弹簧另一端固定连接在大齿圈上,打磨轮通过转轴转动安装在滑座上,马达固定安装在滑座上,马达输出轴与打磨轮的转轴固定连接。
8.进一步的,所述的定位输送装置包括:气缸、滑座、定位滚轮、电机b和定位架;所述定位滚轮通过转动轴转动安装在滑座上,电机b固定安装在滑座,电机b输出轴与定位滚轮的转轴固定连接,所述的滑座共两组,每组的两个滑座之间平行,两个滑座分别滑动安装在定位架上,两侧的两组滑座之间呈分布,所述的气缸共4个,气缸一端与滑座固定连接,另一端与定位架固定连接。
9.进一步的,所述抛光装置包括:底板、底脚、抛光旋转机构、夹持机构和抛光机构;所述底脚固定安装在底板的底面四角处,所述底板上设置有抛光旋转机构、夹持机构和抛光机构,所述夹持机构能夹紧与松开圆木,所述抛光旋转机构能带动圆木旋转,所述抛光机构对圆木抛光。
10.进一步的,所述抛光旋转机构包括:第一滚动架、齿盘、第一滚动套、电机c、链条、链盘、第二滚动架、第二滚动套和导向套;所述第一滚动架与第二滚动架分别固定在底板上,所述的第一滚动套与第二滚动套分别转动安装在第一滚动架与第二滚动架上,第一滚动套与第二滚动套的轴线对齐,齿盘固定安装在第一滚动套上,电机c固定安装在底板上,链盘与电机c的输出轴固定连接,链条与齿盘和链盘连接,导向套固定安装在第一滚动架与第二滚动架之间,导向套与第一滚动套轴线对齐。
11.进一步的,所述夹持机构包括:滑台、夹手、电机d和丝杠;所述滑台分别固定安装在第一滚动架与第二滚动架两侧,丝杠通过丝杠螺母分别转动安装在滑台上,电机d固定在滑台上,电机d输出轴与丝杠固定连接,所述的夹手共四个,每组分别滑动安装在丝杠上。
12.进一步的,所述抛光机构包括:调节块、砂轮和护罩;所述导向套与护罩固定连接,调节块滑动安装在护罩上,砂轮固定安装在转轴上,转轴端部与砂轮电机固定连接,砂轮转轴转动安装在调节块上,调节块滑动固定在第一滚动套上。
13.进一步的,所述支撑装置包括:耳板架、支撑轮和支架腿;所述的耳板架固定安装在支架腿上,支撑轮通过转轴分别转动安装在耳板架上。
14.由于本发明采用了上述技术方案,本发明具有以下优点:(1)本发明通过设置有初步打磨装置、定位输送装置、抛光装置、支撑装置,分为初步打磨后再进行抛光的工序,打磨效果比较好;(2)本发明的抛光装置能自动调节直径大小,为不同直径的圆木进行打磨并抛光;(3)本发明不仅能保证抛光质量,而且节约劳动力,提高工作效率。
附图说明
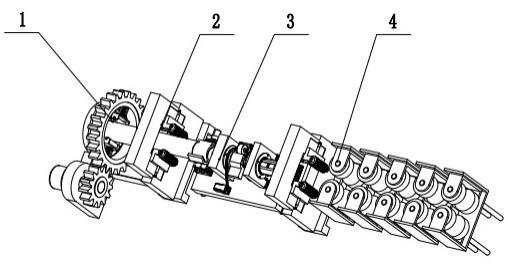
15.图1为本发明的整体装配结构示意图。
16.图2为本发明的初步打磨装置结构示意图。
17.图3为本发明的定位输送装置结构示意图。
18.图4、图5为本发明的抛光装置结构示意图。
19.图6为本发明的支撑装置结构示意图。
20.附图标号:
1-初步打磨装置;2-定位输送装置;3-抛光装置;4-支撑装置;101-大齿圈;102马达;103-弹簧;104-滑座;105-打磨轮;106-碎末收集箱;107-回转支承;108-轴用卡圈;109-小齿轮;110-支撑架;111-电机a;201-气缸;202-滑座;203-定位滚轮;204-电机b;205-定位架;301-第一滚动架;302-底板;303-齿盘;304-第一滚动套;305-电机c;306-链条;307-链盘;308-第二滚动架;309-第二滚动套;310-滑台;311-夹手;312-底脚;313-电机d;314-丝杠;315-导向套;316-调节块;317-砂轮;318-护罩;401-耳板架;402-支撑轮;403-支架腿。
具体实施方式
21.下面通过实施例,并结合附图,对本发明的技术方案作进一步具体的说明。
实施例
22.如图1、图2、图3、图4、图5、图6所示,一种不同直径圆木抛光设备,包括初步打磨装置1、定位输送装置2、抛光装置3、支撑装置4和动力控制装置,抛光装置3两侧分别固定安装定位输送装置2,其中一个定位输送装置2后方固定安装有初步打磨装置1,支撑装置4位于另一个定位输送装置2后方,动力控制装置安装在支撑装置4的侧面;动力控制装置包括控制开关与蓄电池,控制开关与蓄电池电性连接,所有电控设备(如电机a等)均与控制开关电性连接,根据需要在动力控制装置的中央处理器中编写控制程序,使用时操作动力控制装置的可操作控制面板来操纵设备,整个工作过程通过动力控制装置自动化控制;使用时,将需要打磨的圆木穿过初步打磨装置1后送至定位输送装置2中定位夹紧,定位输送装置2将圆木向输抛光装置3输送的同时初步打磨装置1将圆木初步打磨,抛光装置3再对圆木进行精细抛光打磨,抛光后的圆木由定位输送装置2向前输送至支撑装置4中储存,从而自动化的完成不同直径圆木的抛光工作。
23.本发明实施例的一个可选实施方式中,如图2所示,初步打磨装置1包括:旋转机构、打磨机构和碎末收集箱106;打磨机构自动对圆木初步打磨,其通过弹簧103固定连接在旋转机构上,所述旋转机构旋转,进而带动打磨机构旋转,所述碎末收集箱106设置在打磨机构下面,以收集打磨后的碎木屑;旋转机构包括:大齿圈101、回转支承107、轴用卡圈108、小齿轮109、支撑架110和电机a111;打磨机构包括:马达102、弹簧103、滑座104和打磨轮105;回转支承107固定安装在支撑架110大孔一端,大齿圈101通过螺栓固定安装在回转支承107旋转圈上,滑座104滑动安装在大齿圈101的两侧滑杆上面,弹簧103一端固定连接在滑座104上,弹簧103另一端固定连接在大齿圈101上,打磨轮105通过转轴转动安装在滑座104上,马达102固定安装在滑座104上,马达102输出轴与打磨轮105的转轴固定连接,小齿轮109通过转轴转动安装在支撑架110的小孔一端,转轴一端安装轴用卡圈108,转轴与小齿轮109端部接触;电机a111固定安装在支撑架110上,电机a111输出轴与小齿轮109的转轴固定连接,工作人员启动设备,将需要打磨的圆木放入初步打磨装置1的两个打磨轮105之间,穿过定位输送装置2的定位滚轮203,两组定位滚轮203之间呈90
°
分布,为圆木定位,气缸201推动定位滚轮203,使定位滚轮203将圆木夹紧,在初步打磨装置1大齿圈101旋转作
用下,带动打磨轮105旋转,打磨轮105本身自转,因此对圆木本身初步打磨,打磨后的碎末进入碎末收集箱106。
24.本发明实施例的一个可选实施方式中,如图3所示,定位输送装置2包括气缸201、滑座202、定位滚轮203、电机b204、定位架205,定位滚轮203通过转动轴转动安装在滑座202上,电机b204固定安装在滑座202,电机b204输出轴与定位滚轮203的转轴固定连接,滑座202共两组,每组的两个滑座202之间平行,两个滑座202分别滑动安装在定位架205上,两侧的两组滑座202之间呈90分布,气缸201共4个,气缸201一端与滑座202固定连接,另一端与定位架205固定连接,定位输送装置2的定位滚轮203,两组定位滚轮203之间呈90
°
分布,为圆木定位,气缸201推动定位滚轮203,使定位滚轮203将圆木夹紧,在定位滚轮203向内转动作用下,将圆木向里输送。
25.本发明实施例的一个可选实施方式中,如图4-5所示,抛光装置3包括:底板302、底脚312、抛光旋转机构、夹持机构和抛光机构;底脚312固定安装在底板302的底面四角处,底板302上设置有抛光旋转机构、夹持机构和抛光机构,夹持机构能夹紧与松开圆木,抛光旋转机构能带动圆木旋转,抛光机构对圆木抛光;抛光旋转机构包括:第一滚动架301、齿盘303、第一滚动套304、电机c305、链条306、链盘307、第二滚动架308、第二滚动套309和导向套315;夹持机构包括:滑台310、夹手311、电机d313和丝杠314;抛光机构包括:调节块316、砂轮317和护罩318;第一滚动架301与第二滚动架308分别固定在底板302上,第一滚动套304与第二滚动套309分别转动安装在第一滚动架301与第二滚动架308上,第一滚动套304与第二滚动套309的轴线对齐,齿盘303固定安装在第一滚动套304上,电机c305固定安装在底板302上,链盘307与电机c305的输出轴固定连接,链条306与齿盘303和链盘307连接,滑台310分别固定安装在第一滚动架301与第二滚动架308两侧,丝杠314通过丝杠螺母分别转动安装在滑台310上,电机d313固定在滑台310上,电机d313输出轴与丝杠314固定连接,夹手311共四个,每组分别滑动安装在丝杠314上;导向套315与护罩318固定连接,导向套315固定安装在第一滚动架301与第二滚动架308之间,导向套315与第一滚动套304轴线对齐,调节块316滑动安装在护罩318上,砂轮317固定安装在转轴上,转轴端部与砂轮317电机固定连接,砂轮317转轴转动安装在调节块316上,调节块316滑动固定在第一滚动套304上;圆木进入抛光装置3,圆木穿过第一滚动套304与第二滚动套309,在电机c305带动链盘307旋转下,通过链条306带动齿盘303旋转,因此第一滚动套304带动圆木旋转,抛光装置3的电机d313带动丝杠314旋转,因此能带动夹手311在滑台310上相对滑动,夹紧与松开圆木,调节好砂轮317,使砂轮317与圆木表面接触,启动砂轮317,砂轮317对旋转的圆木表面抛光。
26.本发明实施例的一个可选实施方式中,如图6所示,支撑装置4包括耳板架401、支撑轮402、支架腿403,其特征在于,所述的耳板架401固定安装在支架腿403上,支撑轮402通过转轴分别转动安装在耳板架401上。抛光后的圆木由定位输送装置2向前输送圆木,圆木进入支撑装置4,在支撑装置4中临时存放,待工作人员将其取下。
27.以上实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1