一种宽厚板坯连铸机防止开浇漏钢的方法与流程
1.本发明涉及一种宽厚板坯连铸机防止开浇漏钢的方法。
背景技术:
2.连铸浇注作业过程将合格的钢水由钢包流入中间包,再由中间包分流到结晶器进行冷却凝固,中间包在连铸环节发挥着分流、减压和冶金等重要作用,但是中间包的耐材使用使用寿命是有限的,到时间就得需要更换。连铸机开浇操作是指钢液到达浇注平台直至钢液注入结晶器,拉坯速度转入正常这段时间内的操作。开浇操作要做到快和稳。钢包、中间包就位要快,钢包开浇要快,减少钢液温度损失。中间包开浇要稳,拉矫机启动要平稳,防止开浇时结晶器出现漏钢。拉矫机的起步就是连铸机的启动;从钢液注入结晶器开始,到拉矫机的启动时间为起步时间;起步时间也称为“出苗”时间。
3.宽厚板连铸机开浇操作主要分为:堵引锭操作、出苗操作和升速操作。
4.1、堵引锭操作。在计划钢水到站时开始用石棉绳堵引锭,用石棉绳将引锭头与结晶器间四周湖象堵紧堵平;钢水到平台测温时,开始按厚度20-30mm在引锭头上均匀铺撒铁钉屑;然后在铁钉屑上按规定交叉摆放扁铁;最后在结晶器壁上均匀涂抹菜籽油。
5.2、出苗操作。大包开后待中间包钢水量注入到约1/2时开始出苗操作。出苗时要求前期钢流要小,避免冲刷扁铁和铁钉屑,同时操作工用捞渣耙在水口两侧挡住钢流,避免结晶器挂钢,出苗时间按钢种、断面的要求,一般在30-50s范围。
6.3、升速操作。出苗结束后,按照标准拉速从零起步,均匀升速。120s左右达到典型拉速。
7.宽厚板连铸机开浇漏钢危害很大。发生开浇漏钢后,除了造成计划中断、钢水回炉等后果外,与其他漏钢相比,必须采用分切引锭杆链节,然后更换格栅段的方法进行处理。处理引锭头漏钢要耽误3-8h的生产时间,而且需要重新准备引锭头、链节等备件。在开浇时中间包温度较低的情况下,需要适当提高拉坯速度以防止由于冷钢堵水口而导致浇注中断事故的发生。但浇钢工经常因为担心可能发生开浇漏钢而不敢轻易采取提高拉速的办法。开浇漏钢成为影响宽厚板连铸机开浇成功率的一个重要原因。
8.引起宽厚板连铸机开浇漏钢的原因:1、石棉绳松动,钢水从其缝隙中渗漏;不干燥或不干净,遇钢水后爆炸或燃烧而产生健隙,钢水从缝隙中渗漏。2、石棉绳处铁钉屑过薄或过厚,钢水将石棉绳燃烧后从缝隙渗出。3、扁铁数量不足或摆放不好,致使钢水直接冲刷铁钉屑和石棉绳;熔化不充分,初生坯壳过周,拉坯开始后将坯壳撕破。4、结晶器铜板粗糙,对坯壳形成异常阻力。5、操作开浇钢流过大,将铁钉屑冲散或将钢水溅到结品器壁、接缝上形成夹钢;起步拉速过快,初生坯壳承受不了其拉力:有异物进入结晶器,使结品器内钢水升温、初生坯壳过薄。6、拉矫机不正常的启动;开浇后引锭头倒送;结晶器振动故障,坯壳不能正常脱模等。
9.存在的主要问题:1、扁铁堵引锭对钢水的冷却强度较小。铁钉屑的作用在于使钢水不直接与引锭头
和石棉绳相接触,有利于脱锭和保护引锭头;石棉绳的作用是托住铁钉屑,对初始钢水起冷却作用的,除了引锭头和结晶器铜板外主要依靠扁铁。钢水一旦没有得到足够强度的冷却,就会直接冲刷铁钉屑,继而将石棉绳冲刷,并从引锭头与铜板间的缝隙中渗出。因此,扁铁对进入结晶器内初始钢水的冷却强度过小是一个薄弱环节,而且在实际操作中,扁铁的摆放方式对冷却强度影响很大,容易因摆放不当造成事故。在拉坯过程中,部分冷却扁铁会脱落,造成连铸坯的质量问题。
10.2、钢水出苗操作难度较大。出苗时钢流如果过大,会冲刷铁钉屑、扁铁使之移位,造成漏钢的危险;太小则会造成中间包水口堵塞开浇失败。所以开浇出苗需副机长以上人员操作,即使这样,在开浇出苗过程中由于捞渣耙不能完全挡住钢水的飞溅,结晶器两侧面接缝处由于钢水直接接触,难免会出现粘钢或夹钢的现象。如果在出苗起步的过程中不3、升速前期要缓慢。由于宽厚板连铸浇注初期的冷却强度过大导致初生坯壳受力过大,造成拉裂。而升速过慢又会造成中间包水口堵塞,导致铸机停浇事故的发生。
11.文献检索:发现《宽厚板坯连铸机引锭头的应用技巧》在《宽厚板》2021年第1期上,《板坯连铸开浇漏钢控制技术的研究与应用》中国金属学会2004年全国炼钢、轧钢生产技术会议,《一种封堵引锭头的方法》cn201010225735.6,上述论文、发明专利个别技术与本发明专利有一定相同性,但本发明是结合现场操作实践及连铸理论创造出来的。
技术实现要素:
12.本发明的目的在于提供一种宽厚板坯连铸机防止开浇漏钢的方法,可以防止宽厚板连铸机开浇过程发生漏钢事故,提高宽厚板连铸机开浇成功率,减少生产事故发生几率,降低人工劳动强度,保证宽厚板连铸机生产的正常运行。
13.本发明具体操作如下: 一种宽厚板坯连铸机防止开浇漏钢的方法,关键操作步骤如下:1)、采用耐火纤维纸楔形条填充引锭头与结晶器之间的间隙,耐火纤维纸楔形条成分及质量百分含量为:al2o3+sio2大于93.8%,fe2o3小于1.3%,在引锭头表面平铺耐火纤维纸二层,铁钉屑层上铺设着若干根冷却弹簧,弹簧材料为q235;弹簧内径:65-80mm;螺纹间距:15-18mm;弹簧长度:80-90mm;弹簧单重:0.2kg;2)、改进冷却弹簧的摆放方式,使用弹簧堵引锭头时,我们采用的是弹簧分层码放,根据部位不同、漏钢危险程度的不同,码放的层数不同,在宽厚板结晶器引锭头的窄边两侧码放3层,燕尾槽及其斜坡处码放2层,在引锭头内弧仅码放1层,以保证中间包水口的插入深度;3)、将挡溅铁板改为木制防溅板;这样避免了原来的缺点,木板不会与钢水粘连,可以重复使用,而且挡溅木板烧坏后,可以很方便地换一块,降低了成本;4)、使用接缝料,在引锭送到位后,将接缝料均匀地涂抹在引锭头上方结晶器的4条角部接缝上,厚度控制在1-2mm,然后再开始堵引锭操作。
14.为了彻底解决开浇出苗过程中因钢水飞溅造成结晶器侧面铜板接缝夹钢的问题,使用结晶器角部接缝料。这样在出苗过程中即使钢水飞溅到结晶器接缝处也不会造成结晶器铜板接缝夹钢。
15.根据测算,堵引锭时使用弹簧的重量是使用扁铁重量的三分之一。不过,使用弹簧时冷却效果更好,冷却强度增大主要是因为弹簧的结构疏松、丝径小,更容易被钢水熔化所造成。以前使用的扁铁由于厚度大,很难被钢水熔化,大多在对钢水进行冷却后保持原有形态,并嵌在坯壳上。使用弹簧堵引锭时的冷却强度大,大约相当于使用扁铁的3倍。所以,使用弹簧堵引锭效果好。
16.宽厚板连铸机开浇由于使用弹簧作为堵引锭材料,一方面可以加大初始钢水的冷却强度,提高初生坯壳的厚度及抗拉强度;另一方面弹簧能够减缓钢水对铁钉屑的冲击,防止钢水因为耐火纤维纸块、铁钉屑等材料和堵引锭操作本身问题造成的开浇漏钢,而且能有效地减轻或消除部分设备缺陷对开浇漏钢的威胁。
17.采用专用防溅板和接缝料(接缝料可以在市场上购买,比如河南高泽公司产的结晶器接缝料)后,从根本上解决了开浇出苗过程中结晶器铜板角部粘钢和接缝夹钢的问题。通过以上技术,西北某钢厂2021年宽厚板坯连铸机开浇漏钢率下降了93%。本方法适用于同类型钢铁企业,可以防止宽厚板连铸机开浇过程发生漏钢事故,提高宽厚板连铸机开浇成功率,减少生产事故发生几率,降低人工劳动强度,保证宽厚板连铸机生产的正常运行。
附图说明
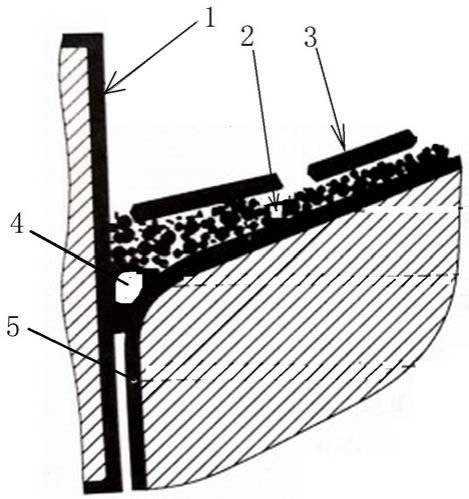
18.图1为原有的宽厚板连铸机结晶器内堵引锭示意图;图2为本发明宽厚板连铸机结晶器内堵引锭示意图。
具体实施方式
19.如图1所示,现有的宽厚板连铸机结晶器内堵引锭方法是在引锭头结晶器铜板1侧面的引锭头5上铺设着铁钉屑层2,铁钉屑层2上铺设着冷却扁铁2,在引锭头5与结晶器铜板1的缝隙内填充设置着石棉绳4。而本发明一种宽厚板坯连铸机防止开浇漏钢的方法,关键操作步骤如下:1)、采用耐火纤维纸楔形条41填充引锭头5与结晶器之间的间隙,耐火纤维纸楔形条41成分及质量百分含量为:al2o3+sio2大于93.8%,fe2o3小于1.3%,在引锭头5表面平铺耐火纤维纸二层,铁钉屑层2上铺设着若干根冷却弹簧31,弹簧材料为q235;弹簧内径:65-80mm;螺纹间距:15-18mm;弹簧长度:80-90mm;弹簧单重:0.2kg;2)、改进冷却弹簧的摆放方式,使用弹簧堵引锭头时,我们采用的是弹簧分层码放,根据部位不同、漏钢危险程度的不同,码放的层数不同,在宽厚板结晶器引锭头的窄边两侧码放3层,燕尾槽及其斜坡处码放2层,在引锭头内弧仅码放1层,以保证中间包水口的插入深度;3)、将挡溅铁板改为木制防溅板;这样避免了原来的缺点,木板不会与钢水粘连,可以重复使用,而且挡溅木板烧坏后,可以很方便地换一块,降低了成本;4)、使用接缝料,在引锭送到位后,将接缝料均匀地涂抹在引锭头上方结晶器的4条角部接缝上,厚度控制在1-2mm,然后再开始堵引锭操作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1