一种医用高熵合金复合强化层及其制备方法
1.本发明属于表面改性技术领域和生物医疗材料及制备技术领域,尤其涉及一种医用高熵合金复合强化层及其制备方法。
背景技术:
2.目前,临床应用常见的骨修复金属材料有钛、钛合金、不锈钢、镁合金和钴铬合金等,其中钛和钛合金因具有良好的生物相容性、力学强度和抗腐蚀能力而被广泛应用于硬组织植入体的制造。但是,因钛和钛合金本身存在生物惰性,导致植入体的表面容易被纤维结缔组织包裹,无法与骨组织形成良好的结合,从而引发植入体的松动,致使临床手术失败率较高。
3.另外,由于钛和钛合金与骨的热膨胀系数存在较大差异,也会造成结合不稳定。同时,植入体在人体内服役工况非常恶劣,体内环境中富含各种离子、含氧量充足,在摩擦过程的复合作用下,植入体易受磨损和腐蚀。
4.表面改性技术能够基于机械、物理、化学等方法来改变钛和钛合金植入体表面氧化膜的结构、化学成分等,从而进一步地提高其生物相容性、生物活性、耐磨性和耐腐蚀性等。因此,不同的钛和钛合金表面改性技术被提出,来满足临床应用需求。
5.近年来针对医用钛和钛合金的表面改性技术发展迅速,如阳极氧化法、微弧氧化法、电泳沉积法、热氧化法、离子注入法、气相沉积法、溶胶凝胶法和喷砂酸蚀法等方法,使得医用钛和钛合金的生物活性、生物相容性、耐磨及耐蚀性能取得重大进步,但医用钛和钛合金的表面改性技术仍存在一些不足,主要有涂层与基体结合强度不足、单一改性方法要满足多种生物学性能需求比较困难等。
技术实现要素:
6.本发明的目的在于克服上述现有技术的不足,提供了一种医用高熵合金复合强化层及其制备方法,其高熵合金的耐磨性、耐腐蚀性、稳定性和生物相容性佳。
7.本发明的技术方案是:一种医用高熵合金复合强化层及其制备方法,通过等离子固态表面冶金方式沉积于所述金属基材表面的高熵合金沉积层。
8.可选地,所述高熵合金沉积层包括ti、ta、zr、mo、nb、hf、fe、w、co、cr、cu、al和ni中的至少五种;所述金属基材的材料为钛或钛合金。
9.本发明还提供了一种用于制备上述高熵合金复合强化层的制备方法,包括以下步骤:
10.制备金属基材;
11.制备包括至少五种金属元素的高熵合金源极靶材;
12.将所述金属基材和所述高熵合金源极靶材置于等离子固态表面冶金设备中;
13.通过所述等离子固态表面冶金设备将高熵合金源极靶材通过固态表面冶金步骤渗镀沉积于所述金属基材的表面形成高熵合金沉积层。
14.可选地,制备所述高熵合金源极靶材包括以下步骤:
15.配料步骤:选用纯度不低于99.9%的ti、ta、zr、mo、nb、hf、fe、w、co、cr、cu、al和ni中的至少五种,称重配比后得到原材料;
16.初步熔炼步骤:对所述原材料进行初步熔炼;
17.真空电弧熔炼:对进行初步熔炼后的原材料进行真空电弧熔炼;
18.靶材成型步骤:对进行真空电弧熔炼后的原材料进行置于模具中形成设定形状,得到所述高熵合金源极靶材。
19.可选地,所述固态表面冶金步骤包括以下步骤:
20.制备可置于所述等离子固态表面冶金设备中的辅助源极桶;
21.高熵合金源极靶材安装步骤:将所述高熵合金源极靶材连接于辅助源极桶内壁;
22.金属基材安装步骤:将所述金属基材通过导电件悬挂于所述辅助源极桶内,且使所述金属基材不与所述高熵合金源极靶材接触;
23.渗镀沉积步骤:向所述等离子固态表面冶金设备通入惰性保护气体,逐渐升高源极脉冲电源的电压和电流,使高熵合金源极靶材的合金元素沉积于所述金属基材的表面形成高熵合金层,且合金元素的成分分布随深度而平缓变化。
24.可选地,在进行所述渗镀沉积步骤之前,进行渗镀前轰击清洗步骤:
25.关闭所述等离子固态表面冶金设备的炉门;
26.将所述等离子固态表面冶金设备的炉体内真空度抽至设定范围内;
27.开启所述等离子固态表面冶金设备的源极脉冲电源,逐渐升高电源的电压和电流,使所述辅助源极桶和所述金属基材产生辉光放电和打弧现象,对所述高熵合金源极靶材和所述金属基材进行轰击清洗,打弧现象消失后轰击清洗结束。
28.可选地,在进行所述渗镀前轰击清洗步骤之前,进行渗镀前处理步骤:
29.打磨、清洗所述金属基材,并使所述金属基材干燥;
30.清洁所述等离子固态表面冶金设备的炉体内的灰尘和金属碎屑。
31.可选地,所述渗镀沉积步骤中:
32.所述惰性保护气体为氩气,且纯度≥99.99%、流量为5~40ml/min;
33.通调节氩气的流量使真空度达到真空度为20~60pa的工作气压;
34.所述金属基材温度为800~1400℃;
35.保温时间为2-5小时,保温时间结束后,关闭氩气流量。
36.可选地,进行所述渗镀沉积步骤后,进行离子氮化步骤:
37.向所述等离子固态表面冶金设备通入氨气,氨气纯度≥99.99%、流量为50~200ml/min,控制辉光厚度为3~6毫米,根据观察到的辉光厚度调节通入的氨气流量;氮化温度为500~550℃,根据氮化温度调节源极脉冲电源电压和电流,且使脉冲电源电压控制在-400v~-1000v;氮化时间为6~10小时,保温时间结束后,关闭氨气流量,关闭电源,保持抽气并使所述处理后的材料随炉冷却至室温;
38.进行所述离子氮化步骤后,进行后期热处理步骤:
39.将所述处理后的材料进行封管处理,然后利用热处理炉进行热处理,热处理温度为750至1000℃,时间为1至6h,热处理结束后将所述处理后的材料进行淬火。
40.本发明还提供了一种用于制备上述医用高熵合金复合强化层的制备装置,包括等
离子固态表面冶金设备,所述等离子固态表面冶金设备具有连接于炉体的阳极罩,所述炉体内设置有辅助源极桶,所述辅助源极桶的内侧设置有20~200个高熵合金源极靶材,所述辅助源极桶内还悬挂有所述金属基材;
41.所述制备装置还包括源极脉冲电源装置,所述源极脉冲电源装置具有第一路电源和第二路电源,所述第一路电源的负极通过工件阴极架连接于所述金属基材,所述第二路电源的负极通过工作盘、辅助源极桶连接于所述高熵合金源极靶材,所述第一路电源的正极、所述第二路电源的正极均连接于所述阳极罩;
42.所述制备装置还包括连接于等离子固态表面冶金设备且用于对炉体进行抽真空的抽真空装置;
43.所述制备装置还包括连接于等离子固态表面冶金设备且用于对炉体进行通入设定气体的通气装置;
44.所述制备装置还包括连接于等离子固态表面冶金设备且用于对所述金属基材进行测温的红外测温装置。
45.本发明所提供的一种医用高熵合金复合强化层及其制备方法,将等离子固态冶金渗金属技术与医用植入体材料表面改性、医用高熵合金薄膜(涂层)、离子氮化研究融为一体,采用医用植入体材料为基材,利用等离子固态表面冶金技术的结合力强、表面改性效率高、成本低、可适应各种复杂工件形状等技术优势同离子氮化表面改性、医用高熵合金薄膜(涂层)的巨大应用潜力相结合,大幅度提高医用植入体材料的耐磨性、耐腐蚀性、稳定性和生物相容性。
附图说明
46.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
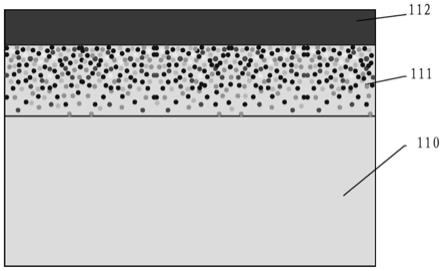
47.图1是本发明实施例提供的一种医用高熵合金复合强化层的平面示意图;
48.图2是本发明实施例提供的一种医用高熵合金复合强化层的制备装置的平面示意图。
具体实施方式
49.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
50.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者可能同时存在居中元件。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
51.还需要说明的是,本发明实施例中的左、右、上、下等方位用语,仅是互为相对概念或是以产品的正常使用状态为参考的,而不应该认为是具有限制性的。
52.如图1所示,本发明实施例提供的一种医用高熵合金复合强化层,包括金属基材
100和通过等离子固态表面冶金方式沉积于所述金属基材100表面的高熵合金沉积层112,所述高熵合金沉积层112包括至少五种金属元素。通过在金属基材100的表面采用等离子固态表面冶金方式沉积高熵合金沉积层112,其可获得一种新型的呈冶金结合的生物医用梯度高熵合金复合强化层。这种新型的生物医用梯度高熵合金复合强化层可以在保持良好力学性能的同时,在生物环境下具有良好的耐腐蚀、抗摩擦磨损性能和生物相容性能,克服了现有技术中涂层与基体结合强度不足等问题。
53.具体地,所述高熵合金沉积层112包括ti、ta、zr、mo、nb、hf、fe、w、co、cr、cu、al和ni中的至少五种,本实施例中,高熵合金沉积层112包括al、fe、co、cr、cu和ti。具体应用中,高熵合金沉积层112可为5至25μm,例如10至20μm,本实施例中,高熵合金沉积层112可为15μm厚的医用高熵合金复合强化层。金属基材100与所述高熵合金沉积层112相接(结合)处形成有扩散层111(过渡层),高熵合金沉积层112的元素扩散至扩散层111,扩散层111的厚度可为10μm至30μm,优待15μm至25μm,本实施例中,扩散层111的厚度为20μm。扩散层111与高熵合金沉积层112的元素相同,扩散层111中的元素成分随深度而缓慢变化(变少),沉积层112与扩散层111以及扩散层111与金属基材100均呈冶金结合状态。
54.具体地,所述金属基材100的材料可以为钛或钛合金。
55.本发明实施例还提供了一种制备方法,可以用于制备上述医用高熵合金复合强化层,包括以下步骤:
56.制备金属基材100;
57.制备包括至少五种金属元素的高熵合金源极靶材;
58.将所述金属基材100和所述高熵合金源极靶材置于等离子固态表面冶金设备中;
59.通过所述等离子固态表面冶金设备将高熵合金源极靶材通过固态表面冶金步骤渗镀沉积于所述金属基材100的表面形成高熵合金沉积层112,而得到上述高熵合金层,其可获得一种新型的呈冶金结合的生物医用梯度高熵合金复合强化层。这种新型的生物医用梯度高熵合金复合强化层可以在保持良好力学性能的同时,在生物环境下具有良好的耐腐蚀、抗摩擦磨损性能和生物相容性能,克服了现有技术中涂层与基体结合强度不足等问题。
60.具体地,制备所述高熵合金源极靶材包括以下步骤:配料步骤、初步熔炼步骤、真空电弧熔炼和靶材成型步骤。
61.其中,配料步骤包括:选用纯度不低于99.9%的ti、ta、zr、mo、nb、hf、fe、w、co、cr、cu、al和ni中的至少五种,称重配比后得到原材料;本实施例中,选用al、fe、co、cr、cu和ti作为原材料,且按照al0.75,fe、co、cr、cu、ti0.5的成分进行配料,每份25克,配料共30份,每一份料熔炼成一个高熵合金源极靶材。高熵合金源极靶材可以呈棒状。
62.其中,初步熔炼步骤包括:对所述原材料进行初步熔炼,初步熔炼可以进行多次。具体应用中,可以采用真空磁悬浮熔炼炉初步熔炼,操作前对整个真空磁悬浮熔炼炉进行检查,一切正常后开启冷却水和电源,开启炉盖,用酒精清洁炉内杂物。然后放入原材料,关闭炉盖。开启真空系统,抽真空度至3.0
×
10-3
pa以上,通入氩气至0.05至0.08pa,重复抽真空洗气,充氩气2至3次。然后给炉腔充入少量的氩气,使炉腔内形成惰性气氛。确认电源、冷却水工作正常后,方开始熔炼操作。通常需要3至5次的反复熔炼以保证样品熔炼均匀,具体视熔炼时液态金属的流动性而定。待冷却至常温后,打开放气阀,当炉内变为常温常压后开炉取料得到样品;待坩埚冷却后用酒精清洗炉腔,关闭炉盖,锁紧锁扣,抽真空,断水断电。
63.其中,真空电弧熔炼包括:对进行初步熔炼后的原材料进行真空电弧熔炼,可重复熔炼多次。具体应用中,真空电弧熔炼前进行抽真空步骤:操作前对真空电弧熔炼设备进行检查,一切正常后开始接通电源,清洁样品室并装入样品,开启真空系统抽真空(打开机械泵抽真空至5pa以下,关闭机械泵阀门,开前级阀门,开分子泵,抽真空度至3.0
×
10-3
pa以上后关闭旋钮,关闭分子泵,关闭前级阀门),通入氩气至0.05至0.08pa,重复抽真空洗气,充氩气2至3次。真空电弧熔炼时:开照明,调整钨极棒尖端与样品间距离2至5mm(左右),关闭照明,开电焊机,开高频电源;启动弧焊整流器电源,点击起弧按钮起弧后迅速升起电枪,可根据样品熔化情况调整电流大小和是否开启磁流搅拌,熔化后减小电流,熄灭电弧。翻样,然后熔炼第2遍,重复熔炼3至4遍以求样品熔炼更均匀。
64.其中,靶材成型步骤:对进行真空电弧熔炼后的原材料进行置于模具中形成设定形状,得到所述高熵合金源极靶材。具体应用中,采用模腔尺寸直径为5mm~12mm、长度为5~15mm的吸铸模具,最后一次熔炼后趁热将样品铸锭翻入吸铸模具槽,对其进行熔炼。先将其边缘加热一圈,在加热至中心熔化,熔化至表面刺破,加大电流瞬间开启吸铸阀,关闭电弧熔炼电源,待样品、腔体、电极冷却后,放气,卸下模具,取出熔炼好的棒状源极靶材,即得到所述高熵合金源极靶材。然后,清洁样品室,清洁模具,降升降台,抽低真空,关机械泵,关电源。
65.具体地,所述固态表面冶金步骤包括以下步骤:辅助源极桶制备步骤、高熵合金源极靶材安装步骤和金属基材100安装步骤、渗镀沉积步骤。在渗镀沉积步骤之前,进行渗镀前轰击清洗步骤。在渗镀前轰击清洗步骤之前,进行渗镀前处理步骤。
66.其中,辅助源极桶制备步骤:制备可置于所述等离子固态表面冶金设备中的辅助源极桶。具体应用中,辅助源极桶可采用仿工件形状结构,具体应用中,圆桶形尺寸为:φ(80~120)
×
(120~180)mm(直径
×
长度);方形尺寸在(80~200)
×
(60~200)
×
(50~150)mm(长
×
宽
×
高),并辅助一定数量的阴极盖板进行调节。辅助源极桶设计还涉及到源极的几何形状、尺寸、大小、重量、数量以及在辅助源极中的布置。并考虑源极材料的溅射率、溅射量,工件表面的吸收率,扩散系数、扩散速度等影响因素,其尺寸、形状等可根据实际情况设定、选用。
67.其中,高熵合金源极靶材安装步骤:将所述高熵合金源极靶材连接于辅助源极桶内壁。
68.其中,金属基材100安装步骤:将所述金属基材100通过导电件悬挂于所述辅助源极桶内,且使所述金属基材100不与所述高熵合金源极靶材接触。本实施例中,金属基材100(基材)采用柱状和板状的钛或钛合金两种,圆柱尺寸为:φ(10~25)
×
(60~70)mm(直径
×
长度);平板尺寸为:(60~70)
×
(20~25)
×
(2~3)mm(长
×
宽
×
厚)。本实施例中,金属基材100采用纯钛。
69.具体地,渗镀前处理步骤:打磨、清洗所述金属基材100,并使所述金属基材100干燥,具体应用中,分别采用400#、600#和800#砂纸将基材的表面打磨光滑,随后再采用超声波清洗机分别加入酒精和丙酮清洗10~30min,最后将基材干燥备用;清洁炉体内灰尘和金属碎屑,辅助源极桶桶壁上均匀插入吸铸成型后的棒状源极靶材(φ5mm~12mm,长度为5~15mm),基材用导电金属棒和钩子悬挂于辅助源极桶内,且不与靶材接触,保证基材与棒状源极靶材的极间距为10~50mm,将辅助源极桶放置到接入源极脉冲电源的工作盘上,同时
采用5~10mm高度的3个金属垫块将辅助源极桶支起;清洁所述等离子固态表面冶金设备的炉体内的灰尘和金属碎屑,即可进行渗镀前轰击清洗步骤。
70.具体地,进行渗镀前轰击清洗步骤:
71.关闭所述等离子固态表面冶金设备的炉门;
72.将所述等离子固态表面冶金设备的炉体内真空度抽至设定范围内(本实施例中为2000pa以下);
73.开启所述等离子固态表面冶金设备的源极脉冲电源,逐渐升高电源的电压和电流,使所述辅助源极桶和所述金属基材100产生辉光放电和打弧现象,对所述高熵合金源极靶材(靶材)和所述金属基材100(基体)进行轰击清洗。
74.具体应用中,关闭炉门,开启机械泵抽真空,抽至2000pa以下时开启源极脉冲电源,逐渐升高电源的电压和电流,此时辅助源极桶和基材产生辉光放电和打弧现象,对棒状金属源极材料和基材进行轰击清洗,打弧现象消失后轰击清洗结束,再进行渗镀沉积步骤。
75.上述渗镀沉积步骤包括:向所述等离子固态表面冶金设备通入惰性保护气体,惰性保护气体可为氩气,逐渐升高源极脉冲电源的电压和电流,使高熵合金源极靶材的合金元素沉积于所述金属基材100的表面形成高熵合金,且合金元素的成分分布随深度而平缓变化。具体应用中,逐渐通入一定流量的高纯氩气,氩气纯度≥99.99%,流量为5~40ml/min,逐渐升高源极脉冲电源的电压和电流,此时金属基材100(基材)开始急剧升温,同时利用红外测温仪装置测试基材温度;调节氩气流量使真空度达到工作气压(真空度20~60pa);工作温度为800~1400℃,根据工作温度调节源极脉冲电源电压和电流(源极脉冲电源电压控制在-600v~-1000v);保温时间为2-5小时;保温时间结束后,关闭氩气流量。
76.具体地,进行所述渗镀沉积步骤后,进行离子氮化步骤:
77.向所述等离子固态表面冶金设备通入氨气,氨气纯度≥99.99%、流量为50~200ml/min,控制辉光厚度为3~6毫米,根据观察到的辉光厚度调节通入的氨气流量,氨气流量越大,气压越高,辉光厚度越薄;氮化温度为500~550℃,根据氮化温度调节源极脉冲电源电压和电流,且使脉冲电源电压控制在-400v~-1000v;氮化时间为6~10小时,保温时间结束后,关闭氨气流量,关闭电源,保持机械泵抽气并使所述高熵合金随炉冷却至室温。本实施例中,将等离子固态冶金渗金属技术与医用植入体材料表面改性、医用高熵合金薄膜(涂层)、离子氮化研究融为一体,采用医用植入体材料为基材,利用等离子固态表面冶金技术的结合力强、表面改性效率高、成本低、可适应各种复杂工件形状等技术优势同离子氮化表面改性、医用高熵合金薄膜(涂层)的巨大应用潜力相结合,大幅度提高医用植入体材料的耐磨性、耐腐蚀性、稳定性和生物相容性,结合强度高。
78.具体地,进行所述离子氮化步骤后,进行后期热处理步骤:
79.将所述高熵合金进行封管处理,可利用石英管封口机将基材进行封管,然后利用热处理炉进行热处理,热处理温度为750至1000℃,时间为1至6h,热处理结束后将所述高熵合金进行淬火,淬火可以在冰水混合物或液氮中进行。
80.高熵合金以生物安全性高、高强度、高耐腐蚀性、高耐磨性和易于形成简单物相等特点成为近年来最具研究潜力的医用金属材料之一,在生物医疗领域,高熵合金具有与骨骼相似的硬度、高的比强度、良好的抗腐蚀和耐磨损性能,这些特性与生物医用金属材料的典型特性相契合,这表明其在医疗健康领域存在着良好的应用潜力。高熵合金涂层(薄膜)
不仅可大幅度降低高熵合金的生产成本,还可大幅度改善基体材料的表面性能,同时也是开拓高熵合金实际应用的重要渠道,具有重要的战略研究价值。等离子固态表面冶金技术可克服传统方法制备高熵合金涂层(薄膜)的不足,且该方法可以在各种复杂形状的工件表面制备高熵合金涂层(薄膜),成分可控,与基材形成冶金结合,保证了足够的结合强度,厚度可达几十微米,表面改性效率高。
81.采用等离子固态表面冶金技术,在钛或钛合金表面进行多元(5种及以上合金元素)共渗处理,以获得一种新型的呈冶金结合的梯度高熵合金层(高熵合金沉积层112),该合金层可以在保持良好力学性能的同时,在生物环境下具有良好的耐腐蚀、抗摩擦磨损性能和生物相容性能。
82.对上述制备方法所得复合强化的高熵合金进行检测,检测结果如下:
83.(1)在纯钛的金属基材100表面形成了15μm厚的高熵合金沉积层112作为医用高熵合金复合强化层,且在金属基材100形成有20μm厚的扩散层111(过渡层)。医用高熵合金复合强化层(高熵合金沉积层112)中各元素原子百分含量分别为:铜(cu):19%,钴(co):17%,铬(cr):16%,钛(ti):10%,铁(fe):20%,铝(al):13%,氮(n)5%,构成了表面高熵合金;且扩散层111中元素成分随深度而缓慢变化,与纯钛基体呈冶金结合。
84.(2)硬度和摩擦磨损实验表明:纯钛基体表面显微硬度为150hv,医用高熵合金复合强化层表面显微硬度为1052hv,硬度提高了7倍;纯钛基体的比磨损率为18.3(
×
10-3
mm3n-1
m-1
),医用高熵合金复合强化层试样的比磨损率为2.6(
×
10-3
mm3n-1
m-1
),仅仅为基体的1/7。
85.(3)生物相容性实验表明:体外凝血实验测试,纯钛和医用高熵合金复合强化层凝血酶原时间(aptt)和凝血酶原时间(pt)分别为26.3s、10.9s和26.1s、10.8s。溶血率实验,纯钛和医用高熵合金复合强化层溶血率(hr)分别为0.13%和0.38%。均小于5%,符合医学临床的要求。细胞毒性实验,l929细胞在纯钛和医用高熵合金复合强化层上的相对增值率分别为100%和104%。细胞毒性评级均为0级。
86.上述检测结果表明:采用上述等离子固态表面冶金技术(等离子固态表面冶金方式),在纯钛表面成功制备了一层医用高熵合金复合强化层(高熵合金沉积层112),使制件的硬度和耐磨性得到了极大的提高,提高约7倍。纯钛和医用高熵合金复合强化层凝血酶原时间(aptt)和凝血酶原时间(pt)相近,说明具有相近的抗凝血性能;医用高熵合金复合强化层较纯钛相比,溶血率和细胞增殖率相对较高,说明其溶血性能相对略差,细胞毒性相对较低,具有更加良好的细胞相容性。根据检测结果对纯钛基体与医用高熵合金复合强化层进行比较,可得到结论如下:医用高熵合金复合强化层显著提高了医用植入体纯钛材料的耐磨性、硬度、稳定性和生物相容性,具有良好的应用前景。
87.如图1、图2所示,本发明实施例还提供了一种制备装置,可用于制备上述高熵合金,并可以采用上述制造方法,包括等离子固态表面冶金设备,所述等离子固态表面冶金设备具有阳极罩211,阳极罩211连接于炉体218,所述炉体218内设置有辅助源极桶223,所述辅助源极桶223的内侧设置有多个高熵合金源极靶材214,所述辅助源极桶223内还悬挂有所述金属基材100。辅助源极桶233的侧壁可以预设有多个用于供高熵合金源极靶材214穿过的穿孔。
88.具体地,所述制备装置还包括源极脉冲电源装置,所述源极脉冲电源装置具有第
一路电源221和第二路电源222,所述第一路电源221的负极通过工件阴极架212、金属挂钩213连接于所述金属基材100,所述第二路电源222的负极通过工作盘217、辅助源极桶223连接于所述高熵合金源极靶材214,所述第一路电源221的正极、所述第二路电源222的正极均连接于所述阳极罩211。辅助源极桶223座于工作盘217上,且辅助源极桶223与工作盘217之间可以设置金属垫块216。
89.具体地,所述制备装置还包括连接于等离子固态表面冶金设备且用于对炉体218进行抽真空的抽真空装置;炉体218或阳极罩211可设置有抽真空接口220,抽真空装置可连接于抽真空接口220处。
90.具体地,所述制备装置还包括连接于等离子固态表面冶金设备且用于对炉体218进行通入设定气体的通气装置;炉体218或阳极罩211可设置有通气接口224,通气装置可连接于通气接口224处。
91.具体地,所述制备装置还包括连接于等离子固态表面冶金设备且用于对所述金属基材100进行测温的红外测温装置。炉体218或阳极罩211可设置有测温装置接口219,红外测温装置可连接于测温装置接口219。
92.本发明实施例所提供的一种医用高熵合金复合强化层及其制备方法,采用领先水平的等离子固态表面冶金技术,将生物医学、材料、机械、电子以及电场、磁场和等离子体融合在一起,是多学科交叉领域的技术融合,是当今世界生物医用材料表面改性研究的前沿技术,解决了目前世界上一直未能解决的高熔点金属的渗入和在其表面合金化问题,并可大面积处理和实现表面合金成分可控,是一种先进的表面工程领域技术;且具有节约合金元素、大幅度提高表面性能、无污染等优点,可满足大批量生产的要求,具有广阔前景,是一项可持续发展的高新技术;而且,形成的梯度高熵合金层,合金元素的成分分布随深度而平缓变化,是一种梯度合金材料,与基材呈冶金结合,结合力好,不会产生剥落现象,耐磨性、耐腐蚀性、稳定性和生物相容性佳,可以很好地应用于生物植入材料领域。
93.本发明实施例所提供的一种医用高熵合金复合强化层及其制备方法,将等离子固态冶金渗金属技术与医用植入体材料表面改性、医用高熵合金薄膜(涂层)、离子氮化研究融为一体,采用医用植入体材料为基材,利用等离子固态表面冶金技术的结合力强、表面改性效率高、成本低、可适应各种复杂工件形状等技术优势同离子氮化表面改性、医用高熵合金薄膜(涂层)的巨大应用潜力相结合,大幅度提高医用植入体材料的耐磨性、耐腐蚀性、稳定性和生物相容性。
94.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换或改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1