一种具有双重压紧的粉末冶金模具及其操作方法与流程
1.本发明涉及粉末注射技术领域,具体涉及一种具有双重压紧的粉末冶金模具及其操作方法。
背景技术:
2.在冶金一体成型制备工件时,需要对卡合的模具进行紧固,现有的紧固方法普遍采用螺栓进行安装紧固,模具冶金一体成型往往要承受高压和高温,导致现有的紧固方式在一体成型过程中容易松脱或发生偏移,导致成型质量不佳,同时通过多组螺栓进行紧固在拆模时需要人工逐个进行敲打拆卸,耗费了人力与大量时间。
3.针对以上问题,本发明提出一种具有双重压紧的粉末冶金模具及其操作方法。
技术实现要素:
4.针对上述技术背景中的问题,本发明目的是提供一种具有双重压紧的粉末冶金模具,解决了背景技术中所提传统的模具安装存在容易松脱或发生偏移影响一体成型质量和拆模耗费人力与大量时间的问题。
5.为了实现以上目的,本发明采用上挤压模具与下挤压模具双重压紧的方式,解决了背景技术中所提出的现有的模具螺栓安装存在容易松脱或发生偏移影响一体成型质量,具体的技术方案为:
6.一种具有双重压紧的粉末冶金模具,包括基座箱、下挤压模具和上挤压模具,所述下挤压模具安装在所述基座箱上,所述基座箱横向两端板上前后对称设有斜边向外侧和底部为窄边的直角梯形槽,所述直角梯形槽底部安装有第一旋转块,所述第一旋转块上安装有第一液压杆,第一液压杆顶部安装有齿角倾斜向所述基座箱中部下方的下卡齿,
7.所述上挤压模具安装在上安装架底部,所述上安装架两端前后对称安装有上卡齿,工作时所述上卡齿与所述下卡齿啮合安装,
8.所述基座箱纵向两端板上对称安装有门式架体,所述门式架体顶部安装有圆心角等于180度的扇形盘,前后所述扇形盘相向内侧端对称固定连接有凸块,前后所述扇形盘相向外侧端铰接有第二液压杆,所述第二液压杆底端旋转安装在所述门式架体上。
9.进一步的,同侧所述直角梯形槽间的所述基座箱纵向板上安装有定位螺栓,所述定位螺栓内侧端安装有便于挤压所述下挤压模具的旋转套筒。
10.进一步的,所述直角梯形槽底部安装有固定座,所述固定座上安装有所述第一旋转块,同时所述固定座外侧安装有带动所述第一旋转块旋转的第一伺服电机。
11.进一步的,所述下挤压模具顶部设有环状卡槽,所述上挤压模具底部设有环状密封条,所述环状密封条与所述环状卡槽为安装关系。
12.进一步的,所述上安装架上贯穿安装有粉末注入管,所述粉末注入管底端贯穿所述上挤压模具内顶部。
13.更进一步的,所述上安装架上方中部固定连接有升降装置,所述升降装置顶部可
滑动安装在侧架体顶部一侧,所述侧架体底部固定连接在所述基座箱的一侧。
14.进一步的,前后所述扇形盘外侧端对称设有凹槽,所述凹槽内安装有第二旋转块,所述第二旋转块固定连接所述第二液压杆的顶端,所述第二液压杆底端固定连接第三旋转块,所述第三旋转块安装在所述门式架体上。
15.更进一步的,所述下挤压模具和所述上挤压模具安装时,所述扇形盘内侧端固定安装的所述凸块挤压所述上挤压模具中部设有的挤压槽,所述挤压槽横向两面设为破面。
16.为了实现以上目的,本发明采用自动控制锁紧与拆卸的方式,解决了背景技术中所提出的现有的拆模耗费人力与大量时间,具体的技术方案为:
17.一种具有双重压紧的粉末冶金模具的操作方法,包含以下步骤:
18.s1、调节两侧的所述定位螺栓通过所述旋转套筒对所述下挤压模具进行横向定位,调节所述升降装置在所述侧架体横向位置带动所述上挤压模具横向定位;
19.s2、通过控制所述升降装置推动所述上挤压模具向下方移动,使得所述上挤压模具底部的所述环状密封条插入所述环状卡槽内;
20.s3、所述上挤压模具与所述下挤压模具初步吻合后,通过控制所述第一伺服电机带动所述第一旋转块旋转,所述第一旋转块带动所述第一液压杆旋转,所述第一液压杆带动所述下卡齿卡合在所述上卡齿上,然后控制所述第一液压杆收缩,实现对所述上安装架的两端第一步向下锁紧;
21.s4、通过控制前后两组所述第二液压杆伸出,所述第二液压杆拉动前后所述扇形盘相向内侧转动,最终所述扇形盘内侧端的落入所述上安装架顶部的所述挤压槽内,实现对所述上安装架第二步向下锁紧;
22.s5、通过控制供粉系统由所述粉末注入管向所述上挤压模具与所述下挤压模具卡合而成的腔内供粉。
23.与现有技术相比,本发明具有以下优点:
24.(1)本发明中通过旋转第一旋转块带动基座箱两端的四组第一液压杆旋转,使得下卡齿卡合在上卡齿上,然后第一液压杆收缩实现通过下卡齿拉动上卡齿对上安装架施加向下的力,再由上安装架推动挤压上挤压模具,实现第一步对上挤压模具和下挤压模具的安装紧固,再通过控制第二液压杆伸出推动扇形盘转动,扇形盘内侧端的凸块对上安装架进行二次挤压,上安装架推动挤压上挤压模具向下移动,实现第二步对上挤压模具和下挤压模具的安装紧固,通过双重紧固,大大增加了上挤压模具和下挤压模具的卡装结合强度。
25.(2)本发明中通过外界液压控制系统控制第一液压杆伸出和第二液压杆收缩,实现对双重紧固的解锁,无需人工手工拆卸即可完成上挤压模具和下挤压模具分离,节省了拆模的时间,提高了铸造工件的效率。
附图说明
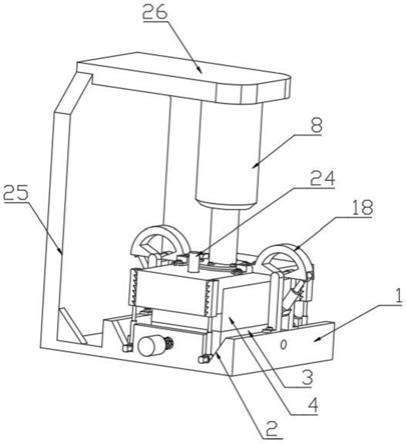
26.图1为本发明实施例提供的立体图一;
27.图2为本发明实施例提供的立体图二;
28.图3为本发明实施例提供的下卡齿与扇形盘打开立体图;
29.图4为本发明实施例提供的下卡齿安装立体图;
30.图5为本发明实施例提供的扇形盘安装立体图;
31.图6为本发明实施例提供的局部横向半剖立体图。
32.图中:1、基座箱;2、直角梯形槽;3、下挤压模具;4、上挤压模具;5、环状卡槽;6、环状密封条;7、上安装架;8、升降装置; 9、上卡齿;10、固定座;11、第一旋转块;12、第一液压杆;13、下卡齿;14、第一伺服电机;15、定位螺栓;16、旋转套筒;17、门式架体;18、扇形盘;19、凸块;20、凹槽;21、第二旋转块;22、第二液压杆;23、第三旋转块;24、粉末注入管;25、侧架体;26、挤压槽。
具体实施方式
33.以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
34.本发明所提供实施例一:
35.如图1-6所示,一种具有双重压紧的粉末冶金模具,包括基座箱1、下挤压模具3和上挤压模具4,下挤压模具3安装在基座箱1上,基座箱1横向两端板上前后对称设有斜边向外侧和底部为窄边的直角梯形槽2,直角梯形槽2底部安装有第一旋转块11,第一旋转块 11上安装有第一液压杆12,第一液压杆12顶部安装有齿角倾斜向基座箱1中部下方的下卡齿13,通过设有直角梯形槽2为第一液压杆 12的旋转提供转动空间,避免发生转动限位的情况,上挤压模具4 安装在上安装架7底部,上安装架7两端前后对称安装有上卡齿9,工作时上卡齿9与下卡齿13啮合安装,通过下卡齿13对上卡齿9的拉动,实现第一步模具安装紧固,在拆模时仅需将下卡齿13向上移动即可实现松开的目的,基座箱1纵向两端板上对称安装有门式架体 17,门式架体17顶部安装有圆心角等于180度的扇形盘18,前后扇形盘18相向内侧端对称固定连接有凸块19,前后扇形盘18相向外侧端铰接有第二液压杆22,第二液压杆22底端旋转安装在门式架体 17上,通过控制第二液压杆22伸缩实现带动扇形盘18转动,扇形盘18想内侧转动通过凸块19对上安装架7进行挤压,由此实现第二步模具安装紧固,通过以上结构大大增加了模具安装的牢固性。
36.如图6所示,同侧直角梯形槽2间的基座箱1纵向板上安装有定位螺栓15,定位螺栓15内侧端安装有便于挤压下挤压模具3的旋转套筒16,通过设有旋转套筒16增加接触面积,提高定位的稳定性,同时防止定位螺栓15直接对下挤压模具3表面的挤压破坏。
37.如图1、2、4所示,直角梯形槽2底部安装有固定座10,固定座10上安装有第一旋转块11,同时固定座10外侧安装有带动第一旋转块11旋转的第一伺服电机14,通过第一伺服电机14带动第一旋转块11转动,实现控制下卡齿13脱离上卡齿9竖向滑动轨迹的目的,为后期拆模提供便捷。
38.如图6所示,下挤压模具3顶部设有环状卡槽5,上挤压模具4 底部设有环状密封条6,环状密封条6与环状卡槽5为安装关系,通过增设环状密封条6与环状卡槽5,增加下挤压模具3与上挤压模具 4卡合安装的密闭性。
39.如图1、6所示,上安装架7上贯穿安装有粉末注入管24,粉末注入管24底端贯穿上挤压模具4内顶部,为后期的冶金粉末注入提供便捷。
40.如图1、2所示,上安装架7上方中部固定连接有升降装置8,升降装置8顶部可滑动安装在侧架体25顶部一侧,侧架体25底部固定连接在基座箱1的一侧,升降装置8可以采用液压升降或电动升降杆的方式。
41.如图5所示,前后扇形盘18外侧端对称设有凹槽20,凹槽20 内安装有第二旋转块21,第二旋转块21固定连接第二液压杆22的顶端,第二液压杆22底端固定连接第三旋转块23,第三旋转块23 安装在门式架体17上,通过控制第二液压杆22伸缩实现带动扇形盘 18转动对上安装架7压紧或松开的功能。
42.如图3所示,下挤压模具3和上挤压模具4安装时,扇形盘18 内侧端固定安装的凸块19挤压上挤压模具4中部设有的挤压槽26,挤压槽26横向两面设为破面,设置具有破面的挤压槽26便于凸块 19精准施加压力。
43.实施例二
44.一种具有双重压紧的粉末冶金模具的操作方法,包含以下步骤:
45.s1、调节两侧的定位螺栓15通过旋转套筒16对下挤压模具3 进行横向定位,调节升降装置8在侧架体25横向位置带动上挤压模具4横向定位,定位螺栓15与基座箱1侧板为螺纹安装关系;
46.s2、通过控制升降装置8推动上挤压模具4向下方移动,使得上挤压模具4底部的环状密封条6插入环状卡槽5内;
47.s3、上挤压模具4与下挤压模具3初步吻合后,通过控制第一伺服电机14带动第一旋转块11旋转,第一旋转块11带动第一液压杆12旋转,第一液压杆12带动下卡齿13卡合在上卡齿9上,然后控制第一液压杆12收缩,实现对上安装架7的两端第一步向下锁紧;
48.s4、通过控制前后两组第二液压杆22伸出,第二液压杆22拉动前后扇形盘18相向内侧转动,最终扇形盘18内侧端的落入上安装架7顶部的挤压槽26内,实现对上安装架7第二步向下锁紧;
49.s5、通过控制供粉系统由粉末注入管24向上挤压模具4与下挤压模具3卡合而成的腔内供粉。
50.通过外界液压控制系统控制第一液压杆伸出和第二液压杆收缩,实现对双重紧固的解锁,无需人工手工拆卸即可完成上挤压模具和下挤压模具分离,节省了拆模的时间,提高了铸造工件的效率。
51.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1