一种缝纫机用送金75齿齿轮的制作工艺的制作方法
1.本发明涉及缝纫机零件生产技术领域,尤其涉及一种缝纫机用送金75齿齿轮的制作工艺。
背景技术:
2.送金75齿齿轮是罗拉车缝纫机布料传动装置的主要基础件,批量大、工序繁杂、生产效率低、精度要求高。目前用的送金75齿齿轮,基本上都是采用加工中心加工。
3.加工中心加工送金75齿齿轮,先进行热锻,然后再切削加工而成。多次高温加热(锻造和热处理)和大量切削加工,材料利用率仅为30%-50%,极大的浪费了能源和材料;且产品性能不佳,对环境污染也极其严重;周转次数多、工序长、生产效率低,造成产品零件生产的高能耗、高污染、高成本、低性能、低效率。
4.如图2和3所示,送金75齿齿轮包括齿环1,所述齿环1上部设置轴孔 2,所述轴孔2为空心圆柱体,所述轴孔2的侧面设置两个螺纹通孔3,所述齿环1与轴孔2一体成型。
5.随着科学技术的发展,社会的进步,市场需求高质量、低成本、高效率的生产工艺,环境保护要求减少能耗和环境污染,因此,需要提供一种新的送金 75齿齿轮加工方法。
技术实现要素:
6.本发明所要解决的技术问题是提供一种缝纫机用送金75齿齿轮的制作工艺,解决现有技术中制作一种缝纫机送金75齿齿轮,采用加工中心加工导致的工序繁杂,生产效率低,人工成本高,精度低问题,有效提高加工车间生产效率,对送金75齿齿轮的加工不需单独加工齿部,节约生产时间,大大降低工厂的生产成本,适用于工厂大规模生产。
7.本发明解决其技术问题所采用的技术方案是:
8.一种缝纫机用送金75齿齿轮的制作工艺,包括以下步骤:
9.s1:混料:按照百分比选取原料,均匀混合,得到混合原料;
10.s2:成型:将根据需要设计的送金75齿齿轮模具安装到粉末冶金成型压机上,并将上述混合原料加入送金75齿齿轮模具中进行压制,得到压制坯料;
11.s3:烧结:将压制坯料在还原氛围中进行烧结,得到烧结坯;
12.s4:后加工:根据送金75齿齿轮的使用要求,对烧结坯进行后处理,得到最终产品送金75齿齿轮成品。
13.进一步地,所述步骤s1中的原料为镍合金粉末,所述镍合金粉末的元素质量百分比具体为:ni:0-2%,cr:0-3%,润滑剂:0.5-1%,杂质:0-2%,fe:余量。
14.进一步地,所述步骤s2中压制压力为500-800mpa,使压制胚料的密度不低于6.85~7.2g/cm3。
15.进一步地,所述步骤s3中烧结采用烧结硬化工艺,烧结温度为1000℃~ 1200℃,烧结时间为30~60min。
16.进一步地,所述步骤s4中后加工包括对送金75齿的齿顶和齿面热处理。
17.进一步地,所述步骤s3中还原氛围为氮气、真空条件、分解氨和氢气中的一种或多种混合保护气氛。
18.进一步地,所述润滑剂为蜡粉或微粉蜡。
19.本发明具有如下有益效果:本发明能够快速制造出高密度、高精度的送金 75齿齿轮,不必对送金75齿齿轮的齿部进行二次加工,大大减少生产步骤、简化加工程序,提高生产效率,并且材料利用率可达95%以上,大大降低生产成本,生产的送金75齿齿轮一致性高、重复性好,从而为大批量和规模化工业生产提供了保证。
附图说明
20.图1为本发明缝纫机用送金75齿齿轮制作工艺的流程框图;
21.图2为本发明送金75齿齿轮的正视图;
22.图3为本发明送金75齿齿轮的结构示意图。
具体实施方式
23.下面结合附图对本发明的具体实施方式进行详细说明。
24.实施例1:
25.按以下步骤加工生产送金75齿齿轮,并记录相关数据:
26.s1:混料:按照合适元素百分比选取镍合金粉末,均匀混合,得到混合原料;
27.s2:成型:将根据需要设计的送金75齿齿轮模具安装到粉末冶金成型压机上,并将上述混合原料加入送金75齿齿轮模具中进行压制,压制压力为 500mpa,得到压制坯料;
28.s3:烧结:将压制坯料在氨气环境中进行烧结,烧结温度为1200℃,烧结时间为30min,得到烧结坯;
29.s4:后加工:根据送金75齿齿轮的使用要求,对烧结坯进行后处理,得到最终产品送金75齿齿轮成品。
30.实施例2:
31.按以下步骤加工生产送金75齿齿轮,并记录相关数据:
32.s1:混料:按照合适元素百分比选取镍合金粉末,均匀混合,得到混合原料;
33.s2:成型:将根据需要设计的送金75齿齿轮模具安装到粉末冶金成型压机上,并将上述混合原料加入送金75齿齿轮模具中进行压制,压制压力为 600mpa,得到压制坯料;
34.s3:烧结:将压制坯料在氨气环境中进行烧结,烧结温度为1100℃,烧结时间为40min,得到烧结坯;
35.s4:后加工:根据送金75齿齿轮的使用要求,对烧结坯进行后处理,得到最终产品送金75齿齿轮成品。
36.实施例3:
37.按以下步骤加工生产送金75齿齿轮,并记录相关数据:
38.s1:混料:按照合适元素百分比选取镍合金粉末,均匀混合,得到混合原料;
39.s2:成型:将根据需要设计的送金75齿齿轮模具安装到粉末冶金成型压机上,并将上述混合原料加入送金75齿齿轮模具中进行压制,压制压力为 600mpa,得到压制坯料;
40.s3:烧结:将压制坯料在氨气环境中进行烧结,烧结温度为1000℃,烧结时间为
50min,得到烧结坯;
41.s4:后加工:根据送金75齿齿轮的使用要求,对烧结坯进行后处理,得到最终产品送金75齿齿轮成品。
42.对比例:
43.按以下步骤加工生产送金75齿齿轮,并记录相关数据:
44.直接对镍合金材料进行机械加工:
45.(1)锻造制坯(热模锻);
46.(2)正火;
47.(3)车削加;
48.(4)使用滚齿机和插齿机加工齿部;
49.(5)剃齿;
50.(6)热处理;
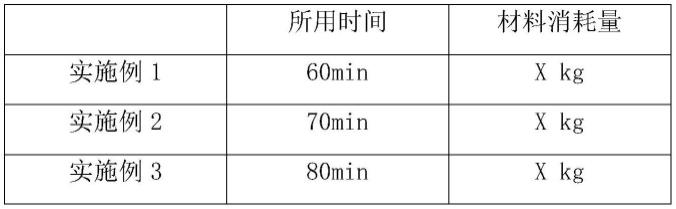
51.根据上述方法加工生产40个送金75齿齿轮所消耗的时间和材料情况如下:
[0052][0053][0054]
实施例与对比例结果分析:本发明能够快速制造出高密度、高精度的送金 75齿齿轮,不必对送金75齿齿轮的齿部进行二次加工,大大减少生产步骤、简化加工程序,提高生产效率,并且材料利用率可达95%以上,约为传统加工中心材料利用率的3倍,大大降低生产成本,生产的送金75齿齿轮一致性高、重复性好,从而为大批量和规模化工业生产提供了保证。
[0055]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求保护范围由所附的权利要求书及其等同物界定。
技术特征:
1.一种缝纫机用送金75齿齿轮的制作工艺,其特征在于,包括以下步骤:s1:混料:按照百分比选取原料,均匀混合,得到混合原料;s2:成型:将根据需要设计的送金75齿齿轮模具安装到粉末冶金成型压机上,并将上述混合原料加入送金75齿齿轮模具中进行压制,得到压制坯料;s3:烧结:将压制坯料在还原氛围中进行烧结,得到烧结坯;s4:后加工:根据送金75齿齿轮的使用要求,对烧结坯进行后处理,得到最终产品送金75齿齿轮成品。2.如权利要求1所述的一种缝纫机用送金75齿齿轮的制作工艺,其特征在于,所述步骤s1中的原料为镍合金粉末,所述镍合金粉末的元素质量百分比具体为:ni:0-2%,cr:0-3%,润滑剂:0.5-1%,杂质:0-2%,fe:余量。3.如权利要求1所述的一种缝纫机用送金75齿齿轮的制作工艺,其特征在于,所述步骤s2中压制压力为500-800mpa,使压制胚料的密度不低于6.85~7.2g/cm3。4.如权利要求1所述的一种缝纫机用送金75齿齿轮的制作工艺,其特征在于,所述步骤s3中烧结采用烧结硬化工艺,烧结温度为1000℃~1200℃,烧结时间为30~60min。5.如权利要求1所述的一种缝纫机用送金75齿齿轮的制作工艺,其特征在于,所述步骤s4中后加工包括对送金75齿的齿顶和齿面热处理。6.如权利要求1所述的一种缝纫机用送金75齿齿轮的制作工艺,其特征在于,所述步骤s3中还原氛围为氮气、真空条件、分解氨和氢气中的一种或多种混合保护气氛。7.如权利要求2所述的一种缝纫机用送金75齿齿轮的制作工艺,其特征在于,所述润滑剂为蜡粉或微粉蜡。
技术总结
本发明涉及一种缝纫机用送金75齿齿轮的制作工艺,属于缝纫机零件生产技术领域;包括以下步骤:混料、成型、烧结、后加工,本发明能够快速制造出高密度、高精度的送金75齿齿轮,不必对送金75齿齿轮的齿部进行二次加工,大大减少生产步骤、简化加工程序,提高生产效率,并且材料利用率可达95%以上,大大降低生产成本,生产的送金75齿齿轮一致性高、重复性好,从而为大批量和规模化工业生产提供了保证。为大批量和规模化工业生产提供了保证。为大批量和规模化工业生产提供了保证。
技术研发人员:操林
受保护的技术使用者:安徽尚豪齿轮科技有限公司
技术研发日:2022.03.22
技术公布日:2022/6/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1