原位自热效应辅助3D打印成形TiAl复杂金属构件的装置及其方法
原位自热效应辅助3d打印成形tial复杂金属构件的装置及其方法
技术领域
1.本发明属于金属构件3d打印成形技术领域,尤其涉及一种原位自热效应辅助3d打印成形tial复杂金属构件的装置及其方法。
背景技术:
2.tial合金具有独特综合性能(高比刚度、弹性模量与密度比),且tial、ti3al等是新一代高性能结构材料。它们具有低密度、高温强度、高熔点和优良的抗蠕变、抗氧化性能和高比刚度特性,上述优异材料性能使其在航空结构领域得到广泛应用。tial合金与传统的镍基高温合金和钛合金相比,在密度方面:tial合金的密度(3.5g/cm3)大约只有镍基高温合金(8.3g/cm3)的一半;室温下的力学性能方面:tial合金的比刚度(150gpa)高于钛合金(110gpa),但与镍基高温合金(206gpa)相比较低;高温力学性能:tial合金的蠕变极限(1000℃)和氧化极限(1000℃)高于钛合金(蠕变极限为600℃,氧化极限为600℃+),但略低于镍基高温合金(蠕变极限为1093℃,氧化极限为1093℃)。由此可见,tial合金虽在某些方面不如镍基高温合金,但tial合金的密度显著低于镍基高温合金,且比刚度与镍基高温合金相当。因此,tial合金有望取代现有镍基高温合金体系并在航空工业和汽车工业中有着广阔的应用前景,tial合金被认为是新型航空航天发动机的静止件和转动件的首选材料,比如喷嘴调解鱼鳞片、高压压气机导向叶片和活塞盖等。
3.对于tial合金的传统成形方法主要有精密铸造和粉末冶金等。对于精密铸造主要包括两类:一类是熔模铸造,另一类则是金属模铸造。熔模铸造主要用于成形形状比较复杂的tial合金构件;而金属模铸造主要用于生产形状比较规则且产量比较大的构件。精密铸造法成形构件主要具备费用低和易成形等优点;但铸造过程会存在严重的铸造缺陷(气孔、疏松等)和冷却过程极易导致的构件开裂,极大降低了构件力学性能,尤其是构件在室温下的延展性。熔模铸造虽可以成形相对复杂结构的构件,但很难实现具有尖角或薄壁结构的一体成形。
4.粉末冶金是成形tial合金构件的另一常用方法。粉末冶金可避免铸造中出现的成分偏析、晶粒粗大和组织不均等问题,从而提高tial合金构件在室温下的延展性。但粉末冶金过程中加入的粘合剂导致间隙元素成分和显微组织与物相难以控制,进而限制了该方法的使用。
5.3d打印技术可高效地一体成形复杂金属构件。由于3d打印技术区别于传统的减材和等材成形方法,3d打印利用高能束流快速熔化和凝固金属粉末,将周期性熔凝构件的二维截面并沿成形方向通过冶金结合形成三维构件,基于三维-二维-三维成形原理可最大限度地满足复杂构件的一体化成形。因此3d打印基本上可以制备任何复杂结构的构件。
6.虽通过现有的3d打印技术(激光定向能量沉积,缩写为lded)可对复杂结构tial合金构件进行成形,但由于lded成形过程的快热快冷,一方面使得成形制造过程中,极易在tial合金3d打印成形构件的界面位置处萌生裂纹,另一方面,还容易导致tial合金3d打印
成形构件的金属间化合物的分布不均匀,因此当tial合金3d打印成形构件承受载荷时,因为界面和tial间金属化合物的存在使得材料内部应力分布不均匀,从而导致裂纹的萌生与扩展,这大大降低了构件的服役周期。
技术实现要素:
7.发明目的:针对现有的lded成形制造所存在的问题,本发明的目的是对其加以改进,具体是提供一种原位自热效应辅助3d打印成形tial复杂金属构件的装置及其方法,其在3d打印(lded)成形过程中通过原位热效应工艺的辅助,以驱动3d打印成形构件的化学成分(ti、al)在3d打印交界面扩散并反应,形成金属间化合物,以期最终能够高质量、高精度、无缺陷以及均质化成形制出具有复杂结构的tial合金构件。
8.为实现上述的技术目的,本发明将采取如下的技术方案:
9.一种原位自热效应辅助3d打印成形tial复杂金属构件的装置,包括lded成形设备以及电弧感应加热设备;所述lded成形设备包括lded控制装置、打印平台以及激光打印沉积头,激光打印沉积头在lded控制装置的控制下,能够按照lded控制装置内预设的打印路径在打印平台上沉积而成沉积体,沉积体包括交替层叠的ti沉积层、al沉积层以及处于ti沉积层、al沉积层之间的界面层;所述电弧感应加热设备,包括升降机构、电弧感应线圈以及感应继电器;
10.所述的电弧感应线圈布置在沉积体的轮廓外,且电弧感应线圈与感应继电器串联后与电源连接,且电弧感应线圈与升降机构的动力输出端连接,升降机构在lded控制装置控制下,能够带动电弧感应线圈相对于打印平台升降;
11.在沉积体每沉积n层沉积层后,通过控制升降机构,同步对已沉积的n层沉积层中高度为h的部分进行感应加热;其中:
12.h=h
n-n
13.式中:hn表示n层沉积层的总高度,n≥1;n表示热影响区尺寸参数。
14.优选地,所述的电弧感应线圈为螺旋加热线圈;所述的螺旋加热线圈包括有若干层加热线圈,每一层加热线圈上均安装有一个感应继电器;
15.沉积体的每一层沉积层的轮廓外均至少设置有一层加热线圈;
16.所述的lded控制装置能够根据沉积体中各层沉积层的沉积速度,动态开启或关闭螺旋加热线圈上的相应感应继电器。
17.优选地,所述的lded控制装置能够根据激光扫描速率v1、n层沉积层构成的沉积体所需要的感应加热时间τ,来确定螺旋加热线圈在升降机构带动下的移动速度vr以及各层加热线圈的加热时间t。
18.优选地,所述螺旋加热线圈的移动速度vr满足:
[0019][0020]
上式中,c表示需要感应热处理的沉积层在沉积体中的所在层数;k1,k2,k3分别表
示不同沉积层层数范围下的速度比例系数,xi为沉积层厚度。
[0021]
优选地,n层沉积层构成的沉积体所需要的加热线圈匝数ω为:
[0022]
ω=δi
ω
×
h/i
[0023]
式中:δi
ω
表示加热线圈的单位长度安匝,h表示n层沉积层构成的沉积体所需要的加热高度;i表示加热线圈的电流。
[0024]
优选地,感应加热线圈内电流i为:
[0025][0026]
感应加热线圈电功率pq:
[0027][0028]
n层沉积层构成的沉积体所需要的感应热q:
[0029]
q=m
×
θ
×
(t
m-t0)
[0030]
式中:u表示电源的电势振幅;表示电功率因数;η表示热效率;τ表示n层沉积层构成的沉积体所需要的感应加热时间;m表示n层沉积层构成的沉积体的质量;θ表示沉积体的比热容;tm表示n层沉积层构成的沉积体经感应加热线圈加热后的温度;t0表示环境温度。
[0031]
优选地,n层沉积层构成的沉积体经感应加热线圈加热后的温度tm满足:
[0032][0033][0034]
h2=k1τk[0035]
式中:h表示n层沉积层构成的沉积体需要进行感应加热的厚度;k为材料特性相关常数;d为扩散系数;τk为扩散时间;k1为扩散层生长系数;k为常数;qn为扩散激活能;r为气体常数;tm为扩散温度。
[0036]
优选地,所述的lded控制装置能够通过调控激光功率p、扫描速度v1以及冷却速度v2来控制。
[0037]
本发明的另一个技术目的是提供一种原位自热效应辅助3d打印成形tial复杂金属构件的方法,基于上述的原位自热效应辅助3d打印成形tial复杂金属构件的装置而实现,包括如下步骤:
[0038]
步骤一、采用lded成形工艺打印成形预设厚度的沉积体
[0039]
基于lded成形设备,采用lded成形工艺,按照预设的打印路径,将ti、al金属粉末交替打印成形,以获得预设厚度的沉积体;
[0040]
所述的沉积体包括层叠的ti沉积层、al沉积层以及处于ti沉积层、al沉积层界面结合处的界面层;
[0041]
在沉积体的打印成形过程中,通过调控lded成形工艺的工艺参数,使得界面层中形成包裹于ti沉积层与al沉积层之间的tial金属间化合物,以抑制tial金属间化合物形成裂纹;
[0042]
步骤二、原位热后处理工艺促进沉积体界面层中的tial金属间化合物形成
[0043]
基于电弧感应加热设备,采用原位热后处理工艺对步骤一所获得的沉积体进行感应热处理,以驱动ti沉积层的金属ti原子脱离束缚朝向界面层扩散、al沉积层的金属al原子脱离束缚朝向界面层扩散,从而诱发界面层中形成的tial金属间化合物逐渐长大,以促进tial金属间化合物的形成,使得ti沉积层与al沉积层之间的tial金属间化合物均匀化。
[0044]
优选地,步骤一中,在沉积体的打印成形过程中,所调控的lded成形工艺的工艺参数包括激光功率p,扫描速度v1以及冷却速度v2;步骤二中,根据激光扫描速率v1、n层沉积层构成的沉积体所需要的感应加热时间τ,来确定螺旋加热线圈在升降机构带动下的移动速度vr以及各层加热线圈的加热时间t。
[0045]
基于上述的技术方案,相对于现有技术,本发明具有如下的优势:
[0046]
(1)本发明采用lded技术与原位热处理复合工艺实现了高缺陷倾向的tial材料复杂结构一体成形;同时可根据生产需求实现产品定制并缩短交货周期。相较于传统加工方法可提升构件成品率和构件复杂度。因此具备较好的经济价值。
[0047]
(2)本发明采用原位自热效应方法对已沉积金属层同步进行热处理。因纯ti(8.6
×
10-6
/k)和纯al(23
×
10-6
/k)热膨胀系数和ti、al和tial的泊松比分别为0.34、0.25和0.24,导致成形过程al的体积膨胀率较高,进而在tial界面上易出现显微裂纹,显著降低了材料的力学性能;同时,因异质材料承载过程的塑性变形能力存在差异,导致塑性较差材料侧易先出现显微裂纹。采用原位动态热处理方案,加热钨丝动态作用于纯ti和纯al的区域,促使原子间不断扩散反应生产tial金属间化合。上述工艺可有效消除因热物性参数差异导致的材料塑性变形和微观裂纹,同时,lded和原位热处理复合作用下形成的均匀化tial金属间化合物可有效提高整体金属构件的力学性能。
[0048]
(3)本发明在基板上添加螺旋加热钨丝,使得材料在激光加工成形的过程中,同步的进行热处理的工艺。这大大降低了单一金属构件的成形时间,降低了时间成本。
[0049]
(4)本发明设计感应加热的螺旋加热钨丝,设计每一层的钨丝上都配备了一个感应继电器。当一层材料沉积完成时,感应继电器接受信号,并且将这种热信号转化为电信号,将电信号传达给感应加热线圈,钨丝收获信号,进行感应加热。最后达到每沉积完一层材料,便感应加热一层材料的目的。
附图说明
[0050]
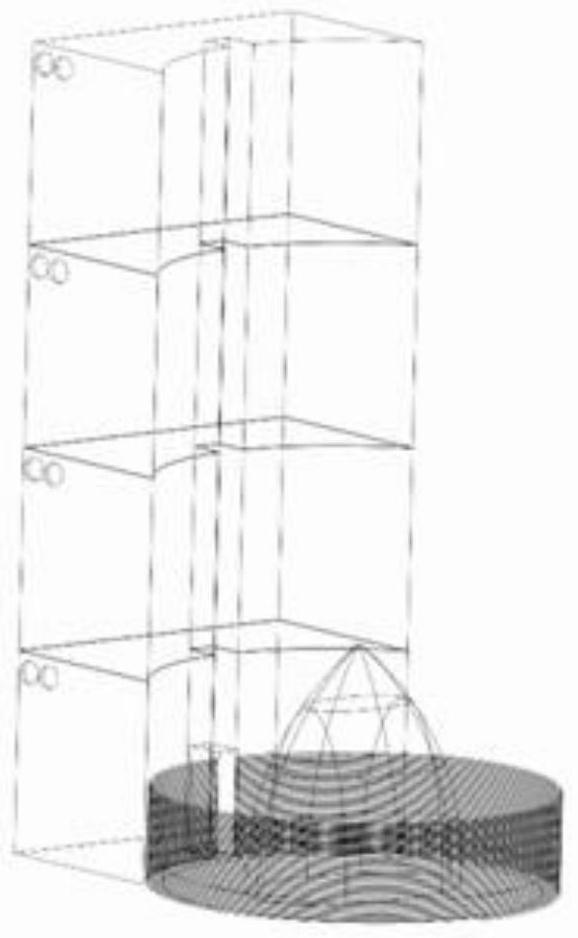
图1为本发明所述的基于原位自热效应的热处理设备;
[0051]
图2为本发明打印成形的tial复杂金属构件的ti-al相图;
[0052]
图3为本发明使用的专用金属粉末的粒径分布;
[0053]
图4a为采用既有lded成形技术得到的tial复杂金属构件切片在光学显微镜下的ti-al界面显微组织图,图4b为采用本发明所述方法而得到的tial复杂金属构件切片在光学显微镜下的ti-al界面处显微组织图;
[0054]
图5a为lded成形的tial复杂金属构件切片在扫描电子显微镜下的ti-al界面显微组织图,图5b为采用本发明所述方法而得到的tial复杂金属构件切片在扫描电子显微镜下的ti-al界面处显微组织图;
[0055]
图6a、图6b分别对应为采用本发明所述方法而得到的tial复杂金属构件切片在扫
描电子显微镜下透射电子显微镜的区域、衍射花样。
[0056]
图7为本发明所述方法的流程图。
[0057]
图8a-e分别表示tial合金构件在不同沉积层时的热影响区n。
具体实施方式
[0058]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、表达式和数值不限制本发明的范围。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。
[0059]
本发明通过改变既有lded成形技术得到的tial复杂金属构件的界面结构,来改善既有lded成形技术得到的tial复杂金属构件性能。为此,本发明在lded成形过程中,通过原位热效应辅助工艺,以驱动3d打印成形构件的化学成分(ti、al)在3d打印交界面扩散并反应。具体地,以既有lded成形设备为基础,然后配设基于自热效应的原位热处理设备(电弧感应加热设备,结构如图1所示),调整既有lded成形设备的控制装置,使得原位热处理设备在lded成形设备完成一定厚度的沉积体(由ti沉积层、al沉积层交替层叠形成)后进行原位感应热处理,以达到构件三维沉积与原位自热效应同步处理的目的。
[0060]
由此可见,本发明所述的原位自热效应辅助3d打印成形tial复杂金属构件的装置,包括lded成形设备以及电弧感应加热设备;其中:
[0061]
所述lded成形设备包括lded控制装置、打印平台以及激光打印沉积头,激光打印沉积头在lded控制装置的控制下,能够按照lded控制装置内预设的打印路径在打印平台上沉积而成沉积体,沉积体包括交替层叠的ti沉积层、al沉积层以及处于ti沉积层、al沉积层之间的界面层。
[0062]
所述电弧感应加热设备,包括升降机构、电弧感应线圈以及感应继电器;
[0063]
所述的电弧感应线圈布置在沉积体的轮廓外,且电弧感应线圈与感应继电器串联后与电源连接,且电弧感应线圈与升降机构的动力输出端连接,升降机构在lded控制装置控制下,能够带动电弧感应线圈相对于打印平台升降;
[0064]
在沉积体每沉积n层沉积层后,通过控制升降机构,同步对已沉积的n层沉积层中高度为h的部分进行感应加热;其中:
[0065]
h=h
n-n
[0066]
式中:hn表示n层沉积层的总高度,n≥1;n表示热影响区尺寸参数。
[0067]
优选地,所述的电弧感应线圈为螺旋加热线圈;所述的螺旋加热线圈包括有若干层加热线圈,每一层加热线圈上均安装有一个感应继电器;沉积体的每一层沉积层的轮廓外均至少设置有一层加热线圈(优选地,沉积体的每一层沉积层的轮廓外均设置有一层加
热线圈);所述的lded控制装置能够根据沉积体中各层沉积层的沉积速度,动态开启或关闭螺旋加热线圈上的相应感应继电器。
[0068]
优选地,所述的lded控制装置能够根据激光扫描速率v1、n层沉积层构成的沉积体所需要的感应加热时间τ,来确定螺旋加热线圈在升降机构带动下的移动速度vr以及各层加热线圈的加热时间t。
[0069]
优选地,所述螺旋加热线圈的移动速度vr满足:
[0070][0071]
上式中,c表示表示需要感应热处理的沉积层在沉积体中的所在层数;k1,k2,k3分别表示不同沉积层层数范围下的速度比例系数,xi为沉积层厚度。
[0072]
优选地,n层沉积层构成的沉积体所需要的加热线圈匝数ω为:
[0073]
ω=δi
ω
×
h/i
[0074]
式中:δi
ω
表示加热线圈的单位长度安匝,h表示n层沉积层构成的沉积体所需要的加热高度;i表示加热线圈的电流。
[0075]
优选地,感应加热线圈内电流i为:
[0076][0077]
感应加热线圈电功率pq:
[0078][0079]
n层沉积层构成的沉积体所需要的感应热q:
[0080]
q=m
×
θ
×
(t
m-t0)
[0081]
式中:u表示电源的电势振幅;表示电功率因数;η表示热效率;τ表示n层沉积层构成的沉积体所需要的感应加热时间;m表示n层沉积层构成的沉积体的质量;θ表示沉积体的比热容;tm表示n层沉积层构成的沉积体经感应加热线圈加热后的温度;t0表示环境温度。
[0082]
优选地,n层沉积层构成的沉积体经感应加热线圈加热后的温度tm满足:
[0083][0084][0085]
h2=k1τk[0086]
式中:h表示n层沉积层构成的沉积体需要进行感应加热的厚度;k为材料特性相关常数;d为扩散系数;τk为扩散时间;k1为扩散层生长系数;k为常数;qn为扩散激活能;r为气体常数;tm为扩散温度。
[0087]
优选地,所述的lded控制装置能够通过调控激光功率p、扫描速度v1以及冷却速度
v2来控制。
[0088]
本发明基于上述的原位自热效应辅助3d打印成形tial复杂金属构件的装置,提供了一种原位自热效应辅助3d打印成形tial复杂金属构件的方法,如图8所示,包括如下步骤:
[0089]
步骤一、采用lded成形工艺打印成形预设厚度的沉积体
[0090]
采用lded成形工艺,按照预设的打印路径,将ti、al金属粉末交替打印成形,以获得预设厚度的沉积体;
[0091]
所述的沉积体包括层叠的ti沉积层、al沉积层以及处于ti沉积层、al沉积层界面结合处的界面层;
[0092]
在沉积体的打印成形过程中,通过调控lded成形工艺的工艺参数,使得界面层中形成包裹于ti沉积层与al沉积层之间的tial金属间化合物,以抑制tial金属间化合物形成裂纹;具体地,本发明通过研究tial合金相图中的tial金属间化合物相区温度,来选择lded成形工艺的激光功率p、扫描速率v1、送粉量δ以及材料冷却速度v2,使得界面层中形成包裹于ti沉积层与al沉积层之间的tial金属间化合物,以抑制tial金属间化合物形成裂纹。
[0093]
步骤二、原位热后处理工艺促进沉积体界面层中的tial金属间化合物形成
[0094]
采用原位热后处理工艺(主要为原位感应热处理工艺)对步骤一所获得的沉积体进行感应热处理,以驱动ti沉积层的金属ti原子脱离束缚朝向界面层扩散、al沉积层的金属al原子脱离束缚朝向界面层扩散,从而诱发界面层中形成的tial金属间化合物逐渐长大,以促进tial金属间化合物的形成,使得ti沉积层与al沉积层之间的tial金属间化合物均匀化。
[0095]
原位感应热处理工艺通过原位感应热处理设备(电弧感应加热设备)来实现,而电弧感应加热设备的关键部件为感应热线圈的设计。本发明基于成形构件尺寸(材料的体积v,表面积s以及材料质量m),结构形状和热驱动温度(基于材料加热时的表面单位功率δps和材料加热吸收热量q,以完成材料需要吸收热量向电功率pq转化)和去应力退火温度t完成原位加热线圈设计(线圈中的工作电流i,线圈中需要达到的匝数ω)。在构件lded的成形过程中,线圈可以根据激光成形过程中的扫描速率v1,沉积速率vc和材料需要热处理的时间τ来判断感应加热线圈的移动速度vr,使得材料的成形与材料的原位热处理得以同步进行;同时根据构件空间沉积速度数字化驱动线圈同步移动,使得材料的整体热处理过程可自动化完成。在原位热处理之后使得材料整体为tial金属间化合物,进而改善整体构件的使用性能。
[0096]
lded成形设备将ti、al两种金属的粉末交替沉积成形。通过调整成形工艺参数激光功率p,扫描速度v1以及冷却速度v2,使得tial金属构件成形时在交界面上稳定生成tial金属化合物。具体地,通过观察tial相图(如图2所示)中tial金属间化合物的稳定相区,进而判断材料的冷却速率v2,控制激光功率p以及扫描速率v1使材料沉积成形过程中沿tial金属间化合物的相区冷却,从而达到在构件三维沉积成形过程中获得tial金属间化合物的目的。同时记录ti和al层的沉积厚度分别为h1和h2。步骤二中,计算成形构件原位自热效应需达到的热处理温度为tm(环境温度为t0)。沉积筒体构件外径为dw,内径为dn,构件的整体高度为h,构件材料的比热容记为θ。因此,材料加热的体积为:
[0097][0098]
材料加热后的表面积记为:
[0099][0100]
构件的质量记为:
[0101][0102]
上式中γ为加热材料密度。
[0103]
材料在经过原位热处理时需要吸收的热量为:
[0104]
q=m
×
θ
×
(t
m-t0)
ꢀꢀꢀ
(4)
[0105]
构件加热后所需要热量换算成电功率:
[0106][0107]
上式中η为加热时的热效率(加热效率取值可以为0.8),τ为加热所需要的时间。
[0108]
线圈中的工作电流为:
[0109][0110]
上式中为供电电功率因数(电功率因数取值可以为0.8)。
[0111]
被加热构件的表面积单位功率为:
[0112]
δps=pq×
1000/s
ꢀꢀꢀ
(7)
[0113]
因此我们计算出线圈需要的匝数为:
[0114]
ω=δi
ω
×
h/i
ꢀꢀꢀ
(8)
[0115]
上式中δi
ω
为单位长度安匝,可根据δps与δi
ω
之间的曲线关系得出。
[0116]
构件成形结束后,使用设计的原位自热效应热处理装置对金属构件进行后处理。在电弧感应加热器上配备感应继电器,根据lded沉积n层ti或al材料ts后,同步对先前n-n(n为热影响区尺寸参数)沉积层进行感应加热。
[0117]
因在先沉积ti或al沉积层热量会向深度方向传递,使得当前沉积ti或al沉积层热影响区扩大。因此,后沉积层较先沉积层的温度高并当沉积一定层数后温度趋于稳定。为达到构件三维沉积与原位自热效应同步处理目标,感应加热器将随着沉积速率进行同步z向运动,以实现构件动态同步热处理目标。所以电磁感应加热线圈在先沉积层加热时,因热影响区较小,温度较低所需较长的加热时间,电磁感应加热线圈的移动速度vr较慢;而后沉积层因为热影响区较大,温度较高所需加热时间较先沉积层较短,电磁感应加热线圈的移动速度vr较快。具体地,移动速度vr为:
[0118][0119]
上式中k1,k2,k3是分别在沉积层0《c≤2,3≤c≤4,c≥5范围下的速度比例系数,c表示需要感应热处理的沉积层在沉积体中的所在层数,xi为沉积层厚度。
[0120]
最终实现lded成形构件沉积界面与热扩散反应生成的tial化合物均质化过程,即金属构件均为tial金属间化合物。得益于tial金属间化合物的优异材料性能,一体成形金属构件具备优异的力学性能。
[0121]
作为本发明的一个优选实施例,通过控制激光扫描时的激光功率p、扫描速度v1以及通过tial相图观察到的tial金属间化合物存在的相区来估算,获得冷却速度v2,实现tial金属间化合物形成的有效调控。
[0122]
作为本发明的一个优选实施例,在成形的过程中,我们使用原位自热效应,将成形结束的金属构件进行热处理,实现ti和al原子不断扩散并反应生成tial金属间化合物,以达到tial金属间化合物均质化的目标。
[0123]
作为本发明的一个优选实施例,基于电弧感应原位动态加热方法,将感应加热装置置于预沉积体轮廓外,随后根据lded成形构件z向沉积速度vc与热影响作用区域尺寸n,实现原位热处理装置与金属构件成形动态同步。
[0124]
作为本发明的一个优选实施例,在每一层的加热线圈上安装感应继电器,使感应继电器能依据材料沉积速度动态关闭/开启热处理,且可根据激光扫描速率v1,金属构件热处理时间τ,确定线圈的加热时间t和线圈移动速率vr。
[0125]
作为本发明的一个优选实施例,通常激光增材制造成形tial金属间化合物时因其与纯ti、纯al的弹性模量和热膨胀系数存在差异(纯ti的弹性模量与热膨胀系数分别为106.4gpa、8.6
×
10-6
/k;纯al的弹性模量与热膨胀系数分别为70gpa、23
×
10-6
/k),导致成形过程不同沉积层界面存在微小裂纹。但本发明提出的lded沉积过程原位自热效应方法:(1)lded沉积过程ti和al界面形成的tial金属间化合物热应力、体积变化应力由塑性优异ti和al材料包裹,(2)原位自热效应结合lded成形热影响区作用可在促进ti和al原子扩散的同时降低残余应力和开裂倾向,并最终实现材料整体均质化的目标。
[0126]
构件反应扩散层厚度与电磁感应加热时间与加热温度相关。随温度升高,构件吉布斯自由能g,逐渐增大;当吉布斯自由能g超过原子运动所需跨越的能垒(即扩散激活能qn)时,ti,al原子脱离原子间的束缚,使ti,al沉积层中原子相互反应扩散,以达到扩大tial间金属化合物相区的目的。其扩散反应层厚(n层沉积层构成的沉积体需要进行感应加热的厚度)与扩散时间之间呈抛物线关系:
[0127][0128][0129]
h2=k1τkꢀꢀꢀ
(12)
[0130]
式中:h表示n层沉积层构成的沉积体需要进行感应加热的厚度;k为材料特性相关常数;d为扩散系数;τk为扩散时间;k1为扩散层生长系数;k为常数;qn为扩散激活能;r为气体常数;tm为扩散温度。
[0131]
图4a为采用既有lded成形技术得到的tial复杂金属构件切片在光学显微镜下的ti-al界面显微组织图,图4b为采用本发明所述方法而得到的tial复杂金属构件切片在光学显微镜下的ti-al界面处显微组织图。通过分析,在材料未进行原位自热效应前,因lded成形过程的快热快冷仍会在tial沉积界面处产生显微裂纹,而原位自热效应与lded成形中的热影响区相互作用后,tial金属间化合物被塑性优异的ti和al材料包裹,使在lded成形
周期热处理下的tial金属间化合物内应力及其形变由ti和al材料吸收,抑制tial金属间化合物裂纹形成。
[0132]
图5a为lded成形的tial复杂金属构件切片在扫描电子显微镜下的ti-al界面显微组织图,图5b为采用本发明所述方法而得到的tial复杂金属构件切片在扫描电子显微镜下的ti-al界面处显微组织图;
[0133]
图6a、图6b分别对应为采用本发明所述方法而得到的tial复杂金属构件切片在扫描电子显微镜下透射电子显微镜的区域、衍射花样。构件经原位自热效应与lded成形热影响区相互作用后,tial金属间化合物区逐渐长大。通过透射电子显微镜对长大区域进行分析,可判断生长的金属间化合物为tial间金属化合物。
[0134]
应用例
[0135]
使用原料ti和al粉末的尺寸40~80μm,利用高能束流快速熔化和凝固金属粉末,将周期性熔凝构件二维截面一并沿成形方向通过冶金结合形成三维构件。激光的扫描速度3mm/s,激光功率2000w,送粉量10r/min。成形构件尺寸内径dn160mm,外径dw为170mm,壁厚10mm,高度h为205mm。
[0136]
由上式(1),(2)计算得构件体积和表面积。
[0137]
lded成形结束构件,用原位自热效应的热处理装置对金属构件进行后处理,热处理温度650℃记为tm,加热时间为τ。且在电弧感应线圈上配备感应继电器,每沉积n层材料t s后,同步对先前n-n(n为热影响区尺寸参数)沉积层进行感应加热以达到构件三维沉积与原位自热效应同步处理目的。热效率取0.8,计算感应线圈匝数ω。计算构件需达到均质化所需要吸收热量q,并将所需热量q转化为电功率pq(通过上式3计算)。通过计算出材料加热到所需要的温度时需耗费的电功率pq,并计算出通过线圈电流i与表面积单位功率δps,通过单位长度安匝δi
ω
与表面积单位功率δps之间的关系曲线确定出电磁感应线圈单位长度安匝δi
ω
。由上式(8)计算得电磁感应线圈匝数。
[0138]
依据模拟结果,确定在不同组层数c内热影响区的范围大小。确定成形构件不同热影响区范围以及沉积层数c以及电磁感应加热线圈移动速度vr。
[0139]
在沉积过程中随构件沉积层数的增多,材料的热影响区(图5)逐渐增大,当沉积层由一层逐渐增加至五层时,材料的热影响区尺寸分别为0.834mm、0.995mm、1.609mm、1.974mm、2.302mm。电磁感应加热线圈的移动速度应满足上式(10)中与沉积层数之间的关系,当沉积层c≤2时,电磁感应加热线圈移动速度vr满足:沉积层3≤c≤4时,电磁感应加热线圈移动速度vr满足:沉积层c≥5时,电磁感应加热线圈移动速度vr满足:
[0140]
构件经原位自热效应热处理时,反应扩散层厚度与电磁感应加热时间和加热温度相关。随温度升高,构件吉布斯自由能g,逐渐增大;由式(6)阿累尼乌斯方程可知原子扩散距离与扩散激活能的关系,当吉布斯自由能g超过原子运动所需跨越的能垒(即扩散激活能)时,ti、al原子脱离原子间的束缚,使ti,al沉积层中原子相互反应扩散,以达到扩大tial间金属化合物相区的目的。其扩散反应层厚与扩散时间之间呈抛物线关系:
[0141]
[0142]
x2=k1τk[0143][0144]
上式中,x为扩散层厚度;k为材料特性相关常数;d为扩散系数;τk为扩散时间;k1为扩散层生长系数;k为常数;q为扩散激活能;r为气体常数;tm为扩散温度。
[0145]
因tial金属间化合物被塑性优异的ti和al材料包裹,lded成形周期热作用下的tial金属间化合物内应力及其形变由ti和al材料吸收,进而抑制tial金属间化合物内应力及其形变由ti和al材料吸收,进而抑制tial金属间化合物裂纹形成。随后,利用原位热效应驱动层间ti和al元素扩散并反应形成tial金属间化合物,以此形成均匀化tial金属间化合物构件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1