新能源轿车子午线轮胎用胎圈钢丝及其生产工艺的制作方法
1.本发明涉及胎圈钢丝技术领域,具体为新能源轿车子午线轮胎用胎圈钢丝及其生产工艺。
背景技术:
2.午线轮胎是轮胎多种结构形式中的一种,它的结构形式跟斜交子午线轮胎、拱形子午线轮胎、调压子午线轮胎等都不太一样,通常人们提到的钢丝轮胎就是子午线轮胎,其一般包括以下几个部分:胎体、胎圈、带束层、胎肩垫胶、胎面上层胶、胎面下层胶、胎面胶、胎侧等。
3.而胎圈钢丝,又称为子口;指的是子午线轮胎安装在轮辋上的部分,由胎圈芯和胎圈包布等部分组成,其能承受因内压而产生的伸张力,同时还可以克服子午线轮胎在拐弯行驶中所受的横向力作用,使外胎不致于脱出轮辋,因此其必须有很高的强力,结构应紧密坚固,且要不易发生变形。胎圈钢丝圈由单根胎圈钢丝缠绕而成,截面形状有六边形,圆形,平行四边形等。
4.由于胎圈钢丝在子午线轮胎中受力比较复杂,因此子午线轮胎对于胎圈钢丝的性能要求很高,胎圈钢丝不仅仅对强度有较高的要求,而且对耐疲劳性能也有较高要求,同时胎圈钢丝的抗冲击、伸长率、断裂扭转性能和扭矩大小都会有较高的要求,伴随着新能源轿车对子午线轮胎性能要求不断的提高,对胎圈钢丝的要求也会越来越高。
技术实现要素:
5.(一)解决的技术问题
6.本发明的目的在于提供新能源轿车子午线轮胎用胎圈钢丝及其生产工艺,解决当前胎圈钢丝存在的断裂扭转性能较差,以及橡胶粘合不强的问题。
7.(二)技术方案
8.为实现上述目的,本发明提供如下技术方案:
9.新能源轿车子午线轮胎用胎圈钢丝,所述胎圈钢丝通过盘条进行制备而得,所述盘条包括下述以重量百分比为单位的原料:
10.c:0.85-0.87%、mn:0.4-0.5%、si:0.13-0.15%、cr:0.02-0.03%、ni:0.01-0.02%、cu:0.04-0.05%,其中p+s<0.01%;
11.进一步的,所述盘条,还包括下述以重量百分比为单位的原料mo:0.01-0.03%;
12.更进一步的,所述盘条中,c含量和mo含量之间满足:mo+c<0.9%;
13.在本发明中,0.85-0.87%的c含量的盘条中,渗碳体含量高,但是通过和其它元素的复配,比如mo,在mo+c<0.99%时,碳扩散速度较慢,从而在晶界处形成的晶界渗碳体的概率较低,因此制备得到的胎圈钢丝,不容易产生微裂纹,可保证其具有一定强度的断裂扭转性能。
14.而p元素,溶于铁素体内使铁的晶格剧烈歪曲,因而使钢的强度、硬度增加而塑性、
韧性下降,特别是在低温时影响更加显著;此外,磷在钢坯中偏析度很大,且不容易消除,因此需要严格控制p在盘条中的含量;s元素,降低了钢的机械性能、耐蚀性能及焊接性能。通常情况下,含硫0.05%左右的钢丝焊接处的强度最多只能达到钢丝原来强度的40%;因此本发明通过控制p+s<0.01%,在保证盘条具有一定机械强度的同时,方便于后续加工生产得到胎圈钢丝。
15.同样的本发明也提供了新能源轿车子午线轮胎用胎圈钢丝的生产工艺,包括以下步骤:
16.s1.将的盘条,进行拉拔处理,拉拔角度6-8
°
;
17.s2.对拉拔处理结束后得到的钢丝,进行碱洗脱脂;
18.进一步的,所述碱洗脱脂为将拉拔处理结束后得到的钢丝,放入到氢氧化钠溶液中,进行电解脱脂,其中氢氧化钠溶液中naoh浓度为20-25%,电流密度为3-5a/dm2,电解温度35-60℃,可在氢氧化钠溶液中加入磷酸三钠或者是硅酸钠,加入钢丝表面上有机物的去除。
19.s3.碱洗脱脂结束后,进行中频回火;
20.s4.中频回火后,进行水冷,降至室温;
21.s5.电解酸洗步骤s4得到的钢丝;
22.s6.化学镀铜;
23.s7.涂库玛;
24.s8.收线,得到所述胎圈钢丝。
25.进一步的,在步骤s1中,通过拉拔角度的优化和改进,在角度较小的情况下,胎圈钢丝内部收到的来自拉拔模具的压力越大,其内部和钢丝表面的变形更趋向于均匀,保证胎圈钢丝具有更好的断裂扭转性能;具体的,在本发明中,拉拔道次为8道,在1-3道,拉拔速度2-2.5m/s;在4-6道,拉拔速度2.5-3m/s;在7-8道,拉拔速度3.6-4m/s,
26.更进一步的,在步骤s1拉拔过程中使用的润滑剂为zwg-2润滑剂;
27.更进一步的,在步骤s1拉拔过程中使用滑轮式拉丝机进行无酸洗拉拔,因为一般的卷筒的积线高度均在250~350mm,有利于拉拔前钢丝的冷却减少连拉钢丝的温升;导向轮使钢丝在拉拔过程中扭转、跳动使钢丝通过过线轮进入模盒时,易带动润滑剂自动搅拌,并将已结成条状或焦块的润滑剂带离拉丝模孔,使润滑剂软化吸附在钢丝表面形成润滑膜;
28.进一步的,所述步骤s4中,电解酸洗在浓度为15-20%的硫酸溶液中,进行电解,电解电流密度3-4a/dm2,时间15-20s;
29.进一步的,所述中频回火过程为:回火温度420-450℃;
30.(三)有益效果
31.与现有技术相比,本发明提供了新能源轿车子午线轮胎用胎圈钢丝及其生产工艺,具有以下有益效果:
32.1、本发明通过配置p+s<0.01%,mo+c<0.9%的高碳盘条,使得盘条在初始阶段具有较好的机械性能,方便拉拔工艺的进行;通过对拉拔工艺的改进,保证了钢丝的断裂扭转性能;
33.2、本发明通过在拉拔结束后,进行碱洗脱脂,能够很好的去除钢丝表面的润滑油,方便中频退火的进行,保证钢丝可以和橡胶粘合,提高覆胶率。可应用在新能源汽车相关的子午线轮胎制备上。
具体实施方式
34.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.实施例1
36.新能源轿车子午线轮胎用胎圈钢丝,所述胎圈钢丝通过盘条进行制备而得,所述盘条包括下述以重量百分比为单位的原料:
37.c:0.85%、mn:0.4%、si:0.13%、cr:0.02%、ni:0.01%、cu:0.04%、mo:0.01%;其中p+s<0.01%、mo+c<0.9%;
38.新能源轿车子午线轮胎用胎圈钢丝的生产工艺,包括以下步骤:
39.s1.将的盘条,进行拉拔处理,拉拔角度6
°
;其中,拉拔道次为8道,在1-3道,拉拔速度2m/s;在4-6道,拉拔速度2.5m/s;在7-8道,拉拔速度3.6m/s,使用的润滑剂为zwg-2润滑剂;使用滑轮式拉丝机进行无酸洗拉拔;
40.s2.对拉拔处理结束后得到的钢丝进行碱洗脱脂;
41.所述碱洗脱脂为将拉拔处理结束后得到的钢丝,放入到氢氧化钠溶液中,进行电解脱脂,其中氢氧化钠溶液中naoh浓度为20%,电流密度为3a/dm2,电解温度35℃,氢氧化钠溶液中加入0.05%磷酸三钠或者0.05%硅酸钠,碱洗时间为60s;
42.s3.碱洗脱脂结束后,进行中频回火,回火温度420℃,回火时间20s;
43.s4.中频回火后,进行水冷,降至室温;
44.s5.电解酸洗步骤s4得到的钢丝;电解酸洗在浓度为15%的硫酸溶液(质量含量)中,进行电解,电解电流密度3a/dm2,时间15s;
45.s6.化学镀铜;清洗酸洗后的钢丝,根据常规化学镀铜方式在清洗后的钢丝上镀铜,镀铜质量为0.18g/kg;
46.s7.涂库玛;按照常规工艺涂覆库玛树脂
47.s8.收线,得到所述胎圈钢丝。
48.实施例2
49.新能源轿车子午线轮胎用胎圈钢丝,所述胎圈钢丝通过盘条进行制备而得,所述盘条包括下述以重量百分比为单位的原料:
50.c:0.87%、mn:0.5%、si:0.15%、cr:0.03%、ni:0.02%、cu:0.05%、mo:0.03%;其中p+s<0.01%、mo+c<0.9%;
51.新能源轿车子午线轮胎用胎圈钢丝的生产工艺,包括以下步骤:
52.s1.将的盘条,进行拉拔处理,拉拔角度8
°
;其中,拉拔道次为8道,在1-3道,
拉拔速度2.5m/s;在4-6道,拉拔速度3m/s;在7-8道,拉拔速度4m/s,使用的润滑剂为zwg-2润滑剂;使用滑轮式拉丝机进行无酸洗拉拔;
53.s2.对拉拔处理结束后得到的钢丝进行碱洗脱脂;
54.所述碱洗脱脂为将拉拔处理结束后得到的钢丝,放入到氢氧化钠溶液中,进行电解脱脂,其中氢氧化钠溶液中naoh浓度为25%,电流密度为5a/dm2,电解温度60℃,氢氧化钠溶液中加入0.05%磷酸三钠或者0.05%硅酸钠,碱洗时间为90s;
55.s3.碱洗脱脂结束后,进行中频回火,回火温度450℃,回火时间30s;
56.s4.中频回火后,进行水冷,降至室温;
57.s5.电解酸洗步骤s4得到的钢丝;电解酸洗在浓度为20%的硫酸溶液中,进行电解,电解电流密度4a/dm2,时间20s;
58.s6.化学镀铜;清洗酸洗后的钢丝,根据常规化学镀铜方式在清洗后的钢丝上镀铜,镀铜质量为0.20g/kg;
59.s7.涂库玛;按照常规工艺涂覆库玛树脂
60.s8.收线,得到所述胎圈钢丝。
61.实施例3
62.新能源轿车子午线轮胎用胎圈钢丝,所述胎圈钢丝通过盘条进行制备而得,所述盘条包括下述以重量百分比为单位的原料:
63.c:0.86%、mn:0.45%、si:0.14%、cr:0.025%、ni:0.015%、cu:0.045%、mo:0.02%;其中p+s<0.01%、mo+c<0.9%;
64.新能源轿车子午线轮胎用胎圈钢丝的生产工艺,包括以下步骤:
65.s1.将的盘条,进行拉拔处理,拉拔角度7
°
;其中,拉拔道次为8道,在1-3道,拉拔速度2.2m/s;在4-6道,拉拔速度2.8m/s;在7-8道,拉拔速度3.8m/s,使用的润滑剂为zwg-2润滑剂;使用滑轮式拉丝机进行无酸洗拉拔;
66.s2.对拉拔处理结束后得到的钢丝进行碱洗脱脂;
67.所述碱洗脱脂为将拉拔处理结束后得到的钢丝,放入到氢氧化钠溶液中,进行电解脱脂,其中氢氧化钠溶液中naoh浓度为24%,电流密度为4a/dm2,电解温度50℃,氢氧化钠溶液中加入0.05%磷酸三钠或者0.05%硅酸钠,碱洗时间为80s;
68.s3.碱洗脱脂结束后,进行中频回火,回火温度435℃,回火时间25s;
69.s4.中频回火后,进行水冷,降至室温;
70.s5.电解酸洗步骤s4得到的钢丝;电解酸洗在浓度为18%的硫酸溶液中,进行电解,电解电流密度3.5a/dm2,时间18s;
71.s6.化学镀铜;清洗酸洗后的钢丝,根据常规化学镀铜方式在清洗后的钢丝上镀铜,镀铜质量为0.18-0.20g/kg;
72.s7.涂库玛;按照常规工艺涂覆库玛树脂
73.s8.收线,得到所述胎圈钢丝。
74.实施例4
75.新能源轿车子午线轮胎用胎圈钢丝,所述胎圈钢丝通过盘条进行制备而得,所述盘条包括下述以重量百分比为单位的原料:
76.c:0.85%、mn:0.5%、si:0.13%、cr:0.03%、ni:0.012%、cu:0.049%、mo:0.011%;其中p+s<0.01%、mo+c<0.9%;
77.新能源轿车子午线轮胎用胎圈钢丝的生产工艺,包括以下步骤:
78.s1.将的盘条,进行拉拔处理,拉拔角度6
°
;其中,拉拔道次为8道,在1-3道,拉拔速度2.5m/s;在4-6道,拉拔速度2.5m/s;在7-8道,拉拔速度3.7m/s,使用的润滑剂为zwg-2润滑剂;使用滑轮式拉丝机进行无酸洗拉拔;
79.s2.对拉拔处理结束后得到的钢丝进行碱洗脱脂;
80.所述碱洗脱脂为将拉拔处理结束后得到的钢丝,放入到氢氧化钠溶液中,进行电解脱脂,其中氢氧化钠溶液中naoh浓度为22%,电流密度为4.8a/dm2,电解温度40℃,氢氧化钠溶液中加入0.05%磷酸三钠或者0.05%硅酸钠,碱洗时间为62s;
81.s3.碱洗脱脂结束后,进行中频回火,回火温度430℃,回火时间29s;
82.s4.中频回火后,进行水冷,降至室温;
83.s5.电解酸洗步骤s4得到的钢丝;电解酸洗在浓度为16%的硫酸溶液中,进行电解,电解电流密度3.3a/dm2,时间19s;
84.s6.化学镀铜;清洗酸洗后的钢丝,根据常规化学镀铜方式在清洗后的钢丝上镀铜,镀铜质量为0.19g/kg;
85.s7.涂库玛;按照常规工艺涂覆库玛树脂
86.s8.收线,得到所述胎圈钢丝。
87.对比例1
88.使用82b盘条,其余制备胎圈钢丝生产工艺和实施例1一致;
89.对比例2
90.使用常规的脱脂工艺对拉拔结束后的钢丝,进行脱脂处理;其余条件和实施例1一致;
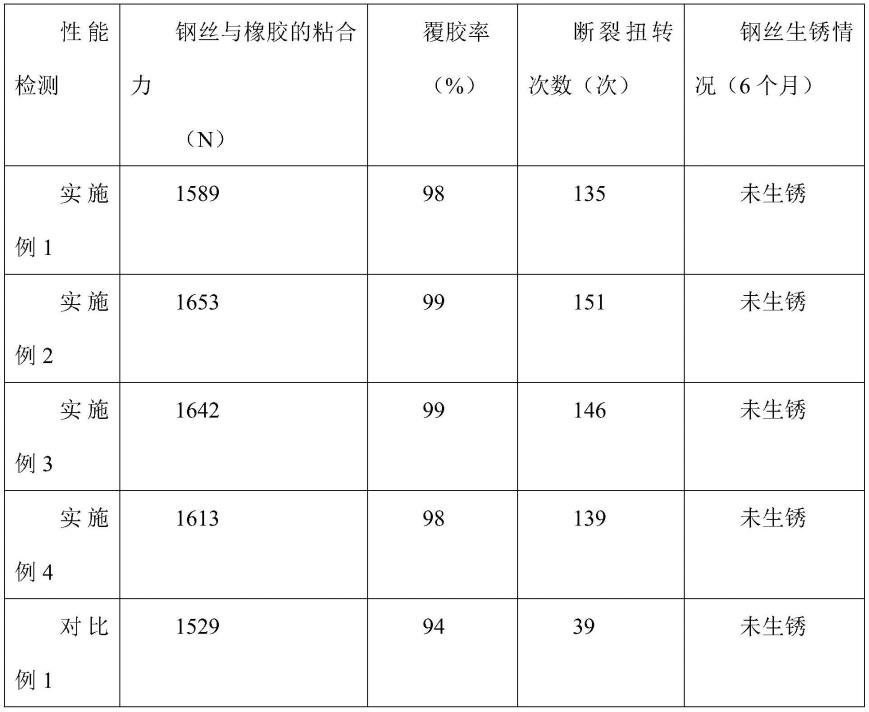
91.将实施例1-4,对比例1-2制备得到的胎圈钢丝进行性能检测,得到的结果汇总至下表1:
92.表1
[0093][0094][0095]
从上表1可以看出,本发明制备得到的胎圈钢丝,钢丝与橡胶的粘合力1589-1653n,说明可以和橡胶很好的粘合,且覆胶率在98%以上,说明胎圈钢丝的覆胶效果好;而胎圈钢丝在断裂扭转次数方面,可以达到135次以上,说明具有优异的断裂扭转性能,且在保存6个月内未生锈。
[0096]
而对比例1,在盘条不一致的情况下,断裂扭转次数方面仅仅达到39次,低于实施例1-4的结果,说明通过对盘条中各原料组分的优化,可有效改善\提高钢丝的断裂扭转次数;
[0097]
对比例2,在使用常规脱脂工艺的情况下,脱脂效果不明显,将有部分润滑剂等杂物负载在钢丝上,因此其在中频退火方面不完全,造成表面性能较差,因此钢丝与橡胶的粘合力仅为405n,说明制备得到的胎圈钢丝和橡胶粘合力较低,容易脱落,且覆胶率79%,不容易上胶,造成在保存6个月内胎圈钢丝生锈。
[0098]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1