一种带肋钢筋短路热处理设备及其加热电源的制作方法
1.本发明涉及一种热处理设备及其加热电源,特别涉及一种带肋钢筋短路热处理设备及其加热电源,属于钢筋制造领域。
背景技术:
2.钢筋是建筑领域中不可缺少的材料,近年来,随着高速铁路等高科技领域基建项目的不断发展,对带肋钢筋的需求量也随之增加,为了提高在国际市场的竞争力,带肋钢筋的制造也提出了新的挑战,需要降低制造成本,提高产品质量。
3.专利号为200410013658.2为提供了一种高强度低松弛冷轧带肋刻痕钢筋及生产方法和专用生产线,其生产工艺为开卷、放线、除鳞、冷轧、刻痕、热处理、收线等工序。
4.冷轧带肋钢筋的制造方法,大多数厂家的生产工艺,都与上述专利的生产工艺雷同,都是对盘条利用冷轧工艺经滚压减径、轧制成型、加热处理、成品收集形成带肋钢筋的,其中的热处理是关键的一环,经过冷轧后的盘条圆钢由于其内部晶粒结构发生了一定的变化,随之而来的钢筋特性也发生变化,因此,需要对冷轧或低温加热成型后的带肋钢筋利用加热方法进行热处理,经过热处理后,还原钢筋的晶粒结构,调整带肋钢筋的抗拉强度、屈服强度、伸长率,使带肋钢筋的各项指标满足产品要求。
5.专利号为cn201822149397.7的专利提供了一种冷轧钢筋热处理装置,图5是现有热处理设备的结构示意图,这种冷轧钢筋热处理装置包括逐步升温部30、快速降温部40以及自然冷却部50,逐步升温部30由多个升温装置组成,快速降温部40由一个或多个降温装置构成,多个升温装置30油设置在机座31上的多个螺旋状中频感应加热线圈32构成,中频加热感应线圈32两侧设置有保温板32a,外周设置有保温罩33,多个升温装置30之间设置有导向辊轮装置,具体包括上导向辊轮36、下导向辊轮一37a和下导向辊轮二37b,39为多个导向轮支架,导向辊轮的辊轮轴为空心轴,空心轴内流动有冷却介质,其中,中频感应加热线圈32是利用中频发生器34产生中频电源,经导线35与中频感应加热线圈32连接的,下导向辊轮二37b的空心轴之间利用冷却管一38a连通,上导向辊轮36与下导向辊轮一37a的空心轴之间利用冷却管二38b连通,冷却管一38a和冷却管二38b为耐压软管,冷却水形成一个流动的回路;快速降温部40包括外风筒41a和内风筒41b,内部流动有风机42吹来的冷却风,经过快速降温部40后的带肋钢筋利用自然冷却部进行自然冷却;钢筋20依次经过逐步升温部30、快速降温部40以及自然冷却部50,对经过冷轧后的钢筋进行钢筋特性的重塑。
6.其中,冷轧钢筋的热处理加热环节是整个工艺流程的核心部分,也是整个生产中耗能最大的环节,它直接关系到产品的性能质量和生产成本。在现有的热处理环节中,采用市电
→
整流
→
逆变
→
中频感应器
→
轧件的加热方式,现有的大多数钢筋厂家采用的加热方式也就是感应加热,其原理就是利用高频或中频交流电源在轧件中产生的涡流后发热对轧件进行加热,从而达到目标温度设定值。在电
→
磁
→
电
→
热的转换方式对钢筋进行加热,但是,感应加热存在着以下不足:(1)热能转换率低:经测定:感应加热电热转换率一般只有50%~60%左右,对于
夜以继日生产带肋钢筋的厂家而言,能源消耗量是很高的,无疑加大了生产成本;(2)加热时间长:感应加热受趋肤效应和磁场分布影响,轧件受热不均匀在短时间内始终不能做到表里温度一致,如要表里温度一致需靠轧件经过一定时间由外向内热传导来完成整个轧件温度的均匀一致,存在着加热时间较长的不足,能耗大的不足;(3)表里加热温差大:生产速度关系到工厂的经济效益,在轧制过程中速度越快,产量越高,但留给轧件热传导的时间越短,导致轧件的表里温差越大,对产品质量影响越大,会影响产品的市场竞争力;(4)加热工序较长:在线加热过程中如果要保证轧件较小的表里温差,则需要加长感应原件和轧线的长度,为了达到较好的效果一般都是延长生产工序长度,减小解热温差的折衷方式;(5)保温效果差:由于感应加热的特点导致在轧件表面温度高、芯部温度低,因此在高速运行中轧件表面在空气中的温度流失严重,导致热效率进一步降低;(6)备件消耗大:感应加热设备的感应器中设备多维修量大、备件费用占比大,其中的感应线圈和瓷管更是易损元件,生产过程中造成的热停时间较多;(7)制约着产品性能的提升:由于在盘条热处理中,为了提高生产效率,一般盘条的降温速度都较快,都要经过淬火处理,快速的降温,提高了钢筋的抗拉强度,相对而言其延长率要低,这种在原来盘条上直接进行冷轧加工,即使是在带肋钢筋成型后期进行热处理,其钢筋特性尽管达到用户要求,但是,在继续提升特性方面受到了一定制约。
7.如何能够突破现有的热处理生产工艺,降低产品的生产能耗,缩短生产工序长度,减少热能流失,提高产品性能,是钢筋厂家面临的重大课题。
技术实现要素:
8.针对现有冷轧钢筋成型工艺中加热转化率低能耗大、工序长热量流失严重、备件消耗大成本大、加热不均匀导致产品性能不稳定,先冷轧后加热难以提升产品性能等问题,本发明提供一种带肋钢筋短路热处理设备及其加热电源,其目的是降低热量流失,减少生产能耗,缩短生产工序长度,降低生产成本,提升产品性能指标,提高产品市场竞争力。
9.本发明的技术方案是:一种带肋钢筋短路热处理设备,包括钢筋导向滚轮,所述钢筋短路热处理设备包括多个模块,多个模块依次设置在机架上,每个模块均包括两组钢筋导向滚轮,其中一组钢筋导向滚轮上连接有加热电源的正极,另外一组钢筋导向滚轮上连接有加热电源的负极,每组钢筋导向滚轮包括以各自转动轴为轴心转动的上滚轮和下滚轮,带肋钢筋沿其长度方向移动在上滚轮和下滚轮之间,连接有正极的钢筋导向滚轮组和连接有负极的钢筋导向滚轮组分别设置在钢筋移动方向的不同位置上,其中,上滚轮设置在带肋钢筋上方,上滚轮和下滚轮的一侧转动轴外周分别固定设置有的碳刷鼓,碳刷鼓内设置有碳刷,碳刷与转动轴接触转动连接,加热电源通过碳刷分别与上滚轮和下滚轮连通,加热电源的正极与加热电源的负极通过钢筋短路,同时加热钢筋;进一步,所述钢筋导向滚轮的转动轴中心为中空结构,其中设置有冷却管,冷却管端部设置有旋转接头,冷却管通过旋转接头连通有循环流动的冷却液;进一步,所述下滚轮的转动轴通过轴承座设置在机架上,上滚轮的转动轴设置在支撑架上,支撑架下方铰接设置在机架上,支撑架中间位置外侧设置有上滚轮张紧机构;
进一步,所述钢筋短路热处理设备中的多个模块结构相同,加热模块的加热功率可调;进一步,所述上滚轮和下滚轮的外周设置有凹槽,上滚轮和下滚轮的通过螺栓分别固定设置在各自转动轴的轴端,上滚轮和下滚轮为可拆卸型结构。
10.一种带肋钢筋短路热处理设备的加热电源,包括上述的带肋钢筋短路热处理设备,所述加热电源与三相工频电源连接,经整流滤波器件整流、滤波转变为直流,再经逆变器、隔离变压器进行隔离,转变成加热电源;进一步,所述加热电源的正极连接至一组钢筋导向滚轮中上滚轮和下滚轮各自转动轴外周设置的碳刷鼓上,加热电源的负极连接至另外一组钢筋导向滚轮中上滚轮和下滚轮各自转动轴外周设置的碳刷鼓上,碳刷鼓内的碳刷分别与各自的转动轴转动连接,连接有正负极两组上滚轮和下滚轮之间通过钢筋短路连接,对钢筋实施加热;进一步,所述加热电源的加热电压在200v-350v之间;进一步,所述钢筋的加热温度在500
°
c-550
°
c之间。
11.本发明具有的积极效果是:通过在一组钢筋导向滚轮上连接加热电源的正极,另外一组钢筋导向滚轮上连接加热电源的负极,可在带肋钢筋上形成短路,对带肋钢筋进行短路加热;通过在短路热处理设备中设置多个模块,可利用多组模块的加热温度的调节,达到设计的热处理曲线;通过在上滚轮和下滚轮的转动轴的地位外周分别固定设置碳刷鼓,每个碳刷鼓内周设置碳刷,使碳刷与转轴转动接触,可使直流电在转动过程中平稳地输入,连续加热;通过在上滚轮和下滚轮的中空转动轴轴心位置设置冷却管,冷却管端部设置旋转接头,冷却管通过旋转接头连接循环流动的冷却液,可防止转动轴的热膨胀,保证滚轮的平稳转动;通过将上滚轮的转动轴设置在支撑架上方,支撑架下方铰接设置在机架上,支撑架中间位置外侧设置上滚轮张紧机构,可利用上滚轮的张紧机构,调节上滚轮与下滚轮之间的压紧程度,可确保滚轮与钢筋之间的紧密接触与加热,通过使加热模块的加热功率可调,可根据温度曲线进行加热温度的调节,从而实现带肋钢筋最佳的晶粒结构、抗拉强度、屈服强度、伸长率;利用本发明,可减少电磁转换环节,提高电热效率和热效率能,大幅度降低用电成本;利用短路加热方式在轧件加热过程中加热后的带肋钢筋的表里温差很小基本可以忽略不计,可保证产品质量,本发明中省去了感应器,可压缩部件数量,降低备件准备数量,减少冷却水的用量,缩短生产工序长度,降低热能流失,提高生产性能,能够解决现有生产线面临的重大课题。
附图说明
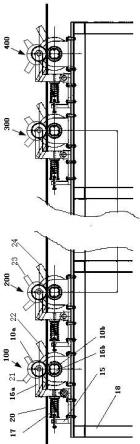
12.图1 本发明在带肋钢筋生产线中设置结构。
13.图2 单个加热模块在生产线上的侧面结构示意图。
14.图3单个加热模块在生产线上的横向剖面结构示意图。
15.图4 工频电源转换成加热电源后对带肋钢架加热的原理图。
16.图5 现有生产线中的中频加热原理示意图。
17.标号说明:10a-上滚轮、10b-下滚轮、11a-轴承座一、11b-轴承座二、12-碳刷鼓、13a-旋转接头一、13b-旋转接头二、14b-冷却管一、14b-冷却管二、15-支撑架、16a-转动轴一、16b-转动轴二、17-张紧装置、18-铰接轴、19-机架、20-带肋钢筋、21-正加热电源接头
一、22-正加热电源接头二、23-负加热电源接头一、24-负加热电源接头二、25-整流滤波器件、26-逆变器、27-隔离变压器、30-逐步升温部、31机座、32-感应加热线圈、32a-保温板、33-保温罩、34-中频发生器、35-导线、36-上导向辊轮、37a-下导向辊轮一、37b-下导向辊轮二、38a-冷却管一、38b-冷却管二、39-导向轮支架、40-快速降温部、41a-外风筒、41b-内风筒、42-风机、50-自然冷却部、100-正极钢筋导向滚轮组一、200-负极钢筋导向滚轮组一、300-正极钢筋导向滚轮组二、400-负极钢筋导向滚轮组二。
具体实施方式
18.以下参照附图就本发明的技术方案进行详细说明。
19.一种带肋钢筋短路热处理设备,图1是本发明在带肋钢筋生产线中设置结构、图2 是单个加热模块在生产线上的侧面结构示意图、图3是单个加热模块在生产线上的横向剖面结构示意图。带肋钢筋20的短路热处理设备包括钢筋导向滚轮,所述钢筋短路热处理设备包括多个模块,多个模块以此设置在机架19上,每个模块均包括两组钢筋导向滚轮,其中一组钢筋导向滚轮上连接有加热电源的正极,另外一组钢筋导向滚轮上连接有加热电源的负极,每组钢筋导向滚轮包括以转动轴一16a和转动轴二16b为轴心转动的上滚轮10a和下滚轮10b,带肋钢筋20沿着其长度方向在上滚轮10a和下滚轮10b之间移动,其中,上滚轮10a设置在带肋钢筋20的上方,连接有正极的钢筋导向滚轮组和连接有负极的钢筋导向滚轮组分别设置在带肋钢筋20移动方向的不同位置上,上滚轮10a和下滚轮10b的一侧转动轴一16b和转动轴二16b外周分别固定设置有各自碳刷鼓12,每个碳刷鼓12内设置有各自碳刷12a,每个碳刷12a端部分别与转动轴一16a和转动轴二16b的外周转动接触连接,碳刷上连接有加热电源,加热电源的相同电极通过碳刷12a分别与上滚轮10a和下滚轮10b连通,一个模块中的一组上滚轮10a和下滚轮10b上连接有同极电源,另外一组上滚轮10a和下滚轮10b上连接有相反电极的电源,两组上滚轮10a和下滚轮10b之间构成短路的正负极,加热电源的正极与加热电源的负极通过钢筋短路,同时钢筋加热。
20.在本实施例中,设置了两个模块,一个模块由正极钢筋导向滚轮组一100以及负极钢筋导向滚轮组一200组成;另外一个模块由正极钢筋导向滚轮组二300以及负极钢筋导向滚轮组二400组成,正极钢筋导向滚轮组一100和正极钢筋导向滚轮组二300上分别连接有加热电源的正极,负极钢筋导向滚轮组一200和负极钢筋导向滚轮组二400上分别连接有加热电源的负极,21为正加热电源接头一、22为正加热电源接头二、23为负加热电源接头一、24为负加热电源接头二。正加热电源接头一21与正极钢筋导向滚轮组一100中上滚轮转动轴一16a外周碳刷鼓12内的碳刷12a连接,正加热电源接头二22与正极钢筋导向滚轮组一100中下滚轮转动轴二16b外周碳刷鼓12内的碳刷12a连接;同理,负加热电源接头一23与负极钢筋导向滚轮组一200中上滚轮转动轴一16a外周碳刷鼓内的碳刷12连接,负加热电源接头二24与负极钢筋导向滚轮组一200中上滚轮转动轴二16b外周碳刷鼓内的碳刷12连接。
21.同理,正极钢筋导向滚轮组二300、负极钢筋导向滚轮组二400的连接方法相同。
22.参照图2,所述上滚轮10a的转动轴一16a、下滚轮10b的转动轴二16b轴心为中空结构,转动轴一16a和转动轴二16b的中空结构内分别设置有冷却管一14a和冷却管二14b,冷却管一14a和冷却管二14b的一端分别设置有旋转接头一13a和旋转接头一13b,冷却管一14a和冷却管二14b内通过旋转接头一13a和旋转接头一13b连接有循环流动的冷却液。
23.在实施例中,所述的冷却液采用了冷却水,冷却管一14a和冷却管二14b为双层结构,冷却水由外层进入,从中心管流出,也可以是单层结构,从转动轴的一端进入从转动轴另外一端流出,以此对转动轴进行冷却,防止因膨胀抱死轴承,难以转动。
24.所述下滚轮10b的转动轴二16b通过两端的轴承座一11a和轴承座二11b设置在机架19上的,上滚轮10a的转动轴一16a设置在支撑架15上方,支撑架15下方通过设置在机架19上的铰接轴18设置在机架19上,铰接轴18上方的支撑架15中间位置外侧设置有上滚轮10a的张紧机构17。
25.所述上滚轮10a和下滚轮10b的外周设置有凹槽,凹槽内可压紧带肋钢筋20,上滚轮10a和下滚轮10b分别通过螺栓固定设置在转动轴一16a和转动轴二16b的轴端,上滚轮10a和下滚轮10b为可拆卸型结构,便于维修,更换。
26.一种带肋钢筋短路热处理设备的加热电源,包括上述的带肋钢筋短路热处理设备,图4是工频电源转换成加热电源后对带肋钢架加热的原理图,所述加热电源输入端与三相工频电源连接,经整流滤波器件25进行整流、滤波转变为直流,再经逆变器26、隔离变压器27进行隔离,转变成加热电源,在此,整流滤波器件25采用的是二极管整流,逆变器采用igbt(insulatedgatebipolartransistor)。
27.所述加热电源的正极分别连接至一组钢筋导向滚轮的上滚轮10a转动轴一16a上设置的正加热电源接头一21和下滚轮10b转动轴二16b外周碳刷鼓12上设置的正加热电源接头二22上,两组钢筋导向滚轮的结构相同,加热电源的负极分别连接至另外一组钢筋导向滚轮的上滚轮10a的转动轴一16a外周碳刷鼓12的负加热电源接头一23和下滚轮10b的转动轴二16b负加热电源接头二24上,碳刷鼓12内的碳刷12a分别与各自的转动轴转动连接,分别连接有正负电极连接的两组上滚轮10a和下滚轮10b之间通过带肋钢筋20短路连接,对带肋钢筋20实施加热。
28.所述加热电源的加热电压在200v-350v之间、钢筋的加热温度在500
°
c-550
°
c之间。
29.本实施例中,一共设置有两组加入模块,技术参数如下:1.电源电压:三相380v2.额定功率:200kw3.产能:大约4t/h(500℃)4.单位电耗:大约50kwh/t(500℃)5.传动方式:被动式6.冷却方式:水冷。
[0030] 每个模块功率为250kw,设备安装长度4m,宽度1.2m,冷却水用量10~12m3,500kw的加热设备安装长度可以做到7m。功率部分采用二极管整流,逆变采用igbt,冷却方式为水冷。使用250kw功率模块对轧件加热至500℃时产量可以达到4t/h,电耗50kwh/t。
[0031]
其中,igbt(insulatedgatebipolartransistor:绝缘栅双极型晶体管),是由bjt(双极型三极管)和mos(绝缘栅型场效应管)组成的复合全控型电压驱动式功率半导体器件,兼有mosfet的高输入阻抗和gtr的低导通压降两方面的优点。
[0032]
本发明通过在一组钢筋导向滚轮上连接加热电源的正极,另外一组钢筋导向滚轮上连接加热电源的负极,可在带肋钢筋20上形成短路,对带肋钢筋20进行短路加热,通过在
短路热处理设备中设置多个模块,可利用多组模块的加热达到设计的热处理曲线,通过在上滚轮10a和下滚轮10b的转动轴一16a和转动轴二16b外周分别固定设置碳刷鼓12,并在碳刷鼓12内设置碳刷,使固定的碳刷与转动的转动轴一16a和转动轴二16b外周之间转动接触连接,可使直流电在转动过程中平稳地输入,连续加热;通过将上滚轮10a和下滚轮10b的转动轴一16a和转动轴二16b轴心设计成中空结构,转动轴一16a和转动轴二16b的中空结构内分别设置冷却管一14a、冷却管二14b,并在冷却管一14a、冷却管二14b一端或两端设置旋转接头一13a、旋转接头二13b,并在冷却管一14a、二14b内分别通过旋转接头一13a、旋转接头二13b连通循环流动的冷却液,可防止转动轴的热膨胀,保证滚轮及其滚轮轴的平稳转动,不会在转动轴与轴承之间发生抱死现象;通过将上滚轮10a的转动轴设置在支撑架15上方,支撑架15下方铰接在设置在机架19上的铰接轴18上,支撑架15中间位置外侧设置有上滚轮的张紧机构17,可利用上滚轮10a的张紧机构17,调节上滚轮10a与下滚轮10b之间的压紧程度,可确保滚轮与钢筋之间的紧密接触通电与加热,通过使加热模块的加热功率可调,可根据温度曲线进行加热温度的调节,从而应对多种带肋钢筋20最佳的晶粒结构、抗拉强度、屈服强度、伸长率,利用本发明,可减少电磁转换环节,直接实现电-热转换,电热效率能达到90%以上,热效率能提高30%以上,大幅度降低了用电成本;利用本发明中的路加热方式在轧件加热过程中加热后的表芯温差很小基本可以忽略不计,可保证产品质量,与现有技术相比,更具有质量保证优势,由于在本发明中省去了现有生产线中的感应器,可降低设备构成比重,减少部件数量,降低备件准备数量,大幅度地降低设备维护、备件采购成本,可提高设备的作业效率以及运转率,降低维修维护时间;另外,与现有技术相比,还可大幅度地降低冷却水的使用量,特别是通过将多个模块的紧凑型设置,加热设备安装长度可以做到7m,与现有设备中逐步升温部30长度在5≤l≤15 m,自然冷却部50长度10 m相比较,可缩短生产工序长度,减少热能流失,提高生产性能,能够解决现有设备中存在的重大课题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1