一种低成本无钼控冷工艺生产Q890高强钢及其制造方法与流程
一种低成本无钼控冷工艺生产q890高强钢及其制造方法
技术领域
1.本发明属于钢铁冶金技术领域,具体是一种低成本无钼控冷工艺生产q890高强钢及其制造方法。
背景技术:
2.在国内主流钢厂生产q890级高强钢,其生产工艺大多为离线淬火+回火的调质工艺进行产品生产,工序成本较高。
3.发明专利cn111945077a公开了一种超高强工程机械用钢q890d及其生产方法,钢板成分组成及质量百分含量为:c=0.07~0.09,mn=1.10~1.30,nb=0.015~0.035,ti=0.015~0.025,cr=0.30~0.40,mo=0.50~0.60,b=0.0008~0.0015,als≥0.015;生产过程采用在线淬火+回火的生产工艺。工序多,交货周期长。
4.发明专利cn112853223a公开了一种免回火超高强工程机械用钢q890d及其生产方法,其化学成分及重量配比为c:0.040~0.060%,mn:0.90~1.05%,nb:0.035~0.050%,ti:0.020~0.030%,cr:0.45~0.55%,mo:0.55~0.65%,b:0.0010~0.0015%,其生产方法包括板坯加热、控制轧制、驰豫+在线淬火工序。该发明与传统q890省去了调质+回火工序,但合金中加入0.55%mo,合金含量较高,成本高。
5.开发成本低的超高强工程机械用钢q890d,对于钢铁企业而言具有十分重要的意义。
6.为此,我们提出一种低成本无钼控冷工艺生产q890高强钢及其制造方法。
技术实现要素:
7.本发明的目的在于克服现有技术的缺陷,提供一种低成本无钼控冷工艺生产q890高强钢及其制造方法。
8.为实现上述目的,本发明采用了如下技术方案:
9.一种低成本无钼控冷工艺生产q890高强钢及其制造方法,按照质量百分数,按照质量百分数,由以下原料制备而成:c:0.05-0.10%,si:0.10-0.60%,mn:1.45-1.85%,p≤0.022%,s≤0.012%,nb:0.013%-0.060%,alt:0.010%-0.065%,b:0.0005%-0.0025%,ti:0.005%-0.020%,cr:0.15%-0.60%,ni≤0.20%,cu≤0.20%,n≤0.0062%,o≤0.0030%,h≤0.0002%,余量为fe和不可避免的杂质。
10.优选的,一种低成本无钼控冷工艺生产q890高强钢,按照质量百分数,由以下原料制备而成:c:0.05-0.09%,si:0.12-0.60%,mn:1.55-1.85%,p≤0.020%,s≤0.010%,nb:0.015%-0.060%,alt:0.010%-0.060%,b:0.0008%-0.0025%,ti:0.008%-0.020%,cr:0.20%-0.60%,ni≤0.15%,cu≤0.15%,n≤0.0060%,o≤0.0030%,h≤0.0002%,余量为fe和不可避免的杂质。
11.优选的,所述低成本无钼控冷工艺生产q890高强度钢,屈服强度≥890mpa,抗拉强度≥940mpa,等比例伸长率a≥11%,-20℃纵向冲击功≥100j。
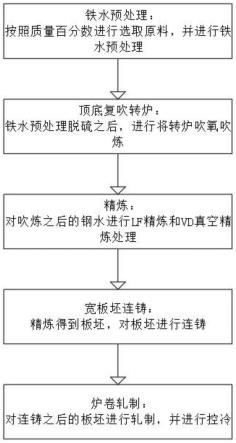
12.优选的,一种低成本无钼控冷工艺生产q890高强钢的制造方法,具体步骤如下:
13.(s1)、铁水预处理:
14.按照质量百分数进行选取原料,并进行铁水预处理;
15.(s2)、顶底复吹转炉:
16.铁水预处理脱硫之后,进行将转炉吹氧吹炼;
17.(s3)、精炼:
18.对吹炼之后的钢水进行lf精炼和vd真空精炼处理;
19.(s4)、宽板坯连铸:
20.精炼得到板坯,对板坯进行连铸;
21.(s5)、炉卷轧制:
22.对连铸之后的板坯进行轧制,并进行控冷。
23.优选的,所述步骤(s1)中采用铁水预处理工序进行脱硫,目标铁水含s<0.010%。
24.优选的,所述步骤(s2)中顶底复吹转炉吹氧吹炼14-16min,出钢保证钢水p≤0.015%,s≤0.020%,o≤0.06%。
25.优选的,所述步骤(s3)精炼工序中,所述lf精炼进行升温,使用vd真空处理炉对lf精炼处理之后的钢水进行vd真空精炼。
26.优选的,所述步骤(s3)精炼工序中,通过lf精炼和vd真空精炼处理,钢水温度和成分满足连铸和目标成分要求,其中气体含量百分比为:n≤0.0060%,o≤0.0030%,h≤0.0002%。
27.优选的,所述步骤(s4)宽板坯连铸工序中,宽板坯连铸采取全程保护浇注,拉伸波动在
±
0.05m/min,洁净器钢液面波动在
±
3mm,钢水过热度控制在10-25℃,铸坯低倍偏析b1.5级以下,疏松1.5级以下。
28.优选的,所述步骤(s5)炉卷轧制工艺包括:
29.①
板坯再加热温度:1200~1250℃;
30.②
再结晶区轧制温度区间:980~1120℃,再结晶区轧制道次压下率≥15%,再结晶区轧制总压下率≥40%;
31.③
未再结晶区轧制温度区间:精轧开轧温度为840~960℃,未再结晶区轧制总压下率≥60%,终轧温度区间:720~840℃。
32.④
轧后采用加速冷却,冷却速度≥15℃/s,终冷温度:360~470℃。
33.与现有技术相比,根据本发明的一种低成本无钼控冷工艺生产q890高强钢及其制造方法具有如下有益效果:
34.1、本发明提供的低成本无钼控冷工艺生产q890高强钢及其制造方法,通过调整钢中c、mn、cr、b的配比,允分发挥c、mn、cr、b元素的作用;不添加mo,由于其价格昂贵,吨钢可降本500元以上,实现无钼低成本;同时采用控冷工艺,获得低温韧性优良的低成本无钼q890高强度钢板。
35.2、本发明及其方法所生产的q890高强钢,具有强度、韧性、耐磨性的合理匹配度,屈服强度≥890mpa,抗拉强度≥940mpa,等比例伸长率a≥11%,-20℃纵向冲击功≥100j。
36.3、本发明及其方法具有生产成本低、表面质量良好、产品性能优良、高强度和高强韧性的特点。
附图说明
37.图1是本发明的整体结构示意图。
具体实施方式
38.以下结合附图1,进一步说明本发明一种低成本无钼控冷工艺生产q890高强钢及其制造方法的具体实施方式。本发明一种低成本无钼控冷工艺生产q890高强钢及其制造方法不限于以下实施例的描述。
39.实施例1:
40.本实施例所生产的抗时效微碳深冲钢厚度规格为30mm。
41.本实施例给出一种低成本无钼控冷工艺生产q890高强钢及其制造方法,按照质量百分数,由以下原料制备而成:c:0.075%,si:0.23%,mn:1.70%,p:0.009%,s:0.001%,al:0.028%,nb:0.050%,b:0.0017%,ti:0.015%,cr:0.53%,n:0.0045%,余量为fe和不可避免杂质。
42.一种低成本无钼控冷工艺生产q890高强钢的制造方法,具体步骤如下:
43.(s1)、铁水预处理:
44.按照质量百分数进行选取原料,并进行铁水预处理;
45.采用铁水预处理工序进行脱硫,目标铁水含s<0.010%。
46.(s2)、顶底复吹转炉:
47.铁水预处理脱硫之后,进行将转炉吹氧吹炼;
48.顶底复吹转炉吹氧吹炼14-16min,出钢保证钢水p≤0.015%,s≤0.020%,o≤0.06%。
49.(s3)、精炼:
50.对吹炼之后的钢水进行lf精炼和vd真空精炼处理;
51.所述lf精炼进行升温,使用vd真空处理炉对lf精炼处理之后的钢水进行vd真空精炼。
52.通过lf精炼和vd真空精炼处理,钢水温度和成分满足连铸和目标成分要求,其中气体含量百分比为:n≤0.0060%,o≤0.0030%,h≤0.0002%。
53.(s4)、宽板坯连铸:
54.精炼得到板坯,对板坯进行连铸;
55.宽板坯连铸采取全程保护浇注,拉伸波动在
±
0.05m/min,洁净器钢液面波动在
±
3mm,钢水过热度控制在10-25℃,铸坯低倍偏析b1.5级以下,疏松1.5级以下。
56.(s5)、炉卷轧制:
57.对连铸之后的板坯进行轧制,并进行控冷。
58.炉卷轧制工艺包括:
59.①
板坯再加热温度:1200~1250℃;
60.②
再结晶区轧制温度区间:980~1120℃,再结晶区轧制道次压下率≥15%,再结晶区轧制总压下率≥40%;
61.③
未再结晶区轧制温度区间:精轧开轧温度为840~960℃,未再结晶区轧制总压下率≥60%,终轧温度区间:720~840℃。
62.④
轧后采用加速冷却,冷却速度≥15℃/s,终冷温度:360~470℃。
63.其中,轧制工艺制度见表1。
64.表1本实施例30mm低成本无钼控冷工艺生产q890高强钢轧制工艺制度
[0065][0066]
本实施例炉卷轧制工艺为:板坯再加热温度为1250℃,在炉时间135min,均热时间30min,再结晶区开轧温度为1085℃,再结晶区终轧温度为1008℃,再结晶区轧制道次压下率≥15%,再结晶区轧制总压下率为45%;未再结晶区开轧温度为900℃,未再结晶区终轧温度为810℃,未再结晶区轧制总压下率为75%;终冷温度为350℃。
[0067]
按照本实施例的步骤生产的钢板,其性能指标见表2。
[0068]
表2本实施例制造的钢板的性能指标
[0069][0070]
由表2可以看出,本实施例生产出来的30mm低成本无钼控冷工艺生产q890高强钢能满足产品强度、韧性、塑性等要求,且有一定的富余量。
[0071]
实施例2:
[0072]
本实施例所生产的抗时效微碳深冲钢厚度规格为20mm。
[0073]
本实施例给出一种低成本无钼控冷工艺生产q890高强钢及其制造方法,按照质量百分数,由以下原料制备而成:c:0.068%,si:0.23%,mn:1.65%,p:0.010%,s:0.001%,nb:0.052%,al:0.038%,b:0.0015%,ti:0.015%,cr:0.52%,n:0.0045%,余量为fe和不可避免杂质。
[0074]
一种低成本无钼控冷工艺生产q890高强钢的制造方法,具体步骤如下:
[0075]
(s1)、铁水预处理:
[0076]
按照质量百分数进行选取原料,并进行铁水预处理;
[0077]
采用铁水预处理工序进行脱硫,目标铁水含s<0.010%。
[0078]
(s2)、顶底复吹转炉:
[0079]
铁水预处理脱硫之后,进行将转炉吹氧吹炼;
[0080]
顶底复吹转炉吹氧吹炼14-16min,出钢保证钢水p≤0.015%,s≤0.020%,o≤0.06%。
[0081]
(s3)、精炼:
[0082]
对吹炼之后的钢水进行lf精炼和vd真空精炼处理;
[0083]
所述lf精炼进行升温,使用vd真空处理炉对lf精炼处理之后的钢水进行vd真空精炼。
[0084]
通过lf精炼和vd真空精炼处理,钢水温度和成分满足连铸和目标成分要求,其中气体含量百分比为:n≤0.0060%,o≤0.0030%,h≤0.0002%。
[0085]
(s4)、宽板坯连铸:
[0086]
精炼得到板坯,对板坯进行连铸;
[0087]
宽板坯连铸采取全程保护浇注,拉伸波动在
±
0.05m/min,洁净器钢液面波动在
±
3mm,钢水过热度控制在10-25℃,铸坯低倍偏析b1.5级以下,疏松1.5级以下。
[0088]
(s5)、炉卷轧制:
[0089]
对连铸之后的板坯进行轧制,并进行控冷。
[0090]
炉卷轧制工艺包括:
[0091]
①
板坯再加热温度:1200~1250℃;
[0092]
②
再结晶区轧制温度区间:980~1120℃,再结晶区轧制道次压下率≥15%,再结晶区轧制总压下率≥40%;
[0093]
③
未再结晶区轧制温度区间:精轧开轧温度为840~960℃,未再结晶区轧制总压下率≥60%,终轧温度区间:720~840℃。
[0094]
④
轧后采用加速冷却,冷却速度≥15℃/s,终冷温度:360~470℃。
[0095]
其中,轧制工艺制度见表3。
[0096]
表3本实施例20mm低成本无钼非调质800mpa高强度钢板轧制工艺制度
[0097][0098]
本实施例炉卷轧制工艺为:板坯再加热温度为1235℃,在炉时间135min,均热时间30min,再结晶区开轧温度为1100℃,再结晶区终轧温度为990℃,再结晶区轧制道次压下率≥15%,再结晶区轧制总压下率为60%;未再结晶区开轧温度为920℃,未再结晶区终轧温度为790℃,终冷温度为375℃。
[0099]
按照本实施例的步骤生产的钢板,其性能指标见表4。
[0100]
表4本实施例制造的钢板的性能指标
[0101][0102]
由表4可以看出,本实施例生产出来的30mm低成本无钼控冷工艺生产q890高强钢能满足产品强度、韧性、塑性等要求,且有一定的富余量。
[0103]
本发明提供的低成本无钼控冷工艺生产q890高强钢及其制造方法,通过调整钢中c、mn、cr、b的配比,允分发挥c、mn、cr、b元素的作用;不添加mo,由于其价格昂贵,吨钢可降本500元以上,实现无钼低成本;同时采用控冷工艺,获得低温韧性优良的低成本无钼q890高强度钢板。
[0104]
本发明及其方法所生产的q890高强钢,具有强度、韧性、耐磨性的合理匹配度,屈服强度≥890mpa,抗拉强度≥940mpa,等比例伸长率a≥11%,-20℃纵向冲击功≥100j。
[0105]
本发明及其方法具有生产成本低、表面质量良好、产品性能优良、高强度和高强韧性的特点。
[0106]
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1