基于合金镀液的大功率电机壳表面高效加工装置及方法与流程
1.本发明涉及电机加工技术领域,具体为基于合金镀液的大功率电机壳表面高效加工装置及方法。
背景技术:
2.目前,随着工业新材料镀液技术运用的成熟,各种钢结构设备利用这一技术对于防腐及耐磨性质的处理效果也得到了巨幅提升,其中印刷伺服电机外壳在利用合金镀液zn-4.5%、al-0.1%、re-0.05%、mg-0.05%以及ti这一新材料镀液进行热镀后,相比于传统的热镀锌等方式而言,可以降低alcl3的生成量,使得最终得到的电机外壳的防腐耐磨、金属质感等性能更佳,但配合利用传统的电机外壳热镀装置在操作过程中,由于热镀池相对开放,热量流失较为严重,在外界温差变化较大时,热镀池对温度的调控即会出现偏差,继而导致热镀合金镀液的质量降低,而热镀过程中由于镀件与合金镀液溶液之间反应,即会产生部分阳极泥及其他杂质,这些物质则无法及时被清理,即会影响热镀效果及镀层质量。
技术实现要素:
3.为解决上述一般的大功率伺服电机壳热镀装置在操作过程中,存在热加工条件缺乏稳定性、热镀效果差镀层质量低的问题,实现以上有效保证了热加工条件的稳定性、加强热镀效果且提升镀层质量的目的,本发明通过以下技术方案予以实现:基于合金镀液的大功率电机壳表面高效加工装置,包括承架,所述承架的内壁驱动连接有蜗柱,所述承架的左右两侧均滑动连接有套接在所述蜗柱上的滑块,所述滑块的表面转动连接有铰接杆,所述铰接杆的底部活动连接有导接杆,所述导接杆表面活动连接有浸涂机构,所述浸涂机构包括活动条,所述活动条的表面滑动连接有对称的两个弹力块,所述弹力块的表面活动连接有连杆,所述连杆之间活动连接有支撑柱,所述承架的前后两侧均固定连接有套接在所述支撑柱上的热镀筒,所述支撑柱的顶部外围均匀开设有溢流孔,所述支撑柱的顶部转动连接有滤环,所述支撑柱的顶部滑动插接有弹性蜗杆。
4.进一步的,所述蜗柱的左右两侧开设有方向相反的螺纹,蜗柱与滑块之间螺纹连接,从而便于利用蜗柱同步调节两侧的滑块相向或背向移动。
5.进一步的,所述热镀筒的内壁开设有与所述滤环对应的斜面,从而便于合金镀液液面升高且降低后,热镀溶液能够回流。
6.进一步的,所述滤环的边缘均匀开设有与所述溢流孔对应的滤孔,初始滤孔与所述溢流孔相错位,继而便于对热镀筒进行密封,避免热量流失。
7.进一步的,所述弹性蜗杆的尺寸与所述滤环的尺寸相适配,二者啮合连接,从而便于弹性蜗杆上下移动时能够带动滤环沿相应方向偏转,所述弹性蜗杆的顶部包括有辐射式外延条状部分,从而便于承接电机壳。
8.进一步的,还包括除杂机构,所述除杂机构活动连接在所述活动条的表面,所述除杂机构包括锥齿轮,所述锥齿轮与所述弹力块之间固定连接有牵引索,所述活动条的表面
靠近所述支撑柱的一侧固定安装有延伸至所述弹力块上的单向囊,所述热镀筒的腔壁转动连接有阀杆,所述阀杆的顶部固定连接有阀球,所述活动条的底部转动连接有套接在所述阀杆上的锥齿环。
9.进一步的,所述阀球与所述热镀筒的腔壁之间弹性连接,初始阀球的通路部分朝向热镀筒的壁腔,进而避免热镀筒在使用时,热镀溶液进入阀球中,所述阀球与所述单向囊之间固定连接有连管,从而便于单向囊扩张时,可利用连管使得阀球将滤环上的异物吸入,在单向囊回复时,可将吸取的异物排出。
10.基于合金镀液的大功率电机壳表面高效加工方法,包括:s1、粗细打磨:利用环状250#砂带对电机壳的外围散热片等表面进行低频振动粗磨后利用环状700#砂带对电机壳的外围散热片等表面进行高频振动细磨;s2、酸碱清洗:将电机外壳分别放入酸洗液及碱性除油液中清洗;s3、活化:将电机外壳放入活化液中进行镀前活化;s4、热浸镀层:将电机外壳置于滤环上,控制电机壳下沉至热镀筒底部的热镀新材料溶液中,使得电机外壳表面同步被热镀;s5、杂质清理:单次热镀结束后,对滤环上由热镀产生的阳极泥进行清理;s6、覆膜固化:将电机壳于130-180℃中烘烤20-30分钟。
11.进一步的,所述步骤s1的粗细打磨移动方向均为电机壳的轴向,粗细打磨后分别利用离子水清洗干净。
12.进一步的,所述步骤s4的热镀筒控制为间歇使用,从而便于及时清理热镀产生的阳极泥。
13.与现有技术相比,本发明具有以下有益效果:1、该基于合金镀液的大功率电机壳表面高效加工装置及方法,通过对电机壳的表面进行热镀加工时,预先对热镀筒注入合金镀液,其顶部由于被滤环封口,避免了合金镀液热量的流失,将电机壳放置在弹性蜗杆上,自重使得弹性蜗杆下移,且带动滤环偏转对接溢流孔,届时外驱带动蜗柱旋转使得两侧的滑块带动铰接杆偏移,导接杆则下压活动条使得支撑柱下移,电机壳即可浸涂在合金镀液中,而未被使用热镀筒由于顶部密封,其内部热镀新材料无法被压缩,支撑柱继而无法被带动下移,利用弹力块的弹力作用,继而可被该状态进行平衡,进而进一步避免了热量流失,从而有效保证了热加工条件的稳定性。
14.2、该基于合金镀液的大功率电机壳表面高效加工装置及方法,通过热镀筒未被使用时即自行被密封,在活动条下移时,弹力块继而被连杆挤压拉伸单向囊,同步的牵引索拉动锥齿轮偏转,而带动锥齿环啮合转动,阀杆即带动阀球偏转向热镀筒的内腔,而后利用单向囊的抽吸力,滤环表面经热镀产生的阳极泥继而可被抽吸清理,而控制间歇使用各个热镀筒,即可避免阳极泥的干扰,以加强热镀效果且提升镀层质量。
附图说明
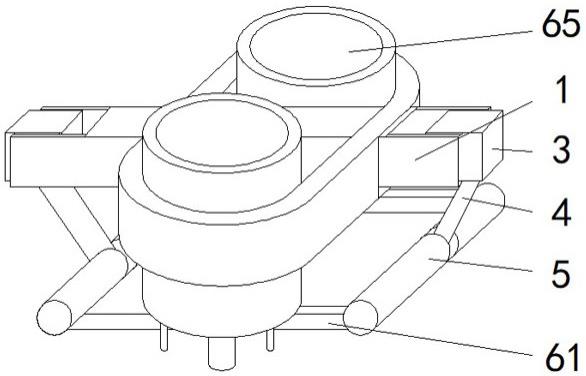
15.图1为本发明立体结构示意图;图2为本发明主剖视图;图3为本发明热镀筒连接部分的正剖视图;图4为图3中a处的放大图;
图5为本发明活动条连接部分的正剖视图;图6为图5中b处的放大图。
16.图中:1、承架;2、蜗柱;3、滑块;4、铰接杆;5、导接杆;6、浸涂机构;61、活动条;62、弹力块;63、连杆;64、支撑柱;65、热镀筒;66、溢流孔;67、滤环;68、弹性蜗杆;7、除杂机构;71、锥齿轮;72、牵引索;73、单向囊;74、阀杆;75、阀球;76、锥齿环。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.该基于合金镀液的大功率电机壳表面高效加工装置及方法的实施例如下:请参阅图1-图6,基于合金镀液的大功率电机壳表面高效加工装置,包括承架1,承架1的内壁驱动连接有蜗柱2,蜗柱2的左右两侧开设有方向相反的螺纹,蜗柱2与滑块3之间螺纹连接,从而便于利用蜗柱2同步调节两侧的滑块3相向或背向移动。
19.承架1的左右两侧均滑动连接有套接在蜗柱2上的滑块3,滑块3的表面转动连接有铰接杆4,铰接杆4的底部活动连接有导接杆5,导接杆5表面活动连接有浸涂机构6,浸涂机构6包括活动条61,活动条61的表面滑动连接有对称的两个弹力块62,弹力块62的表面活动连接有连杆63,连杆63之间活动连接有支撑柱64,承架1的前后两侧均固定连接有套接在支撑柱64上的热镀筒65,热镀筒65的内壁开设有与滤环67对应的斜面,从而便于合金镀液液面升高且降低后,热镀溶液能够回流。
20.支撑柱64的顶部外围均匀开设有溢流孔66,支撑柱64的顶部转动连接有滤环67,滤环67的边缘均匀开设有与溢流孔66对应的滤孔,初始滤孔与溢流孔66相错位,继而便于对热镀筒65进行密封,避免热量流失,支撑柱64的顶部滑动插接有弹性蜗杆68,弹性蜗杆68的尺寸与滤环67的尺寸相适配,二者啮合连接,从而便于弹性蜗杆68上下移动时能够带动滤环67沿相应方向偏转,弹性蜗杆68的顶部包括有辐射式外延条状部分,从而便于承接电机壳。
21.通过对电机壳的表面进行热镀加工时,预先对热镀筒65注入合金镀液,其顶部由于被滤环67封口,即避免了合金镀液热量的流失,将电机壳放置在弹性蜗杆68上,电接壳自重即使得弹性蜗杆68下移,且带动滤环67偏转对接溢流孔66,届时外驱带动蜗柱2旋转使得两侧的滑块3带动铰接杆4偏移,导接杆5则下压活动条61使得支撑柱64下移,电机壳即可浸涂在合金镀液中,而未被使用热镀筒65由于顶部密封,其内部热镀新材料无法被压缩,支撑柱64继而无法被带动下移,利用弹力块62的弹力作用,继而可被该状态进行平衡,进而进一步避免了热量流失,从而有效保证了热加工条件的稳定性。
22.除杂机构7活动连接在活动条61的表面,除杂机构7包括锥齿轮71,锥齿轮71与弹力块62之间固定连接有牵引索72,活动条61的表面靠近支撑柱64的一侧固定安装有延伸至弹力块62上的单向囊73,热镀筒65的腔壁转动连接有阀杆74,阀杆74的顶部固定连接有阀球75,阀球75与热镀筒65的腔壁之间弹性连接,初始阀球75的通路部分朝向热镀筒65的壁腔,进而避免热镀筒65在使用时,热镀溶液进入阀球75中,阀球75与单向囊73之间固定连接
有连管,从而便于单向囊73扩张时,可利用连管使得阀球75将滤环67上的异物吸入,在单向囊73回复时,可将吸取的异物排出。
23.活动条61的底部转动连接有套接在阀杆74上的锥齿环76,锥齿环76与锥齿轮71之间啮合连接,从而便于活动条61向下移动时,锥齿轮71能够带动锥齿环76使得阀杆74偏转,以进行抽吸机制的调节。
24.通过热镀筒65未被使用时即自行被密封,在活动条61下移时,弹力块62继而被连杆63挤压拉伸单向囊73,同步的牵引索72拉动锥齿轮71偏转,而带动锥齿环76啮合转动,阀杆74即带动阀球75偏转向热镀筒65的内腔,而后利用单向囊73的抽吸力,滤环67表面经热镀产生的阳极泥继而可被抽吸清理,而控制间歇使用各个热镀筒65,即可避免阳极泥的干扰,以加强热镀效果且提升镀层质量。
25.基于合金镀液的大功率电机壳表面高效加工方法,包括:s1、粗细打磨:利用环状250#砂带对电机壳的外围散热片等表面进行低频振动粗磨后利用环状700#砂带对电机壳的外围散热片等表面进行高频振动细磨,粗细打磨移动方向均为电机壳的轴向,粗细打磨后分别利用离子水清洗干净;s2、酸碱清洗:将电机外壳分别放入酸洗液及碱性除油液中清洗;s3、活化:将电机外壳放入活化液中进行镀前活化;s4、热浸镀层:将电机外壳置于滤环67上,控制电机壳下沉至热镀筒65底部的热镀新材料溶液中,使得电机外壳表面同步被热镀,热镀筒65控制为间歇使用,从而便于及时清理热镀产生的阳极泥;s5、杂质清理:单次热镀结束后,对滤环67上由热镀产生的阳极泥进行清理;s6、覆膜固化:将电机壳于130-180℃中烘烤20-30分钟。
26.工作原理:在使用时,通过预先在各个热镀筒65中注入合金镀液,热镀筒65顶部利用与溢流孔66相错位的滤环67进行封口,即可避免合金镀液热量的流失,而在对电机壳进行热镀加工时,将电机壳放置在弹性蜗杆68上,电接壳自重使得弹性蜗杆68下移,且带动滤环67偏转使得滤孔刚好对接溢流孔66,热镀筒65继而内外贯通,届时利用外驱带动蜗柱2旋转使得两侧的滑块3相向移动,即可使得铰接杆4带动导接杆5下压活动条61,在弹力块62及连杆63的带动下,支撑柱64继而被推动下移,使得电机壳浸涂在合金镀液中,而未被使用热镀筒65由于顶部密封,其内部合金镀液无法被压缩,支撑柱64继而无法被带动下移,利用弹力块62的弹力作用,其受压位移继而可对该状态进行平衡,进而进一步避免了热量流失,从而有效保证了热加工条件的稳定性,而在任一热镀筒65未被使用时,由于其呈密封状态,在活动条61下移时,弹力块62继而被连杆63挤压拉伸单向囊73,同步的牵引索72拉动锥齿轮71偏转,而带动锥齿环76啮合转动,对应的阀杆74带动阀球75的通路部分朝向热镀筒65内腔的一侧偏转,而后利用单向囊73的抽吸力,滤环67表面经热镀产生的阳极泥继而可被清理,在单向囊73复原时又可自动向外排出内部抽吸到的异物,在进行电机壳的热镀加工时,可间歇使用各个热镀筒65,避免阳极泥的干扰,以加强热镀效果且提升镀层质量。
27.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1