一种8.8级螺栓用非调质冷镦钢盘条的生产方法与流程
1.本发明属于冶金技术领域,涉及一种8.8级螺栓用非调质冷镦钢盘条的生产方法。
背景技术:
2.为了节约能源,降低制造成本,市场对非调质冷镦钢盘条的需求越来越迫切。非调质冷镦钢盘条在热轧和后续冷成型状态即能达到良好的综合机械性能,相比于调质冷镦钢盘条生产过程,减掉热处理工序和热处理设备,提高了生产效率,降低了生产成本,改善了劳动条件并减少环境污染,具有良好的经济效益和社会效益。
3.现有的国标gb/t 29087~2012《非调质冷镦钢热轧盘条》要求mft8热轧盘条抗拉强度≤700mpa,热轧盘条抗拉强度较低,达不到紧固件行业小变形量的冷加工要求,因而限制了非调质冷镦钢在紧固件行业的应用。
4.mft8非调质冷镦钢热轧盘条的抗拉强度难以达到800mpa,无法满足紧固件用户小变形量的生产要求。
技术实现要素:
5.本发明旨在提供一种8.8级螺栓用非调质冷镦钢盘条生产方法,以解决现有8.8级螺栓用非调质冷镦钢热轧盘条抗拉强度难以达到800mpa问题,以满足紧固件用户小变形量的生产需求的问题。
6.本发明的技术方案:一种8.8级螺栓用非调质冷镦钢盘条生产方法,钢的化学组成质量百分比为c=0.27~0.35,si=0.25~0.35,mn=1.00~1.40,v≤0.06,al=0.01~0.05,余量为fe及不可避免的杂质;包括以下关键工艺步骤:(1)lf精炼:使用碳化硅+铝粒复合脱氧,加入石灰造白渣,白渣保持时间不少于20min;(2)冷却:第一段强冷段采用轧后穿水冷却,水箱采用旋流式冷却器,终轧后钢材表面温度降低到750~780℃的吐丝温度;第二段强冷段采用风机冷却,在18~20s内使吐丝后盘条表面温度降低到570~600℃的进保温罩温度;第三段缓冷段采用保温罩延迟冷却,盘条进保温罩后逐步减慢运输辊道速度使盘条在运输辊道上堆积缓冷,在5~7min内使盘条表面温度降低到200~250℃的集卷温度。
7.发明原理:在钢的化学成分设计方面:增加钢中的c能显著提高钢材的抗拉强度;增加si元素能提高钢中固溶体的强度,提高钢材的屈强比,同时能提高冷加工硬化程度。mn元素对提高低、中碳钢珠光体钢的强度有显著作用,但也有促进晶粒长大的作用,需加入细化晶粒元素v来克服,金属mn、v价格高,含量高会显著增加生产成本。
8.在工艺控制方面:在精轧步骤后设置水箱穿水冷却步骤,第一段强冷段采用轧后穿水冷却,水箱采用旋流式冷却器冷却。运输辊道快冷步骤后设置运输辊道缓冷却步骤,并
且其冷却模式一改现有技术中只加保温罩不减慢运输辊道速度的冷却方式,采用盘条进保温罩后逐步减慢运输辊道速度使盘条在运输辊道上堆积缓冷方式,以获得更多更细的珠光体组织,并使铁素体和珠光体片层间的渗碳体趋于球状。以使盘条的抗拉强达到800mpa以上,金相组织为利于变形的铁素体+珠光体组织。
9.本发明有有益效果:用本发明方法生产的8.8级螺栓用非调质冷镦钢盘条热轧态抗拉强度≥800mpa,屈服强度≥640mpa,延伸率≥20%断面收缩率≥52%,晶粒度≥ 10级,克服了常规8.8级螺栓用非调质冷镦钢盘条热轧态抗拉强度水平难以达到800mpa的问题,能够满足紧固件用户小变形量的生产要求。
附图说明
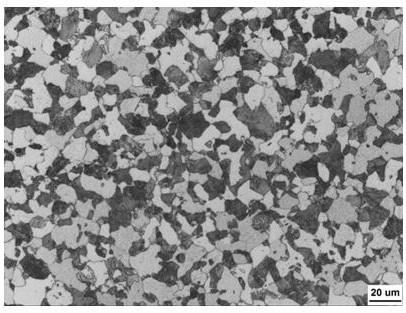
10.图1为实施例1的8.8级螺栓用非调质冷镦钢盘条距外表面1/2处的金相图片。
11.图2为实施例1的8.8级螺栓用非调质冷镦钢盘条距外表面1/4处的金相图片。
具体实施方式
12.下面结合实施例对本发明之成分控制、控制冷却方式等主要内容作进一步说明。
13.通常8.8级非调质冷镦钢盘条的制造方法按照先后顺序包括以下步骤:转炉冶炼、lf精炼、vd真空处理、连铸、切割、加热、精轧、水箱冷却、运输辊道快冷、运输辊道缓冷、精整、判定、包装、称重、入库。
14.实施例1:一种8.8级螺栓用非调质冷镦钢盘条制造方法,轧制规格φ16.0mm。钢的化学成分的含量(wt.%)为:c=0.32,si为0.32,mn =1.25,v=0.05,al=0.035;余量为fe及不可避免杂质。关键工艺步骤包括:(1)lf精炼:使用碳化硅+铝粒复合脱氧,加入石灰造白渣,白渣保持时间25min;(2 )冷却:第一段强冷段采用轧后穿水冷却,水箱采用旋流式冷却器冷却;终轧后钢材表面温度降低到750~780℃的吐丝温度。第二段强冷段采用风机冷却,在18~20s内使吐丝后盘条表面温度降低到570~600℃的进保温罩温度。第三段缓冷段采用保温罩延迟冷却,盘条进保温罩后逐步减慢运输辊道速度使盘条在运输辊道上堆积缓冷,在约360s内使盘条表面温度降低到200~250℃的集卷温度。
15.对用该制造方法生产的φ16.0mm规格8.8级螺栓用非调质冷镦钢盘条进行力学性能的测量,得到的力学性能数据如表1所示,显微组织见附图1、图2 ,组织由铁素体和珠光体组成,晶粒度10.5级。
16.实施例2:一种8.8级螺栓用非调质冷镦钢盘条制造方法,轧制规格φ16.0mm。钢的化学成分含量(wt.%)为:c=0.33,si=0.34,mn =1.22,v=0.05,al=0.030,余量为fe及不可避免杂质。关键工艺步骤包括:(1)lf精炼:使用碳化硅+铝粒复合脱氧,加入石灰造白渣,白渣保持时间28min;(2 )冷却:第一段强冷段采用轧后穿水冷却,冷却:第一段强冷段采用轧后穿水冷却,水箱采用旋流式冷却器冷却;终轧后钢材表面温度降低到750~780℃的吐丝温度,终轧后钢材表面温度降低到750~780℃的吐丝温度。第二段强冷段采用风机冷却,在18~20s内
使吐丝后盘条表面温度降低到570~600℃的进保温罩温度。第三段缓冷段采用保温罩延迟冷却,盘条进保温罩后逐步减慢运输辊道速度使盘条在运输辊道上堆积缓冷,在约360s内使盘条表面温度降低到200~250℃的集卷温度。
17.对用该制造方法生产的φ16.0mm规格8.8级螺栓用非调质冷镦钢盘条进行力学性能的测量,得到的力学性能数据如表1所示,组织由铁素体和珠光体组成,晶粒度10.5级。
18.表1
ꢀꢀ
实施例盘条的力学性能检测结果 如图1、图2所示:所述8.8级螺栓用非调质冷镦钢盘条中的显微组织由铁素体+珠光体组成,并且所述铁素体的含量(vol.%)为35~45,余量为所述珠光体,按照gb/t6394评级,所述8.8级螺栓用非调质冷镦钢盘条中铁素体晶粒度≥10级,并且珠光体的片层间距细小,晶粒细小、均匀。在所述8.8级螺栓用非调质冷镦钢盘条距外表面1/2处的显微组织结构与距外表面1/4 处的显微组织结构没有明显的差异,也说明了,所述盘条由中心到边缘整个横断面上分布有适当比例的铁素体和珠光体,从而使得所述8.8级螺栓用非调质冷镦钢盘条具有较佳的强韧性配合。
技术特征:
1.一种8.8级螺栓用非调质冷镦钢盘条的生产方法,其特征在于:钢的化学组成质量百分比为c=0.27~0.35,si=0.25~0.35,mn=1.00~1.40,v≤0.06,al=0.01~0.05,余量为fe及不可避免的杂质;包括以下关键工艺步骤:(1)lf精炼:使用碳化硅+铝粒复合脱氧,加入石灰造白渣,白渣保持时间不少于20min;(2)冷却:第一段强冷段采用轧后穿水冷却,水箱采用旋流式冷却器,终轧后钢材表面温度降低到750~780℃的吐丝温度;第二段强冷段采用风机冷却,在18~20s内使吐丝后盘条表面温度降低到570~600℃的进保温罩温度;第三段缓冷段采用保温罩延迟冷却,盘条进保温罩后逐步减慢运输辊道速度使盘条在运输辊道上堆积缓冷,在5~7min内使盘条表面温度降低到200~250℃的集卷温度。
技术总结
一种8.8级螺栓用非调质冷镦钢盘条的生产方法,钢的化学组成质量百分比为C=0.27~0.35,Si=0.25~0.35,Mn=1.00~1.40,V≤0.06,Al=0.01~0.05,余量为Fe及不可避免的杂质;关键工艺步骤包括LF精炼和冷却。本发明方法生产的盘条的抗拉强度≥800MPa,屈服强度≥640MPa,延伸率≥20%断面收缩率≥52%,晶粒度≥10级。利用现有设备和工艺条件,开发出了Φ16.0mm规格8.8级螺栓用非调质冷镦钢盘条。Φ16.0mm规格8.8级螺栓用非调质冷镦钢盘条。Φ16.0mm规格8.8级螺栓用非调质冷镦钢盘条。
技术研发人员:罗卫国 张成元 周国子 郑健 黄振华 陈立 余刚 杨建华 李建宇
受保护的技术使用者:湖南华菱湘潭钢铁有限公司
技术研发日:2022.04.26
技术公布日:2022/8/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1